Você também pode gostar
- Etanol de biomassa de milho: utilização de aprendizagem de máquina no estudo de casos de caldeirasNo EverandEtanol de biomassa de milho: utilização de aprendizagem de máquina no estudo de casos de caldeirasAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Fabricação de AçucarDocumento30 páginasFabricação de Açucarjuliomonise100% (1)
- Aula 07 Tecnologia Fabricação Açúcar Tratamento CaldoDocumento60 páginasAula 07 Tecnologia Fabricação Açúcar Tratamento CaldoHugo Rafael100% (1)
- Seminario Moenda e DifusorDocumento31 páginasSeminario Moenda e DifusorLaira SilvaAinda não há avaliações
- Livro Referencia para Açúcar e ÁlcoolDocumento56 páginasLivro Referencia para Açúcar e ÁlcoolMarcos GrisiAinda não há avaliações
- Controle de Fabrica de Acucar ProcessosDocumento18 páginasControle de Fabrica de Acucar ProcessosPauloBarrosNogueiraAinda não há avaliações
- Terminologia - Áçucar e ÁlcoolDocumento13 páginasTerminologia - Áçucar e Álcoollpcts_378780867Ainda não há avaliações
- Técnicas de Açúcar e Álcool Cap - 8Documento64 páginasTécnicas de Açúcar e Álcool Cap - 8Klauber MacedoAinda não há avaliações
- Recepção Preparo e ExtraçãoDocumento99 páginasRecepção Preparo e Extraçãowl_santos100% (1)
- Produção de CachaçaDocumento12 páginasProdução de Cachaçafalght100% (1)
- SulfitaçãoDocumento1 páginaSulfitaçãoFerhenrri1100% (1)
- Desempenho Da Proteção de Reatores de Linhas de Transmissão Frente A Manobras e Falhas Internas e ExternasDocumento177 páginasDesempenho Da Proteção de Reatores de Linhas de Transmissão Frente A Manobras e Falhas Internas e ExternasMariazinhaJoaquinaAinda não há avaliações
- Processo de Recepção e Moagem de CanaDocumento39 páginasProcesso de Recepção e Moagem de Canaclauber_dalmas100% (6)
- A Usina de Açúcar e Sua AutomaçãoDocumento144 páginasA Usina de Açúcar e Sua AutomaçãoFabíola Souza100% (1)
- SERVOACIONAMENTOS-Com Sensores - MCTR AtualDocumento8 páginasSERVOACIONAMENTOS-Com Sensores - MCTR AtualEsrom VitorianoAinda não há avaliações
- Consecana NormasDocumento39 páginasConsecana Normasgatokerbare27aAinda não há avaliações
- Apostila Açúcar e ÁlcoolDocumento125 páginasApostila Açúcar e Álcoolmarcio_limaAinda não há avaliações
- Produção e Fabricação de Açúcar e ÁlcoolDocumento33 páginasProdução e Fabricação de Açúcar e ÁlcoolAparecido RodriguesAinda não há avaliações
- Automação Na Indústria de Mineração de CalcárioDocumento18 páginasAutomação Na Indústria de Mineração de CalcáriolucasanbAinda não há avaliações
- 09 Cozimento Continuo John Ian Clark Bosh EngenhariaDocumento52 páginas09 Cozimento Continuo John Ian Clark Bosh EngenhariaAnonymous 6f034LpAinda não há avaliações
- Ponte Rolante PolarDocumento7 páginasPonte Rolante PolarCaetano VidalAinda não há avaliações
- Filtro PrensaDocumento17 páginasFiltro PrensarocadinhoAinda não há avaliações
- Consecana-Al e SeDocumento12 páginasConsecana-Al e SeMágda CorreiaAinda não há avaliações
- Sobre Sistemas de VácuoDocumento69 páginasSobre Sistemas de VácuoCarlos AlvesAinda não há avaliações
- Manual Instalacao e Montagem Torres Resfriamento Vinhaca PDFDocumento10 páginasManual Instalacao e Montagem Torres Resfriamento Vinhaca PDFEdney DavidAinda não há avaliações
- Tratamento Do Caldo de Cana para Produção de AçucarDocumento113 páginasTratamento Do Caldo de Cana para Produção de AçucarfvmattosAinda não há avaliações
- Engenharia de Produção - Uma Usina de Açúcar e EtanolDocumento14 páginasEngenharia de Produção - Uma Usina de Açúcar e Etanolheleno100% (1)
- TCC - DifusorxMoenda PDFDocumento67 páginasTCC - DifusorxMoenda PDFRodrigo MachadoAinda não há avaliações
