Você também pode gostar
- Conectores de cisalhamento Stud BoltsDocumento4 páginasConectores de cisalhamento Stud Boltsthiagopantarotto100% (1)
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Cap2 LigaçõesSoldadas 1Documento59 páginasCap2 LigaçõesSoldadas 1ferviana11Ainda não há avaliações
- Manual Ligações Volume1 WebDocumento60 páginasManual Ligações Volume1 WebalexandregnoattoAinda não há avaliações
- Video-Aula 28 CIV0436-Solda-Parte 01Documento44 páginasVideo-Aula 28 CIV0436-Solda-Parte 01Luís Felipe TrentoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Ligações em Estruturas MetálicasDocumento22 páginasLigações em Estruturas MetálicasMustak Latife MussaAinda não há avaliações
- 2 - ArcosubmersoDocumento30 páginas2 - ArcosubmersodionepsouzaAinda não há avaliações
- Ligações Soldadas em Estruturas MetálicasDocumento18 páginasLigações Soldadas em Estruturas MetálicasPatrickAndradeAinda não há avaliações
- Ligações Soldadas por Arco ElétricoDocumento14 páginasLigações Soldadas por Arco ElétricoNathann F. TafarelAinda não há avaliações
- 1 - EletrodoDocumento28 páginas1 - EletrododionepsouzaAinda não há avaliações
- Lista de Exercício para SoldagemDocumento16 páginasLista de Exercício para SoldagemFlávio Spindola100% (2)
- Ligação de estruturas metálicas: tipos de ligação e suas resistênciasDocumento13 páginasLigação de estruturas metálicas: tipos de ligação e suas resistênciasThomas CiprianoAinda não há avaliações
- Ligações SoldadasDocumento59 páginasLigações SoldadasGeison BrandãoAinda não há avaliações
- Processos de Soldagem ManualDocumento41 páginasProcessos de Soldagem ManualLuis Omena100% (1)
- Soldagem A Arco Submerso, Arame Tubular e Oxi Combust VelDocumento34 páginasSoldagem A Arco Submerso, Arame Tubular e Oxi Combust VelRafaell RamosAinda não há avaliações
- Ligações Soldadas em Estruturas MetálicasDocumento25 páginasLigações Soldadas em Estruturas MetálicasYan MarianoAinda não há avaliações
- Kroton Eng Mec - S Vii Soldagem - Arco - Submerso - 20130611140644Documento21 páginasKroton Eng Mec - S Vii Soldagem - Arco - Submerso - 20130611140644artieres teçariAinda não há avaliações
- Processos de Soldagem - OKDocumento68 páginasProcessos de Soldagem - OKcunharufinoluizAinda não há avaliações
- SOLDAGEM - Processo Eletrodo Revestido1Documento34 páginasSOLDAGEM - Processo Eletrodo Revestido1Roberta Silva OliveiraAinda não há avaliações
- Stud Bolt - HardDocumento4 páginasStud Bolt - Hardmineirocampos70Ainda não há avaliações
- Soldagem A Arco Submerso (SAW)Documento10 páginasSoldagem A Arco Submerso (SAW)seller mecânicaAinda não há avaliações
- Soldas em estruturas metálicasDocumento26 páginasSoldas em estruturas metálicasEliandro BastosAinda não há avaliações
- Aula Pavimento Misto Betao e Chapa MetalicaDocumento16 páginasAula Pavimento Misto Betao e Chapa MetalicaAckcel SousaAinda não há avaliações
- LIVRO 14 - Soldagem em Estruturas MetálicasDocumento22 páginasLIVRO 14 - Soldagem em Estruturas MetálicasSalete100% (1)
- Trabalho EtecDocumento18 páginasTrabalho EtecLuan EmanuelAinda não há avaliações
- 12.3 - Arame TubularDocumento30 páginas12.3 - Arame TubularFernando FeldensAinda não há avaliações
- Solda eletrodo revestido posição planaDocumento10 páginasSolda eletrodo revestido posição planaGustavo GonçalvesAinda não há avaliações
- Stud Welding - Soldagem de PinosDocumento7 páginasStud Welding - Soldagem de PinosvitorAinda não há avaliações
- Soldagem por Eletroescória (ESW): Processo, Equipamentos e AplicaçõesDocumento8 páginasSoldagem por Eletroescória (ESW): Processo, Equipamentos e Aplicaçõesseller mecânicaAinda não há avaliações
