Você também pode gostar
- Ferramentas Da Qualidade Ação Corretiva e PreventivaDocumento138 páginasFerramentas Da Qualidade Ação Corretiva e PreventivaFBASTOSEQAinda não há avaliações
- Avaliação Bimestral - 1° Bimestre - 6° Ano - Adição e Subtração de Números NaturaisDocumento4 páginasAvaliação Bimestral - 1° Bimestre - 6° Ano - Adição e Subtração de Números NaturaisAnaPaulaPimentaAinda não há avaliações
- Guiao Utilizacao Passaporte Qualifica PDFDocumento25 páginasGuiao Utilizacao Passaporte Qualifica PDFRenata GontijoAinda não há avaliações
- Cópia de Curva - Consumo - Bloco - PaversDocumento4 páginasCópia de Curva - Consumo - Bloco - Paversprimo66Ainda não há avaliações
- Apostila CronoanaliseDocumento41 páginasApostila CronoanaliseMadknight GameplayAinda não há avaliações
- Apostila Tempos e Metodos-RevisarDocumento17 páginasApostila Tempos e Metodos-RevisarAndre SeijiAinda não há avaliações
- Ferramentas STPDocumento48 páginasFerramentas STPAnonymous gy237mAinda não há avaliações
- CronomtragemDocumento47 páginasCronomtragemLuciana FoscariniAinda não há avaliações
- B - Curso PDCA, FCQ, FPQ, AMP, MASP PDFDocumento389 páginasB - Curso PDCA, FCQ, FPQ, AMP, MASP PDFAnderson SousaAinda não há avaliações
- Apresentação Aula 6 - Layout Exercicio Resolvido - 30Documento22 páginasApresentação Aula 6 - Layout Exercicio Resolvido - 30Gabriel Rocha MelloAinda não há avaliações
- Ferramentas Da Qualidade CompletoDocumento135 páginasFerramentas Da Qualidade CompletoFranciscoRicardoAinda não há avaliações
- 5SDocumento72 páginas5SLuis Gomes100% (1)
- SQA iGR IATF 16949 Timeline A4 1pg FIN1Documento1 páginaSQA iGR IATF 16949 Timeline A4 1pg FIN1Mario Luis AquatiAinda não há avaliações
- IATFDocumento25 páginasIATFclaucoroqueAinda não há avaliações
- Treinamento MASP 8D PDFDocumento106 páginasTreinamento MASP 8D PDFcarlos meloAinda não há avaliações
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingDocumento22 páginasAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonAinda não há avaliações
- Pronaci Aval Formação EmpresaDocumento28 páginasPronaci Aval Formação EmpresaAnonymous CoGUaJAinda não há avaliações
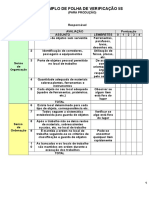
- Exemplo de Folha de Verificação para A ProduçãoDocumento3 páginasExemplo de Folha de Verificação para A ProduçãoMarcos100% (2)
- (FM2S) Apostila - Fundamentos Da Gestão Da Produção IndustrialDocumento58 páginas(FM2S) Apostila - Fundamentos Da Gestão Da Produção IndustrialBruno SilvaAinda não há avaliações
- Apostila de NormalizaçãoDocumento31 páginasApostila de NormalizaçãoluizricbolAinda não há avaliações
- Modelo Plano de AçãoDocumento2 páginasModelo Plano de AçãoHAROLDO LAGE VIEIRAAinda não há avaliações
- Guia de Implementação 5S + Check ListDocumento21 páginasGuia de Implementação 5S + Check ListQualidade Beretta SCAinda não há avaliações
- Apostila APQP MeirellesDocumento21 páginasApostila APQP Meirellesvvvv06Ainda não há avaliações
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 páginasAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáAinda não há avaliações
- Exercicios de MTMDocumento3 páginasExercicios de MTMk4r0_oliveiraAinda não há avaliações
- Silo - Tips Estruturando o Fluxo PuxadoDocumento10 páginasSilo - Tips Estruturando o Fluxo Puxadopaula71Ainda não há avaliações
- Capitulo 4 Aluno - Arranjo FisicoDocumento34 páginasCapitulo 4 Aluno - Arranjo Fisicomiria oliveira100% (1)
- Tempos e MetodosDocumento42 páginasTempos e Metodosgislayne1484Ainda não há avaliações
- ISO 10015 - O Que Todo Gestor Tem Que SaberDocumento4 páginasISO 10015 - O Que Todo Gestor Tem Que SaberfadacelesteproducoesAinda não há avaliações