- Procedimento de Operação Da Sulfitação Paulo StefaniDocumento5 páginasProcedimento de Operação Da Sulfitação Paulo StefaniPaulo Ricardo Cunha RoldaoAinda não há avaliações
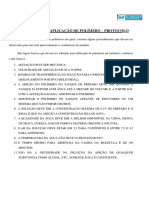
- Skills Quimica - Treinamento Preparo de PolímeroDocumento2 páginasSkills Quimica - Treinamento Preparo de PolímeroJúlio César Merenda CatardoAinda não há avaliações
- Destilação, Retificação e DesidrataçãoDocumento49 páginasDestilação, Retificação e DesidrataçãoAntenor LiottiAinda não há avaliações
- Açúcar e AlcoolDocumento29 páginasAçúcar e AlcoolAnderson SilvaAinda não há avaliações
- Projeto Usina de Álcool 12.000 LitrosDocumento16 páginasProjeto Usina de Álcool 12.000 Litrosantonio araujo100% (1)
- MoendaDocumento80 páginasMoendaRicardo Guilherme Freitas100% (1)
- Manual Consecana 2007 FinalDocumento30 páginasManual Consecana 2007 FinalJoao Carlos PolicanteAinda não há avaliações
- 3 - A Importância Da Quantificação de Perdas de Açúcar em Águas Industrias - Celso CaldasDocumento31 páginas3 - A Importância Da Quantificação de Perdas de Açúcar em Águas Industrias - Celso CaldasFernando Mélo100% (1)
- Cálculos Industriais SucroalcooleirosDocumento7 páginasCálculos Industriais SucroalcooleirosMichelleferreirasantAinda não há avaliações
- Manual Con Sec An ADocumento54 páginasManual Con Sec An AflaviodellatorreAinda não há avaliações
- Treinamento Hidratado e Anidro Especial Fevereiro 2006Documento21 páginasTreinamento Hidratado e Anidro Especial Fevereiro 2006Renato Branco100% (1)
- Moenda X DifusorDocumento59 páginasMoenda X DifusorRicardo Albino50% (2)
- Projecto Destilaçao PDFDocumento195 páginasProjecto Destilaçao PDFSalvadorGrandeAinda não há avaliações
- 232 Balanço Massa ARTDocumento71 páginas232 Balanço Massa ARTagsbuenoAinda não há avaliações
- Eficiência Nas Moendas de Cana PDFDocumento74 páginasEficiência Nas Moendas de Cana PDFGeraldoadriAinda não há avaliações
- Ilide - Info Manual Consecana 6 Ediao PRDocumento81 páginasIlide - Info Manual Consecana 6 Ediao PRTamiris Fernandes mãe de doisAinda não há avaliações
- Aula 14 Centrifugacao MCDocumento19 páginasAula 14 Centrifugacao MCpamelajessica100% (1)
- Tecnologia AçucareiraDocumento249 páginasTecnologia AçucareiraDanilo MiamotoAinda não há avaliações
- IT - IR.5240.01.3 - Centrifugaçao BMADocumento4 páginasIT - IR.5240.01.3 - Centrifugaçao BMAErick Cubas100% (1)
- Preparo e Moagem de CanaDocumento17 páginasPreparo e Moagem de CananrogernAinda não há avaliações
- Aula 5 - Fermentação Alcoolica PDFDocumento48 páginasAula 5 - Fermentação Alcoolica PDFEduardo GomesAinda não há avaliações
- Fernando Medeiros 15 07 10Documento96 páginasFernando Medeiros 15 07 10Javier Manuel IbanezAinda não há avaliações
- Centrífugas Automáticas FIVES LILLEDocumento27 páginasCentrífugas Automáticas FIVES LILLEMarcio SilvaAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Domótica Através Da Internet Com Esp32 Programado Em Arduino, App Inventor E PhpNo EverandDomótica Através Da Internet Com Esp32 Programado Em Arduino, App Inventor E PhpAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Amarelinho da cana-de-açúcar: Uma síndrome e não uma doençaNo EverandAmarelinho da cana-de-açúcar: Uma síndrome e não uma doençaNota: 5 de 5 estrelas5/5 (1)
- Modelo Propostas VereadorDocumento2 páginasModelo Propostas VereadorErivaldo ReisAinda não há avaliações
- Mini Caldeiras 2008Documento0 páginaMini Caldeiras 2008gustavodm8Ainda não há avaliações
- Curso Operacao de MoendasDocumento105 páginasCurso Operacao de MoendasErivaldo Reis100% (2)
