Você também pode gostar
- Relatório 1Documento12 páginasRelatório 1Sérgio BragaAinda não há avaliações
- FERRO FUNDIDO CINZENTO E SUAS APLICAÇÕESDocumento34 páginasFERRO FUNDIDO CINZENTO E SUAS APLICAÇÕESjaelson silvaAinda não há avaliações
- Revisão Bibliográfica - Ferros FundidosDocumento13 páginasRevisão Bibliográfica - Ferros FundidosLuciano MarcelAinda não há avaliações
- Fofos CCarga Norma DefeitosDocumento41 páginasFofos CCarga Norma DefeitosGuilherme PagatiniAinda não há avaliações
- Ligas GG e GGGDocumento7 páginasLigas GG e GGGformadorAinda não há avaliações
- Ferro FundidoDocumento64 páginasFerro FundidoDemóstenes Vaz de OliveiraAinda não há avaliações
- Ferros Fundidos Cinzentos: Grafita LamelarDocumento65 páginasFerros Fundidos Cinzentos: Grafita LamelarIsaque CarvalhoAinda não há avaliações
- Propriedades e classificação dos ferros fundidos brancos e ligadosDocumento49 páginasPropriedades e classificação dos ferros fundidos brancos e ligadosDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- LISTA 6 - Metalurgia Das Ligas FerrosasDocumento10 páginasLISTA 6 - Metalurgia Das Ligas FerrosasJoão PauloAinda não há avaliações
- Efeito de Algumas Variáveis de Processo Na Fabricação de Ferros Fundidos Vermiculares Obtidos A Partir de Tratamentos Com Terras RarasDocumento16 páginasEfeito de Algumas Variáveis de Processo Na Fabricação de Ferros Fundidos Vermiculares Obtidos A Partir de Tratamentos Com Terras RarasLeandro Dilkin ConsulAinda não há avaliações
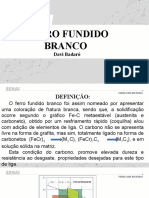
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Propriedades e aplicações do ferro fundido brancoDocumento46 páginasPropriedades e aplicações do ferro fundido brancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Metalurgia I - Cementita e CarbonetosDocumento7 páginasMetalurgia I - Cementita e CarbonetosFABRICIO BAUER PERESAinda não há avaliações
- Ferro Fundido BrancoDocumento10 páginasFerro Fundido BrancoJuliana NovaesAinda não há avaliações
- Ferros FundidosDocumento12 páginasFerros FundidosJean Paulo SalvatiAinda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Trabalho Ferros FundidosDocumento9 páginasTrabalho Ferros FundidosVictor Sampaio UFPIAinda não há avaliações
- Ensaio Pela Analise de CentelhasDocumento15 páginasEnsaio Pela Analise de CentelhasAtanaildo CamposAinda não há avaliações
- Ferro Fundido IIDocumento15 páginasFerro Fundido IIwagnercpcAinda não há avaliações
- Fundido ou forjado? Uma avaliação realística dos processosDocumento6 páginasFundido ou forjado? Uma avaliação realística dos processosfabiopalvesAinda não há avaliações
- Cast Metals Handbook TraduçãoDocumento18 páginasCast Metals Handbook TraduçãoRafael de PaulaAinda não há avaliações
- Tipos de Ferro FundidoDocumento22 páginasTipos de Ferro FundidoPatricia BrandAinda não há avaliações
- Aula 8 - Ferros FundidosDocumento37 páginasAula 8 - Ferros FundidosBreno DellaAinda não há avaliações
- Soldabilidade Dos AI Martensiticos PDFDocumento33 páginasSoldabilidade Dos AI Martensiticos PDFedpsousaAinda não há avaliações
- 5 Soldabilidade Dos Aços Inoxidáveis (5) OkDocumento47 páginas5 Soldabilidade Dos Aços Inoxidáveis (5) OkEdenilson BotelhoAinda não há avaliações