- ISO 10015 - Recurso para Implantar o RH EstratégicoDocumento6 páginasISO 10015 - Recurso para Implantar o RH Estratégicofadacelesteproducoes100% (1)
- Silo - Tips - Technical Review Documentaao NecessariaDocumento19 páginasSilo - Tips - Technical Review Documentaao NecessariapierocarnelociAinda não há avaliações
- PCP - Módulo 6 - Sequenciamento e Emissão de OrdensDocumento37 páginasPCP - Módulo 6 - Sequenciamento e Emissão de OrdensTamirisMoraisAinda não há avaliações
- Fmea 2.0Documento39 páginasFmea 2.0Vitor BonessoAinda não há avaliações
- Gestão Da Qualidade Técnico em QualidadeDocumento54 páginasGestão Da Qualidade Técnico em QualidadejcjmirandAinda não há avaliações
- Abordagem Da Tartaruga - Gestao de Risco - Matriz GUT - ForMDocumento4 páginasAbordagem Da Tartaruga - Gestao de Risco - Matriz GUT - ForMGracihelem Azevedo RochaAinda não há avaliações
- PDCADocumento29 páginasPDCArlnf21Ainda não há avaliações
- Apostila Cultura 5sDocumento25 páginasApostila Cultura 5sWilliam GiacomettiAinda não há avaliações
- 5'S - Vilson RauchDocumento100 páginas5'S - Vilson Rauchvilson rauch100% (1)
- QualidadeDocumento74 páginasQualidadeAdm Cleveonei da Silva Fiepecav100% (1)
- Apostila Introdução Ao LeanDocumento27 páginasApostila Introdução Ao LeanrutifelicianoAinda não há avaliações
- Fmea ApostilaDocumento12 páginasFmea Apostilamarcelocaiooliveira100% (1)
- Apostila - Abnt NBR Iso 9001Documento173 páginasApostila - Abnt NBR Iso 9001AlineMeireles100% (1)
- Site MTM 1Documento20 páginasSite MTM 1Rogério NisticoAinda não há avaliações
- Gestão de Produção - CronoanáliseDocumento13 páginasGestão de Produção - CronoanálisegeovanisilvaAinda não há avaliações
- Arranjos Físicos - Engenharia de ProduçãoDocumento58 páginasArranjos Físicos - Engenharia de ProduçãoGuilherme MenenguciAinda não há avaliações
- CronoanaliseDocumento49 páginasCronoanaliseRafael Goulart100% (2)
- Cap 4 - Estudo de Tempos e Métodos PDFDocumento59 páginasCap 4 - Estudo de Tempos e Métodos PDFEduardo Yam100% (1)
- APQP ImplantaçãoDocumento88 páginasAPQP ImplantaçãosandroaptAinda não há avaliações
- Implantação Da ISO 9001 Um Estudo de Caso Na Empresa de Tratamento de Água e Esgoto Do Município de São Gabriel-RSDocumento56 páginasImplantação Da ISO 9001 Um Estudo de Caso Na Empresa de Tratamento de Água e Esgoto Do Município de São Gabriel-RSMunique Holanda AlvesAinda não há avaliações
- Gestão Da Produção e Operações PDFDocumento39 páginasGestão Da Produção e Operações PDFFlávio MendesAinda não há avaliações
- Apostila - Tratamento de Não ConformidadesDocumento25 páginasApostila - Tratamento de Não ConformidadesanderdrumerAinda não há avaliações
- Check-List Avaliação TécnicaDocumento8 páginasCheck-List Avaliação TécnicaJair CôrtesAinda não há avaliações
- Mapeamento Do Fluxo de Valor - 2018 - 2°SDocumento75 páginasMapeamento Do Fluxo de Valor - 2018 - 2°SFelipe PedrosoAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- R$C: Responsabilidade $ocioambiental Compartilhada no BrasilNo EverandR$C: Responsabilidade $ocioambiental Compartilhada no BrasilAinda não há avaliações
- Barreiras para a implantação de lean manufacturing: o caso da indústria brasileira de papelão onduladoNo EverandBarreiras para a implantação de lean manufacturing: o caso da indústria brasileira de papelão onduladoAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- Exercicio Semiologia e Semiotecnica 09-02-2021Documento3 páginasExercicio Semiologia e Semiotecnica 09-02-2021Adelia Maria Santos SantosAinda não há avaliações