- 14 - Jackson - Conectores de CisalhamentoDocumento18 páginas14 - Jackson - Conectores de CisalhamentovandrorobertoAinda não há avaliações
- SoldagemDocumento26 páginasSoldagemJÉSSICA CHRISTINA DOS SANTOS SILVAAinda não há avaliações
- Tipos de Soldadura e Suas FuncoesDocumento12 páginasTipos de Soldadura e Suas FuncoesAzarias FranciscoAinda não há avaliações
- ApostilaUsoDoAco (ProfMargarido) Cap04Documento10 páginasApostilaUsoDoAco (ProfMargarido) Cap04neto-portoAinda não há avaliações
- ParafusosDocumento60 páginasParafusosLeonardo AmaralAinda não há avaliações
- Soldagem Eletrogás (EGW)Documento7 páginasSoldagem Eletrogás (EGW)seller mecânicaAinda não há avaliações
- capa oDocumento12 páginascapa ogilbertoeufrasio16Ainda não há avaliações
- Eletrodo RevestidoDocumento8 páginasEletrodo RevestidoEdson LimaAinda não há avaliações
- Atualização em Processos de Soldagem 2018 Rev 01Documento118 páginasAtualização em Processos de Soldagem 2018 Rev 01Wendel Fernandes100% (1)
- Formação de Soldadores 2Documento35 páginasFormação de Soldadores 2Douglas ErhartAinda não há avaliações
- Soldagem de alumínio e açoDocumento6 páginasSoldagem de alumínio e açoWalter Gabriel de Abreu JúniorAinda não há avaliações
- Relatório de Soldagem FinalDocumento8 páginasRelatório de Soldagem FinalWillanes ReisAinda não há avaliações
- Soldagem ResumoDocumento14 páginasSoldagem ResumoRenato PessiniAinda não há avaliações
- TREINAMENTO SOLDAGEM-rDocumento25 páginasTREINAMENTO SOLDAGEM-rMarlei LopesAinda não há avaliações
- Aula 17Documento3 páginasAula 17Fernanda HillesheinAinda não há avaliações
- Soldagem por eletrodo revestidoDocumento0 páginaSoldagem por eletrodo revestidoWellington S. FrançaAinda não há avaliações
- Soldagem 20.2Documento2 páginasSoldagem 20.2joao pedroAinda não há avaliações
- TS - Aula 02 Eletrodo RevestidoDocumento56 páginasTS - Aula 02 Eletrodo RevestidoWilliam SilvaAinda não há avaliações
- Soldagem 40hDocumento98 páginasSoldagem 40hDIVAINE FERREIRA DE ANDRADE100% (1)
- Processos de SoldagemDocumento55 páginasProcessos de SoldagemRodrigo Ribeiro de AzevedoAinda não há avaliações
- SoldagemDocumento87 páginasSoldagemjonathan wesley da costaAinda não há avaliações
- ESAB - Apostila Arco SubmersoDocumento84 páginasESAB - Apostila Arco SubmersoRodrigo MassonAinda não há avaliações
- Solda: um elemento essencial da máquinaDocumento61 páginasSolda: um elemento essencial da máquinaCaio MarinhoAinda não há avaliações
- Análise da resistência de juntas soldadas com eletrodos de diferentes marcasDocumento24 páginasAnálise da resistência de juntas soldadas com eletrodos de diferentes marcasGislaini SantosAinda não há avaliações
- Defeitos e características da soldagemDocumento38 páginasDefeitos e características da soldagemADRIANOAinda não há avaliações
- Soldagem de pinos emDocumento8 páginasSoldagem de pinos emRoger FreireAinda não há avaliações
- Soldagem de Um Aco Inoxidavel Ferritico Com o ProcDocumento9 páginasSoldagem de Um Aco Inoxidavel Ferritico Com o ProcMárcio Farias MendesAinda não há avaliações
- Arruelas de Pressão: Funcionamento e LimitaçõesDocumento5 páginasArruelas de Pressão: Funcionamento e LimitaçõesMurillo de LimaAinda não há avaliações
- Tabelas de Produtos com Especificações Técnicas de ParafusosDocumento8 páginasTabelas de Produtos com Especificações Técnicas de ParafusosMurillo de LimaAinda não há avaliações
- Chumbador Com ParafusoDocumento1 páginaChumbador Com ParafusoMurillo de LimaAinda não há avaliações
