Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Procedimento Teste HidrostáticoDocumento8 páginasProcedimento Teste Hidrostáticoorea1Ainda não há avaliações
- Comissionamento de Tubulação de UtilidadesDocumento195 páginasComissionamento de Tubulação de UtilidadesRoberto FonsecaAinda não há avaliações
- Procedimento de Trepanação de DutosDocumento25 páginasProcedimento de Trepanação de DutosJopalion100% (3)
- N 2163Documento40 páginasN 2163Vinicius Coimbra50% (2)
- N-1807 - Medição de RecalqueDocumento13 páginasN-1807 - Medição de RecalqueRodrigo CarneiroAinda não há avaliações
- ABNT NBR 15280-2 2005 Dutos Terrestres C&MDocumento90 páginasABNT NBR 15280-2 2005 Dutos Terrestres C&Mrogersampaiocosta100% (2)
- Procedimento de Montagem de Tanque de ÁlcoolDocumento18 páginasProcedimento de Montagem de Tanque de Álcoolrodrigoq1100% (1)
- Aplicação de TorqueDocumento10 páginasAplicação de TorqueNilton NetoAinda não há avaliações
- N-1738 - Desc SoldaDocumento30 páginasN-1738 - Desc SoldaAnonymous NfBZVB100% (1)
- DT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Documento17 páginasDT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Anonymous tmZuz9PAinda não há avaliações
- Código Asme para Tubulação Sob Pressão. B31Documento272 páginasCódigo Asme para Tubulação Sob Pressão. B31Paulo FreireAinda não há avaliações
- Procedimentos de Soldagem Tubulações de Vapor e AmôniaDocumento25 páginasProcedimentos de Soldagem Tubulações de Vapor e AmôniaMaicon Rodrigo Scheid100% (1)
- N-2163 Contec Soldagem e Trepanação em Equipamentos, Tubulações Industriais e Dutos em OperaçãoDocumento50 páginasN-2163 Contec Soldagem e Trepanação em Equipamentos, Tubulações Industriais e Dutos em OperaçãoPaulo Sérgio SantanaAinda não há avaliações
- EG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12Documento76 páginasEG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12MauroDosSantosCosta0% (1)
- Wmpr395 - Teste HidrostáticoDocumento10 páginasWmpr395 - Teste HidrostáticoBruno Fernandes Matos Santos SantosAinda não há avaliações
- Montagem de TanquesDocumento6 páginasMontagem de TanquesmaurinhofelizAinda não há avaliações
- Relatório de Torque HydratightDocumento1 páginaRelatório de Torque HydratightNeilton Batista Gomes100% (1)
- Grampo UDocumento1 páginaGrampo Usilvio luizAinda não há avaliações
- EG-L-401 Caldeiraria Rev 5Documento23 páginasEG-L-401 Caldeiraria Rev 5erinetoAinda não há avaliações
- 001 PROCEDIMENTO DE SOLDAGEM EM PEAD Rev ADocumento19 páginas001 PROCEDIMENTO DE SOLDAGEM EM PEAD Rev AFernando Augusto100% (2)
- END Ensaio L.Penetrantes-2Documento10 páginasEND Ensaio L.Penetrantes-2Diego BorgesAinda não há avaliações
- Pi-Mv-011-Teste Hidrostático de Tubulações MetálicasDocumento8 páginasPi-Mv-011-Teste Hidrostático de Tubulações MetálicasSidnei Rodrigues100% (1)
- Modelo de Consulta TécnicaDocumento1 páginaModelo de Consulta TécnicaErnilson NegraoAinda não há avaliações
- Figura 8 - Norma PetrobrasDocumento26 páginasFigura 8 - Norma PetrobrasLuRobertAinda não há avaliações
- Mod. Relatório DimensionalDocumento1 páginaMod. Relatório DimensionalWanderson DomingosAinda não há avaliações
- API 570 New Revised DocumentDocumento175 páginasAPI 570 New Revised DocumentSathish KumarAinda não há avaliações
- N-293 Contec: Rev. G 01 / 2011Documento34 páginasN-293 Contec: Rev. G 01 / 2011Fernando GavaAinda não há avaliações
- Padrão para Gerenciamento Da Integridade Estrutural Dos Dutos Da PetrobrasDocumento335 páginasPadrão para Gerenciamento Da Integridade Estrutural Dos Dutos Da Petrobraslucas171adrianoAinda não há avaliações