- Classificação e propriedades dos ferros fundidosDocumento4 páginasClassificação e propriedades dos ferros fundidosKauã Henrique Nunes NascimentoAinda não há avaliações
- Aula 4Documento22 páginasAula 4Demóstenes Vaz de OliveiraAinda não há avaliações
- Ferros Fundidos: Propriedades e AplicaçõesDocumento22 páginasFerros Fundidos: Propriedades e AplicaçõesGirlene CristinaAinda não há avaliações
- Ferro Fundido 3Documento22 páginasFerro Fundido 3Maria Eduarda dos Santos TorresAinda não há avaliações
- FerrofundidoDocumento10 páginasFerrofundidoAlan MárciaAinda não há avaliações
- Escoamento e Patamar de EscoamentoDocumento5 páginasEscoamento e Patamar de EscoamentoClaudio Alves SouzaAinda não há avaliações
- Caracterização Mecânica e Microestrutural de Compósitos de Al2o3Documento12 páginasCaracterização Mecânica e Microestrutural de Compósitos de Al2o3Thiago Do Santos FerreiraAinda não há avaliações
- Introdução A Elementos Metálicos - ResumoDocumento10 páginasIntrodução A Elementos Metálicos - ResumoCaio KuribayashiAinda não há avaliações
- Ferros Fundidos: Tipos e AplicaçõesDocumento17 páginasFerros Fundidos: Tipos e AplicaçõesJuliano Mateus Dos SantosAinda não há avaliações
- Metalurgia da soldagem: introduçãoDocumento19 páginasMetalurgia da soldagem: introduçãomaiconAinda não há avaliações
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- Ferros fundidos: propriedades e aplicaçõesDocumento19 páginasFerros fundidos: propriedades e aplicaçõesmarcelodifAinda não há avaliações
- Microsoft Word - Smith Cap8 Ferros FundidosDocumento45 páginasMicrosoft Word - Smith Cap8 Ferros Fundidosberingela100% (6)
- Defeitos e características da soldagemDocumento38 páginasDefeitos e características da soldagemADRIANOAinda não há avaliações
- Ferros Fundidos e Tratamentos TérmicosDocumento35 páginasFerros Fundidos e Tratamentos TérmicosBruno GuedesAinda não há avaliações
- A temperabilidade dos aços e o ensaio JominyDocumento29 páginasA temperabilidade dos aços e o ensaio Jominyfarmacia hiperfarmaAinda não há avaliações
- Aço RápidoDocumento25 páginasAço Rápidowell1990Ainda não há avaliações
- Aeronautical metal materials propertiesDocumento19 páginasAeronautical metal materials propertiesGilson LopesAinda não há avaliações
- NBR 7480 Aços para Construção CivilDocumento14 páginasNBR 7480 Aços para Construção CivilengnickelAinda não há avaliações
- usinabilidade aço inox AISI 304Documento17 páginasusinabilidade aço inox AISI 304giokniessAinda não há avaliações
- O constituinte austenita-martensita (AM) e sua influência na tenacidade de aços C-Mn e cordões de soldaDocumento9 páginasO constituinte austenita-martensita (AM) e sua influência na tenacidade de aços C-Mn e cordões de soldaPedroSoucasauxAinda não há avaliações
- Efeito da composição da carga na obtenção de ferros fundidos nodulares ferríticosDocumento10 páginasEfeito da composição da carga na obtenção de ferros fundidos nodulares ferríticosLeandro Dilkin ConsulAinda não há avaliações
- Resumo Sobre Os AçoDocumento7 páginasResumo Sobre Os AçoGabriel ZancanellaAinda não há avaliações
- Microestruturas e Suas Propriedades - Guilherme RoemersDocumento3 páginasMicroestruturas e Suas Propriedades - Guilherme RoemersGuilherme RoemersAinda não há avaliações