- Stud Bolts: Conectores de cisalhamento para estruturas mistasDocumento4 páginasStud Bolts: Conectores de cisalhamento para estruturas mistasMurillo de LimaAinda não há avaliações
- It BuchaexpansaoDocumento5 páginasIt BuchaexpansaoMurillo de LimaAinda não há avaliações
- Conectores de cisalhamento e suas especificaçõesDocumento1 páginaConectores de cisalhamento e suas especificaçõesMurillo de LimaAinda não há avaliações
- Catalogo - Parafusos AutobrocanteDocumento4 páginasCatalogo - Parafusos AutobrocanteMurillo de LimaAinda não há avaliações
- It AcoinoxDocumento19 páginasIt AcoinoxMurillo de LimaAinda não há avaliações
- Tabela de dimensões de arruelas ASTM F-436Documento1 páginaTabela de dimensões de arruelas ASTM F-436Murillo de LimaAinda não há avaliações
- Barra Roscada A 193 b7Documento1 páginaBarra Roscada A 193 b7Murillo de LimaAinda não há avaliações
- Barra Roscada UncDocumento1 páginaBarra Roscada UncMurillo de LimaAinda não há avaliações
- Pacltv g.5 Unf 58x3.18 RPDocumento1 páginaPacltv g.5 Unf 58x3.18 RPMurillo de LimaAinda não há avaliações
- Tabela de dimensões e especificações de esticadoresDocumento1 páginaTabela de dimensões e especificações de esticadoresMurillo de LimaAinda não há avaliações
- Arruela Lisa Narrow Tipo ADocumento1 páginaArruela Lisa Narrow Tipo AMurillo de LimaAinda não há avaliações
- Table of hexagon head bolts specificationsDocumento1 páginaTable of hexagon head bolts specificationsMurillo de LimaAinda não há avaliações
- Tabela de dimensões de arruelas de pressãoDocumento1 páginaTabela de dimensões de arruelas de pressãoMurillo de LimaAinda não há avaliações
- Porca Borboleta - InoxDocumento1 páginaPorca Borboleta - InoxMurillo de LimaAinda não há avaliações
- Catalogo Lã de RochaDocumento37 páginasCatalogo Lã de RochaMurillo de LimaAinda não há avaliações
- Parafuso Sextavado Astm A394 t0 RPDocumento1 páginaParafuso Sextavado Astm A394 t0 RPMurillo de LimaAinda não há avaliações
- Aluminium rivets tableDocumento1 páginaAluminium rivets tableMurillo de LimaAinda não há avaliações
- Integração+Indefinida+-+SubstituiçãoDocumento1 páginaIntegração+Indefinida+-+SubstituiçãoMurillo de LimaAinda não há avaliações
- TreliçasDocumento20 páginasTreliçasMurillo de LimaAinda não há avaliações
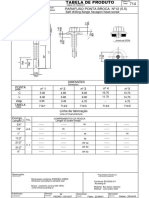
- Parafuso Ponta Broca Nº12 (5.5)Documento1 páginaParafuso Ponta Broca Nº12 (5.5)Murillo de LimaAinda não há avaliações
- Arruela Lisa Métrica2Documento1 páginaArruela Lisa Métrica2Murillo de LimaAinda não há avaliações
- Folha Papel Pautado DocDocumento1 páginaFolha Papel Pautado DocMurillo de LimaAinda não há avaliações
- Separação Sólido - LíquidoDocumento28 páginasSeparação Sólido - LíquidoHannae Damasceno FreitasAinda não há avaliações
- Condicoes Bucais de Pacientes Com Paralisia Cerebral Aspectos Clinicos e Microbiologicos (139 281111 SES MT)Documento117 páginasCondicoes Bucais de Pacientes Com Paralisia Cerebral Aspectos Clinicos e Microbiologicos (139 281111 SES MT)Murillo de LimaAinda não há avaliações
- Capitalismo IdealDocumento2 páginasCapitalismo IdealMurillo de LimaAinda não há avaliações
- Métodos Quantitativos para NegóciosDocumento60 páginasMétodos Quantitativos para NegóciosKaren AguiarAinda não há avaliações
- Estudo Sobre Transdutor de Vacuo PDFDocumento11 páginasEstudo Sobre Transdutor de Vacuo PDFJoao Silva Lopes100% (4)
- LivroDocumento109 páginasLivrotgviniciusAinda não há avaliações