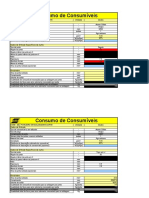
- Planilha Consumo ConsumiveisDocumento5 páginasPlanilha Consumo ConsumiveisMauro CostaAinda não há avaliações
- Norma Pintura de TubulaçãoDocumento10 páginasNorma Pintura de TubulaçãoDanillo_RodrigoAinda não há avaliações
- IT Q 09 02 - Anexo 1 - TorqueamentoDocumento2 páginasIT Q 09 02 - Anexo 1 - Torqueamentokleisson100% (1)
- Procedimento Teste Hidrostático e Pneumático de Tubulações 1Documento15 páginasProcedimento Teste Hidrostático e Pneumático de Tubulações 1Mary DuarteAinda não há avaliações
- Soldagem - Normas e Códigos Nacionais e InternacionaisDocumento77 páginasSoldagem - Normas e Códigos Nacionais e InternacionaisAllan Maia100% (1)
- Planilha de Consumiveis de SoldaDocumento6 páginasPlanilha de Consumiveis de SoldaAiltaoSoares100% (1)
- Memorial Descritivo Tanque Jaquetado NBR 16161pdfDocumento3 páginasMemorial Descritivo Tanque Jaquetado NBR 16161pdfosvaldo lopezAinda não há avaliações
- Petrobras N-115 PDFDocumento94 páginasPetrobras N-115 PDFRafael Rosa100% (2)
- N 2555 PDFDocumento12 páginasN 2555 PDFCarlos NunesAinda não há avaliações
- Aumento Produtividade Pipe-ShopDocumento131 páginasAumento Produtividade Pipe-ShopWellington De Oliveira DuarteAinda não há avaliações
- Procedimento para Teste de EstanqueidadeDocumento4 páginasProcedimento para Teste de EstanqueidadeFilipe DondoniAinda não há avaliações
- Montagem de Tanque e Teto FlutuanteDocumento30 páginasMontagem de Tanque e Teto FlutuanteHugo Ranquini100% (3)
- 01-MAGES Capítulo15-Comissionamento HDocumento20 páginas01-MAGES Capítulo15-Comissionamento Halxcesar1100% (1)
- N-0076 - G - Materiais TubulaçãoDocumento152 páginasN-0076 - G - Materiais Tubulaçãofagner dutra100% (1)
- Abnt NBR 7821 - Tanques PDFDocumento118 páginasAbnt NBR 7821 - Tanques PDFEstevãoAinda não há avaliações
- Modelos de Registro de Inspeção Vasos e CaldeirasDocumento6 páginasModelos de Registro de Inspeção Vasos e CaldeirasThales KesslerAinda não há avaliações
- A2-Documentos Técnicos PDFDocumento8 páginasA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaAinda não há avaliações
- Schedule de TubosDocumento3 páginasSchedule de TubosbymcAinda não há avaliações
- N-271 Contec Montagem de Tanque de Armazenamento: - PúblicoDocumento21 páginasN-271 Contec Montagem de Tanque de Armazenamento: - PúblicoRaphael Gomes GarciaAinda não há avaliações
- Astm A106 TuboDocumento96 páginasAstm A106 TuboJoelAinda não há avaliações
- Petrobras N23Documento23 páginasPetrobras N23wendeltrentoAinda não há avaliações
- Certificado Teste HidrostaticoDocumento4 páginasCertificado Teste HidrostaticoAlcir GrohmannAinda não há avaliações
- N-0108 - Suspiro e Drenos para Tubulacoes e EquipamentosDocumento18 páginasN-0108 - Suspiro e Drenos para Tubulacoes e EquipamentosLuis Claudio Xavier100% (1)
- Preguntas FacilidadesDocumento37 páginasPreguntas FacilidadesWendy Torres DíazAinda não há avaliações
- Trabalho de Instalação HidráulicaDocumento35 páginasTrabalho de Instalação HidráulicaHenrique MurakamiAinda não há avaliações
- TT129 - TelasDocumento10 páginasTT129 - TelasDaniel BouabsiAinda não há avaliações
- Manual Técnico Lavador de GasesDocumento9 páginasManual Técnico Lavador de GasesWillian Brunoro FimAinda não há avaliações
- Teste Hidrostático e Pneumático de Tubulações - Rev03 PDFDocumento11 páginasTeste Hidrostático e Pneumático de Tubulações - Rev03 PDFestradeiro100% (1)
- Sistema de Lubrificação em Motores A Gasolina A 4 TemposDocumento14 páginasSistema de Lubrificação em Motores A Gasolina A 4 TemposMateus Queiroz100% (1)