- Metalurgia Básica Dos Metais Preciosos (Parte 2)Documento22 páginasMetalurgia Básica Dos Metais Preciosos (Parte 2)Eduardo RAinda não há avaliações
- Materiais de Construção Na Indústria QuímicaDocumento25 páginasMateriais de Construção Na Indústria QuímicaRafael SantosAinda não há avaliações
- Ferro Fundido ApresentaçãoDocumento15 páginasFerro Fundido ApresentaçãoJairo PiranAinda não há avaliações
- Aços e Ferros FundidosDocumento26 páginasAços e Ferros FundidosSamuel SilveiraAinda não há avaliações
- Exercícios NíquelDocumento6 páginasExercícios NíquelVictor LimaAinda não há avaliações
- Mecanismos de Deterioração-1Documento37 páginasMecanismos de Deterioração-1Raphael ConsAinda não há avaliações
- Fundicao Altivo Fundido Ou ForjadoDocumento11 páginasFundicao Altivo Fundido Ou ForjadoWelder AltieriAinda não há avaliações
- Ferro Fundido CinzentoDocumento37 páginasFerro Fundido CinzentoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- racor parkerDocumento2 páginasracor parkerCleveston MoraisAinda não há avaliações
- Diário de Bordo de Entrega Técnica - DBET (1)Documento2 páginasDiário de Bordo de Entrega Técnica - DBET (1)Cleveston MoraisAinda não há avaliações
- Slide 07Documento22 páginasSlide 07Cleveston MoraisAinda não há avaliações
- racor parkerDocumento2 páginasracor parkerCleveston MoraisAinda não há avaliações
- Catalogo baterias m brasilDocumento7 páginasCatalogo baterias m brasilCleveston MoraisAinda não há avaliações
- DESFAIO PROFISSIONALDocumento5 páginasDESFAIO PROFISSIONALCleveston MoraisAinda não há avaliações
- PODCAST TEMA 04Documento2 páginasPODCAST TEMA 04Cleveston MoraisAinda não há avaliações
- PODCAST TEMA 02Documento2 páginasPODCAST TEMA 02Cleveston MoraisAinda não há avaliações
- LEITURA FUNDAMENTALDocumento122 páginasLEITURA FUNDAMENTALCleveston MoraisAinda não há avaliações
- Equipamentos ManuaisDocumento2 páginasEquipamentos ManuaisCleveston MoraisAinda não há avaliações
- Slide 07Documento22 páginasSlide 07Cleveston MoraisAinda não há avaliações
- PODCAST TEMA 03Documento1 páginaPODCAST TEMA 03Cleveston MoraisAinda não há avaliações
- Proposta de Resolução Do PDFDocumento5 páginasProposta de Resolução Do PDFCleveston MoraisAinda não há avaliações
- Detalhes ProdutosDocumento3 páginasDetalhes ProdutosCleveston MoraisAinda não há avaliações
- Ulbrich Cristianebrasillima MDocumento108 páginasUlbrich Cristianebrasillima MCleveston MoraisAinda não há avaliações
- Catalogo Geral Portugues 2022Documento4 páginasCatalogo Geral Portugues 2022Cleveston MoraisAinda não há avaliações
- Slide ViiDocumento22 páginasSlide ViiCleveston MoraisAinda não há avaliações
- 1.1 - Manual de Manutenção (Parte 2) - A4 COLORIDODocumento19 páginas1.1 - Manual de Manutenção (Parte 2) - A4 COLORIDOCleveston MoraisAinda não há avaliações
- 10 - Gui - A4 ColoridoDocumento7 páginas10 - Gui - A4 ColoridoCleveston MoraisAinda não há avaliações
- Slide IvDocumento29 páginasSlide IvCleveston MoraisAinda não há avaliações
- 18284804Documento5 páginas18284804marcoAinda não há avaliações
- Monografia Tiririca Terceira VersãoDocumento29 páginasMonografia Tiririca Terceira VersãoMaria EduardaAinda não há avaliações
- Fundamentos 2022Documento159 páginasFundamentos 2022FlaviaAinda não há avaliações