- Prescrição Médica Genérica para AdmissãoDocumento23 páginasPrescrição Médica Genérica para AdmissãoArthur GomesAinda não há avaliações
- Pequeno Estudo Sobre A Terceira Epistula de JoãoDocumento6 páginasPequeno Estudo Sobre A Terceira Epistula de JoãoPastor Cidinei da RosaAinda não há avaliações
- Historia Das Divindades PDFDocumento13 páginasHistoria Das Divindades PDFZeusPX100% (1)
- Apostila de Linguagem de Programação PHPDocumento134 páginasApostila de Linguagem de Programação PHPMaicon Loureiro100% (1)
- Folhinhas Adição Subtração para ImprimirDocumento8 páginasFolhinhas Adição Subtração para ImprimirCintia SoaresAinda não há avaliações
- A Esquerda, o Sionismo e A Tragédia Do Povo Palestino - Blog Da BoitempoDocumento10 páginasA Esquerda, o Sionismo e A Tragédia Do Povo Palestino - Blog Da BoitempoLuan CostaAinda não há avaliações
- Arquitetura Da Alta Idade MédiaDocumento14 páginasArquitetura Da Alta Idade MédiaLore141Ainda não há avaliações
- Dra. Rosângela Arnt - O Poder Da Energia Na Nutrição Celular - Nutrição Multifuncional CelularDocumento7 páginasDra. Rosângela Arnt - O Poder Da Energia Na Nutrição Celular - Nutrição Multifuncional CelularSol Saúde100% (6)
- Prova Auditor TCE Espirito SantoDocumento12 páginasProva Auditor TCE Espirito SantoDaniel SilvaAinda não há avaliações
- Apostila Viviane Narducci - Liderança e EquipesDocumento37 páginasApostila Viviane Narducci - Liderança e EquipesMartaInacioAinda não há avaliações
- Grécia AntigaDocumento18 páginasGrécia AntigaJohnlawson1Ainda não há avaliações
- Metrologia e Teoria Dos ErrosDocumento7 páginasMetrologia e Teoria Dos ErrosRenan MenezesAinda não há avaliações
- Orientações para o Trabalho PnaicDocumento18 páginasOrientações para o Trabalho PnaicHeandra OliveiraAinda não há avaliações
- Instalacoes Eletricas - Aula 03 e 04Documento32 páginasInstalacoes Eletricas - Aula 03 e 04Silvio Martins de SouzaAinda não há avaliações
- Aula 3 8ano HistoriaDocumento19 páginasAula 3 8ano HistoriahenriquedosanjosbarbosaAinda não há avaliações
- Ativo Imobilizado e AmortizaçãoDocumento14 páginasAtivo Imobilizado e AmortizaçãoSergio Alfredo MacoreAinda não há avaliações
- Dimmer BrightluxDocumento1 páginaDimmer BrightluxComercial AssisteAinda não há avaliações
- Cronograma MatemáticaDocumento5 páginasCronograma MatemáticaGrazyele SilvaAinda não há avaliações
- Relatorio PTAM UrbanoDocumento6 páginasRelatorio PTAM UrbanoGustavo Henrique Silva CarvalhoAinda não há avaliações
- Caso Clínico - Areolino de AbreuDocumento10 páginasCaso Clínico - Areolino de AbreuArielly SilvaAinda não há avaliações
- Abramo, Pedro. Faria, Teresa Cristina. Mobilidade Residencial Na Cidade Do Rio de Janeiro. Considerecoes Sobre Os Setores Formal e Informal Do Mercado ImobiliarioDocumento36 páginasAbramo, Pedro. Faria, Teresa Cristina. Mobilidade Residencial Na Cidade Do Rio de Janeiro. Considerecoes Sobre Os Setores Formal e Informal Do Mercado ImobiliarioDaniella BurleAinda não há avaliações
- Análise Temática Comte - Positivismo 1Documento6 páginasAnálise Temática Comte - Positivismo 1Hadryenne RochaAinda não há avaliações
- Loureiro Lima (2009)Documento11 páginasLoureiro Lima (2009)Ana SilvaAinda não há avaliações
- Brand PersonaDocumento57 páginasBrand PersonaTiagoAinda não há avaliações
- Ergonomia, Saúde e Segurança Do Trabalho PDFDocumento67 páginasErgonomia, Saúde e Segurança Do Trabalho PDFSânzzia FigueiraAinda não há avaliações
- Rufino - A Física No Vestibular Do IME 1980-2015Documento194 páginasRufino - A Física No Vestibular Do IME 1980-2015Apenas o SenaAinda não há avaliações