- Castelo Forte - CIFRADocumento2 páginasCastelo Forte - CIFRAMateus QueirozAinda não há avaliações
- Slides CompósitosDocumento37 páginasSlides CompósitosMateus QueirozAinda não há avaliações
- Redenção - LetraDocumento1 páginaRedenção - LetraMateus QueirozAinda não há avaliações
- Demonstração Da DerivadaDocumento9 páginasDemonstração Da DerivadaMateus QueirozAinda não há avaliações
- Exercícios - TERMODINAMICA LiciaDocumento12 páginasExercícios - TERMODINAMICA LiciaKamylla AlexandreAinda não há avaliações
- 2-Exercicios Fe-C PDFDocumento5 páginas2-Exercicios Fe-C PDFEduardo MendesAinda não há avaliações
- TranscalDocumento159 páginasTranscalDioneAinda não há avaliações
- Prova Aerodinâmica GabaritoDocumento2 páginasProva Aerodinâmica GabaritoRenan Cleber CorredatoAinda não há avaliações
- Química Geral e Inorgânica 2022Documento37 páginasQuímica Geral e Inorgânica 2022Maycon ContildesAinda não há avaliações
- Quadros Paineis Instalacoes EletricasDocumento57 páginasQuadros Paineis Instalacoes EletricasHamilton SoaresAinda não há avaliações
- FlotaçãoDocumento13 páginasFlotaçãoTalles BarcelosAinda não há avaliações
- Esocial QuimicosDocumento3 páginasEsocial QuimicosRodrigo PicoliAinda não há avaliações
- Aula 1 - BioenergéticaDocumento30 páginasAula 1 - BioenergéticaJosé Augusto CeronAinda não há avaliações
- Técnicas Básicas de MicrobiologiaDocumento16 páginasTécnicas Básicas de MicrobiologiaMariAinda não há avaliações
- Pop HematologiaDocumento15 páginasPop Hematologiabioenio100% (3)
- 2 - Secreção GástricaDocumento4 páginas2 - Secreção GástricaJoana FelipeAinda não há avaliações
- Lista Exercicios Capitulo 01Documento3 páginasLista Exercicios Capitulo 01rogerioluizmarquesAinda não há avaliações
- FUNÇÕES INORGÂNICAS ExerciciosDocumento20 páginasFUNÇÕES INORGÂNICAS ExerciciosLuan David J. Batista100% (1)
- 2 Lista de Exercícios (Plastico)Documento3 páginas2 Lista de Exercícios (Plastico)Daniel A. FlorêncioAinda não há avaliações
- Aula Ecossistemas AquáticosDocumento60 páginasAula Ecossistemas AquáticosCaroline BezerraAinda não há avaliações
- Caldeira ElétricaDocumento2 páginasCaldeira ElétricaEdson SantosAinda não há avaliações
- Pmsp-Manual de Prevenção de Combate À IncêndioDocumento15 páginasPmsp-Manual de Prevenção de Combate À IncêndioLuciano De Lima RodriguesAinda não há avaliações
- HCRZ Cli MD 2021Documento39 páginasHCRZ Cli MD 2021pkorikassaAinda não há avaliações
- La de VidroDocumento2 páginasLa de Vidrophcademartori6059100% (1)
- Cat Ebara DL BrasilDocumento70 páginasCat Ebara DL BrasilSotomayor Reinaldo0% (1)
- Apicultura CeraDocumento15 páginasApicultura CeraNádia Melo Braz AyresAinda não há avaliações
- CONJUNTOVDocumento30 páginasCONJUNTOVCaroline Alves DiasAinda não há avaliações
- 118 Caderno 3 Série 2022 2 QuíDocumento7 páginas118 Caderno 3 Série 2022 2 QuíWilliam AlvesAinda não há avaliações
- Abnt - NBR 12232 - Proteção Contra Incêndio Com Gás Carbônico (Co2) em Transformadores E Reatores de PotênciaDocumento12 páginasAbnt - NBR 12232 - Proteção Contra Incêndio Com Gás Carbônico (Co2) em Transformadores E Reatores de PotênciaCarlos Demétrius Rolim Figueiredo100% (1)
- RedoxDocumento46 páginasRedoxRita GameiroAinda não há avaliações
- Catalogo Mangueira Tubos-LuciflexDocumento7 páginasCatalogo Mangueira Tubos-LuciflexmarcosFullmetalAinda não há avaliações
- Fispq BlascarDocumento4 páginasFispq BlascarGuilherme Boscolli0% (1)
- RmaDocumento61 páginasRmaDaniel BritoAinda não há avaliações
- Catalogo Climatizacao 2011Documento68 páginasCatalogo Climatizacao 2011puvidasAinda não há avaliações