- Aziz Ab'Saber - Bases para o Estudo Dos Ecossistemas Da Amazônia BrasileiraDocumento13 páginasAziz Ab'Saber - Bases para o Estudo Dos Ecossistemas Da Amazônia BrasileiraRodrigo MarquesAinda não há avaliações
- Amor, Sexo, DinheiroDocumento583 páginasAmor, Sexo, DinheiroEduardo GarciaAinda não há avaliações
- EntrevistaDocumento6 páginasEntrevistaMaiane TigreAinda não há avaliações
- Gabarito Vestibular 2o Dia Tarde Grupo 1Documento17 páginasGabarito Vestibular 2o Dia Tarde Grupo 1flcbAinda não há avaliações
- Pa QUIMICA 11a Classe - 1o TR 2023Documento3 páginasPa QUIMICA 11a Classe - 1o TR 2023Dinis Justino100% (1)
- 2022 - Aet - AssinadaDocumento89 páginas2022 - Aet - AssinadaAndrêssaAinda não há avaliações
- Guia de Intervencao Pedagogica 3Documento17 páginasGuia de Intervencao Pedagogica 3SANDRAAinda não há avaliações
- Projecto de Saneamento Urbano e Drenagem em MoçambiqueDocumento238 páginasProjecto de Saneamento Urbano e Drenagem em MoçambiqueBeto Faustino PereiraAinda não há avaliações
- Corrente de ProjetoDocumento14 páginasCorrente de ProjetoSérgio R SilvaAinda não há avaliações
- Kaminski. Leon - DissertaçãoDocumento258 páginasKaminski. Leon - DissertaçãoIgorFernandesPinheiroAinda não há avaliações
- Psicanálise, Karma e Reencarnação - Uma Abordagem FreudianaDocumento15 páginasPsicanálise, Karma e Reencarnação - Uma Abordagem FreudianaLuís Afonso Simões PiresAinda não há avaliações
- Artigo Recrutamento e Seleção Pós-PandemiaDocumento9 páginasArtigo Recrutamento e Seleção Pós-PandemiaRenan Rodrigues VasconcelosAinda não há avaliações
- Graxa Li EP 2Documento3 páginasGraxa Li EP 2Luiz Felipe Guimarães100% (1)
- Aula 08Documento93 páginasAula 08Josielson LopesAinda não há avaliações
- Manual Sultan Nível, Vazão, Posicionamento e Prevenção de ColisãoDocumento80 páginasManual Sultan Nível, Vazão, Posicionamento e Prevenção de ColisãoCLELIO GOMES DE SOUZAAinda não há avaliações
- Jornal O Município, Caratinga 1927Documento4 páginasJornal O Município, Caratinga 1927HjszBRAinda não há avaliações
- PB 6° Geo 2°B Sucesso 22Documento3 páginasPB 6° Geo 2°B Sucesso 22Thiago BenitesAinda não há avaliações
- Problemas de Ricardo Reis ao acordar sem fósforosDocumento15 páginasProblemas de Ricardo Reis ao acordar sem fósforosLuísa GonçalvesAinda não há avaliações
- Teste 2 PDFDocumento5 páginasTeste 2 PDFlucia100% (1)
- O Patriotismo em Questão No BrasilDocumento2 páginasO Patriotismo em Questão No BrasilLeoVieiraAinda não há avaliações
- Pomerano - Uma Língua B.-Saxônica (Revista Da Farese)Documento16 páginasPomerano - Uma Língua B.-Saxônica (Revista Da Farese)Daniel Sias100% (1)
- Programa Educativo IndividualDocumento18 páginasPrograma Educativo IndividualIsabel MarquesAinda não há avaliações
- Curriculo SEMEC Teresina 2018Documento76 páginasCurriculo SEMEC Teresina 2018Chama De Volta 4Ainda não há avaliações
- 701 Atividade 3Documento3 páginas701 Atividade 3Daniel BarrosAinda não há avaliações
- 2519 2013 Dispõe sobre poluição sonoraDocumento11 páginas2519 2013 Dispõe sobre poluição sonoraEng. Carlos BruxelAinda não há avaliações
- Tese Éllida Neiva GUedesDocumento266 páginasTese Éllida Neiva GUedesÉllida Neiva GuedesAinda não há avaliações
- Cotação laser 150x150mmDocumento2 páginasCotação laser 150x150mmLeandro Mainumby Arapoty BorgesAinda não há avaliações