- Riscos em Requisitos de Seguranca AplicativoDocumento28 páginasRiscos em Requisitos de Seguranca AplicativoGerailson LopesAinda não há avaliações
- Instalações elétricas: potências ativa e reativaDocumento2 páginasInstalações elétricas: potências ativa e reativaCarlos BrandãoAinda não há avaliações
- Prática O MOTOR SÍNCRONO E A CORREÇÃO DO FATOR DE POTÊNCIADocumento3 páginasPrática O MOTOR SÍNCRONO E A CORREÇÃO DO FATOR DE POTÊNCIAPaulo HenriqueAinda não há avaliações
- Relatório de Arrasamento de Estaca - Pype Rack 09-07Documento1 páginaRelatório de Arrasamento de Estaca - Pype Rack 09-07Eng Fabio DantasAinda não há avaliações
- LukeDocumento1 páginaLukedaviguilhermesaoresAinda não há avaliações
- Elaborar Treinamento de SSTDocumento25 páginasElaborar Treinamento de SSTXeiraCuAinda não há avaliações
- Agricultura e AstrologiaDocumento1 páginaAgricultura e AstrologiashoxpamAinda não há avaliações
- Cobreq Catálogo Linha Leve GeralDocumento92 páginasCobreq Catálogo Linha Leve GeralLEODECIO BELO DE OLIVEIRAAinda não há avaliações
- AUT0278 Aula 02 - Mapeamento SonoroDocumento40 páginasAUT0278 Aula 02 - Mapeamento SonoroBaixar ApostilaAinda não há avaliações
- Testador de sensores automotivos TSI-2000Documento10 páginasTestador de sensores automotivos TSI-2000Augusto Diego100% (1)
- RELATÓRIOS DAS AULAS PRÁTICAS - Ensaio Dos MateriaisDocumento47 páginasRELATÓRIOS DAS AULAS PRÁTICAS - Ensaio Dos MateriaisVinicius Eduardo Grigolo100% (9)
- História da ciência forense revela pioneiros excêntricosDocumento4 páginasHistória da ciência forense revela pioneiros excêntricoscaningar outroAinda não há avaliações
- Traço de ArgamassaDocumento6 páginasTraço de ArgamassaVanderlei Roberto MorettoAinda não há avaliações
- 17 - Técnicas e boas práticas para o trabalho à distância.Documento8 páginas17 - Técnicas e boas práticas para o trabalho à distância.J3FFIN SFAinda não há avaliações
- Construção edifícios altos método CCBDocumento49 páginasConstrução edifícios altos método CCBDonJuan ModaHomem FredericoWestphalenAinda não há avaliações
- Curso de Investigação Confirmatória - ABEMADocumento37 páginasCurso de Investigação Confirmatória - ABEMATecnohidro Engenharia AmbientalAinda não há avaliações
- Livro Banco de Dados Volume 04Documento76 páginasLivro Banco de Dados Volume 04Vilson Cristiano GärtnerAinda não há avaliações
- Direito Do Contencioso Administrativo E TributárioDocumento14 páginasDireito Do Contencioso Administrativo E TributárioMicelesAinda não há avaliações
- Regimento Interno Condomínio Morada Recanto dos PássarosDocumento18 páginasRegimento Interno Condomínio Morada Recanto dos PássaroseguanabaraAinda não há avaliações
- PDF - Darllan Queiroz Da SilvaDocumento48 páginasPDF - Darllan Queiroz Da SilvaGraciano emilio VaquinaAinda não há avaliações
- Contrato Vendedor Autônomo - Renan RibeiroDocumento5 páginasContrato Vendedor Autônomo - Renan RibeirorenanumcarinhaAinda não há avaliações
- Ficha Técnica GolDocumento1 páginaFicha Técnica GolRanieri Meireles OliveiraAinda não há avaliações
- Defining Supply Chain ManagementDocumento18 páginasDefining Supply Chain ManagementAlanAinda não há avaliações
- Orçamento e Contabilidade Pública - Deusvaldo CarvalhoDocumento392 páginasOrçamento e Contabilidade Pública - Deusvaldo CarvalhoOdnanref Asuos LaelAinda não há avaliações
- Resumo Direito AdministrativoDocumento8 páginasResumo Direito AdministrativoGabriel JauchAinda não há avaliações
- Odisseias Voucher H165041016108Documento1 páginaOdisseias Voucher H165041016108Beatriz CruzAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)