- Curso Copersucar de Patio y MolinosDocumento165 páginasCurso Copersucar de Patio y Molinoseddardon2Ainda não há avaliações
- Proposta Governo1634930374473Documento13 páginasProposta Governo1634930374473Marcos Henrique Aristides100% (1)
- O Poder Legislativo Municipal No BrasilDocumento80 páginasO Poder Legislativo Municipal No BrasilErivaldo ReisAinda não há avaliações
- Açúcar - Tecnologia e ProduçãoDocumento70 páginasAçúcar - Tecnologia e ProduçãoMarthovskyAinda não há avaliações
- Microbiologia AplicadaDocumento90 páginasMicrobiologia AplicadaJuliana Nogueira Barbosa100% (1)
- Torre de ResfriamentoDocumento17 páginasTorre de ResfriamentoNicole Zequim BealAinda não há avaliações
- Parte02 Geraodevapor 140921104512 Phpapp01 PDFDocumento67 páginasParte02 Geraodevapor 140921104512 Phpapp01 PDFErivaldo ReisAinda não há avaliações
- Matemática 2º AnoDocumento10 páginasMatemática 2º AnoErivaldo ReisAinda não há avaliações
- 17 Agua PDFDocumento8 páginas17 Agua PDFErivaldo ReisAinda não há avaliações
- Osmose ReversaDocumento25 páginasOsmose ReversaErivaldo ReisAinda não há avaliações
- Ossos Da CabeçaDocumento22 páginasOssos Da CabeçaErivaldo ReisAinda não há avaliações
- Modelo Resenha IbfDocumento1 páginaModelo Resenha IbfErivaldo Reis50% (14)
- Calculo Dosagem Produtos Quimicos v1Documento2 páginasCalculo Dosagem Produtos Quimicos v1José Roberto MarquesAinda não há avaliações
- Conselho Tutelar - Competencias e Atribuicoes - ER CuritibaDocumento60 páginasConselho Tutelar - Competencias e Atribuicoes - ER CuritibaErivaldo ReisAinda não há avaliações
- Simulado Bombeiro MilitarDocumento9 páginasSimulado Bombeiro MilitarErivaldo ReisAinda não há avaliações
- Bacias Hidrográficas No Estado de SergipeDocumento1 páginaBacias Hidrográficas No Estado de SergipeErivaldo ReisAinda não há avaliações
- Manual ABNT 2015 Novo Pro ReitorDocumento101 páginasManual ABNT 2015 Novo Pro ReitorarildocamposAinda não há avaliações
- Física Comentada - SoldadoDocumento2 páginasFísica Comentada - SoldadoErivaldo ReisAinda não há avaliações
- Ponto IndividualDocumento5 páginasPonto IndividuallbonaneAinda não há avaliações
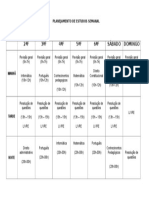
- Planilha de Estudo SemanaDocumento1 páginaPlanilha de Estudo SemanaErivaldo ReisAinda não há avaliações
- Mapas Mentais de Português para Concursos1 PDFDocumento39 páginasMapas Mentais de Português para Concursos1 PDFNakia VasquezAinda não há avaliações
- Balanço de MassaDocumento2 páginasBalanço de MassaErivaldo Reis100% (1)
- Exercício - Geração de VaporDocumento2 páginasExercício - Geração de VaporErivaldo ReisAinda não há avaliações
- Unidade VII - Fermentação Álcoolica - Parte IIDocumento29 páginasUnidade VII - Fermentação Álcoolica - Parte IISuelen Rabello100% (1)
- Aula 5 - Tratamento Do Caldo - ClarificacaoDocumento35 páginasAula 5 - Tratamento Do Caldo - ClarificacaoErivaldo ReisAinda não há avaliações
- Exercício - Tratamento de ÁguaDocumento1 páginaExercício - Tratamento de ÁguaErivaldo ReisAinda não há avaliações
- Questionario Exp 10Documento3 páginasQuestionario Exp 10Diana MarcelaAinda não há avaliações
- Atividade BromatologiaDocumento5 páginasAtividade BromatologiaRafael Henrique Rodrigues AlvesAinda não há avaliações
- Cura Pela Agua Richard Lewis PDF FreeDocumento94 páginasCura Pela Agua Richard Lewis PDF FreedericoAinda não há avaliações
- Novo 11Q NL (Teste2 CC) Abr.2019Documento3 páginasNovo 11Q NL (Teste2 CC) Abr.2019Rui SantosAinda não há avaliações
- Manual Operação ETADocumento46 páginasManual Operação ETAcaiotalianiAinda não há avaliações
- Aula 8 Titulação de ComplexaçãoDocumento55 páginasAula 8 Titulação de ComplexaçãoCacau LokaAinda não há avaliações
- Manual de Metodologia para Nutrientes e Outras Variáveis Físicas, Químicas e Biológicas Da ÁguaDocumento28 páginasManual de Metodologia para Nutrientes e Outras Variáveis Físicas, Químicas e Biológicas Da Águatiago_henrique_3100% (1)
- 5° Lista. Unidades 7 e 8. Eng, 2017. Final PDFDocumento3 páginas5° Lista. Unidades 7 e 8. Eng, 2017. Final PDFkaymenezes0% (1)
- Alcalinidade Na AquiculturaDocumento3 páginasAlcalinidade Na AquiculturaHenrique RebouçasAinda não há avaliações
- Lista 2 de Exercicios Equilibrio Acido BaseDocumento3 páginasLista 2 de Exercicios Equilibrio Acido Baseisma_jr50% (2)
- Roteiro Experimental II 2010-1 Corrigido NovoDocumento24 páginasRoteiro Experimental II 2010-1 Corrigido Novofabom007Ainda não há avaliações
- Questionario Solucao TampaoDocumento20 páginasQuestionario Solucao Tampaoeubacteria0% (1)
- A Radiestesia Como Uma Ciência Aplicada À Geobiologia-1Documento83 páginasA Radiestesia Como Uma Ciência Aplicada À Geobiologia-1belagouveiaAinda não há avaliações
- Aula Nº. 9 e 10 - para 11 Classe - Cópia - Cópia - CópiaDocumento4 páginasAula Nº. 9 e 10 - para 11 Classe - Cópia - Cópia - CópiaAmador Ambriz ZondaAinda não há avaliações
- NBR 10908 - 1990 - Aditivos para Argamassa e Concreto - Ensaios de UniformidadeDocumento7 páginasNBR 10908 - 1990 - Aditivos para Argamassa e Concreto - Ensaios de UniformidadeRonald Rolim de MouraAinda não há avaliações
- MastruzDocumento8 páginasMastruzSilvio MacielAinda não há avaliações
- Relatório Bioquimica DefDocumento6 páginasRelatório Bioquimica DefEva DiasAinda não há avaliações
- Vestibular 2013 02 MedicinaDocumento37 páginasVestibular 2013 02 MedicinaJoão Martin CostaAinda não há avaliações
- Relatório Aula Prática - 2Documento13 páginasRelatório Aula Prática - 2FilemonAinda não há avaliações
- DETERGENTS AND COSMETICS Experimental Script For Manufacturing (In Portuguese) DETERGENTES E COSMÉTICOS Roteiro Experimental para FabricaçãoDocumento14 páginasDETERGENTS AND COSMETICS Experimental Script For Manufacturing (In Portuguese) DETERGENTES E COSMÉTICOS Roteiro Experimental para FabricaçãoNadja LimaAinda não há avaliações
- 5 - Conhecimentos Espec+ - FicosDocumento128 páginas5 - Conhecimentos Espec+ - FicosBruno RibeiroAinda não há avaliações
- Constantes KC e KPDocumento37 páginasConstantes KC e KPabsluxoAinda não há avaliações
- Transporte Alimentos ARESPDocumento47 páginasTransporte Alimentos ARESPlumixserverAinda não há avaliações
- Relatorio de Jar TestDocumento11 páginasRelatorio de Jar TestLucas OliveiraAinda não há avaliações
- 2 Aula Teorica Dinamica de Nutrientes No Sistema Solo-planta-AtmosferaDocumento63 páginas2 Aula Teorica Dinamica de Nutrientes No Sistema Solo-planta-Atmosferaanon_785157887100% (2)
- Unicamp2024 1faseDocumento91 páginasUnicamp2024 1fasemanuhcampanholoAinda não há avaliações
- Flyer PoliMac 2022Documento2 páginasFlyer PoliMac 2022Bruno cursosAinda não há avaliações
- Caracterização da cinética da reação de hidrólise do p-nitrofenil acetato a p-nitrofenol na ausência e presença da enzima α-quimiotripsina, efeito da temperatura e do pHDocumento12 páginasCaracterização da cinética da reação de hidrólise do p-nitrofenil acetato a p-nitrofenol na ausência e presença da enzima α-quimiotripsina, efeito da temperatura e do pHBryan Nickson Santana PintoAinda não há avaliações
- 11FQA Ficha Formativa Q2.3 - N.º 1Documento4 páginas11FQA Ficha Formativa Q2.3 - N.º 1Andrei GalanAinda não há avaliações
- Curso de Degradação ForçadaDocumento157 páginasCurso de Degradação ForçadaHilton Ferreira100% (1)