Você também pode gostar
- Sete TrombetasDocumento1 páginaSete TrombetasCaio Alcântara67% (3)
- FMEADocumento95 páginasFMEAedu15987100% (1)
- O Poder Da Esposa Que Ora Capa Dura Ed. EspecialDocumento20 páginasO Poder Da Esposa Que Ora Capa Dura Ed. EspecialWilson RochaAinda não há avaliações
- Handbook - FMEA VDA 1° Edição-4 PDFDocumento93 páginasHandbook - FMEA VDA 1° Edição-4 PDFrosaldo_rodrigues100% (3)
- Metodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselNo EverandMetodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselAinda não há avaliações
- Kaizen Chão de FábricaDocumento52 páginasKaizen Chão de FábricaoliveiraAinda não há avaliações
- Modelo de TCC EstácioDocumento37 páginasModelo de TCC EstácioWellington luiz de sousa100% (2)
- A Escrita Da DançaDocumento52 páginasA Escrita Da DançaPriscila Jeronimo100% (5)
- Projeto Green BeltDocumento70 páginasProjeto Green BeltGERALDO JOSEAinda não há avaliações
- Aula de PlanejamentoDocumento52 páginasAula de PlanejamentocastroAinda não há avaliações
- Gestão de Excelência de PneusDocumento13 páginasGestão de Excelência de PneusRogerio RodriguesAinda não há avaliações
- Banner TCC Eng Produção GiovaineDocumento1 páginaBanner TCC Eng Produção GiovaineGiovaineFelipeAlmeidaAinda não há avaliações
- Gerenciamento de EstoqueDocumento75 páginasGerenciamento de EstoqueAnne CarolineAinda não há avaliações
- Quem Disse Que e Amor - Spin-Of - Carlie FerrerDocumento573 páginasQuem Disse Que e Amor - Spin-Of - Carlie FerrerThayne LopesAinda não há avaliações
- Apresentao Mariana ZaparolliDocumento152 páginasApresentao Mariana ZaparolliLucas FerreiraAinda não há avaliações
- Fmea Aiag Vda QSC 2 Slides Rev0Documento79 páginasFmea Aiag Vda QSC 2 Slides Rev0Keity Miranda100% (1)
- Manual de Desenho Técnico - 8 HORASDocumento109 páginasManual de Desenho Técnico - 8 HORASRégis Marcelo de SouzaAinda não há avaliações
- Fonte Simetrica ProjetoDocumento18 páginasFonte Simetrica ProjetoOderlei EduardoAinda não há avaliações
- Humanização e Atendimento No TrabalhoDocumento13 páginasHumanização e Atendimento No TrabalhoSory MarianoAinda não há avaliações
- Resolução Exercicios Do Guidorizzi (1) Cap2Documento4 páginasResolução Exercicios Do Guidorizzi (1) Cap2MaryBlair0% (1)
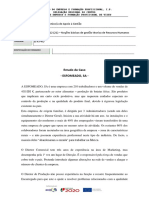
- Estudo de CasoDocumento6 páginasEstudo de CasoMaria Sa SilvaAinda não há avaliações
- Portfólio Empresarial: Maestria - Educação & TreinementoDocumento12 páginasPortfólio Empresarial: Maestria - Educação & TreinementoMaestria Educação e TreinamentoAinda não há avaliações
- 2022 - FVMJ - EngProduçãoDocumento2 páginas2022 - FVMJ - EngProduçãoJardel SimoesAinda não há avaliações
- 02blocos Pavers Controle Producao 17mar20-V2Documento1 página02blocos Pavers Controle Producao 17mar20-V2Eloi Carlos GoveAinda não há avaliações
- Modelo de TCC2 ProntoDocumento33 páginasModelo de TCC2 ProntoÂNGELO CUNHAAinda não há avaliações
- Dissertaà à o ERAS Da QUALIDADE PDFDocumento105 páginasDissertaà à o ERAS Da QUALIDADE PDFEliete Mendes VazAinda não há avaliações
- Francisco Davi Freitas - CV 2022 ATUALIZADODocumento2 páginasFrancisco Davi Freitas - CV 2022 ATUALIZADODavi FreitasAinda não há avaliações
- Robson Almeida MedeirosDocumento30 páginasRobson Almeida MedeirosRoberto Carlos MesquitaAinda não há avaliações
- Programa Curso Gestao Por Processos Melhoria Dos Processos VanzoliniDocumento3 páginasPrograma Curso Gestao Por Processos Melhoria Dos Processos VanzoliniDolci FranAinda não há avaliações
- Com Prom Isso Emf: o MelDocumento72 páginasCom Prom Isso Emf: o MelPaulo ShikoyAinda não há avaliações
- O Estudo Do Arranjo Físico de Uma Distribuidora de Gás No Município de Guarabira-PB - Valdilene Tainara Fontes Dos SantosDocumento28 páginasO Estudo Do Arranjo Físico de Uma Distribuidora de Gás No Município de Guarabira-PB - Valdilene Tainara Fontes Dos SantosGabriel Do NascimentoAinda não há avaliações
- Relatório para Atividade Complementar - DouglasDocumento14 páginasRelatório para Atividade Complementar - DouglasLeonardo OliveiraAinda não há avaliações
- Gabriel Akinaga Okazaki: São Paulo 2016Documento118 páginasGabriel Akinaga Okazaki: São Paulo 2016Marcio RuizAinda não há avaliações
- Curriculo - Matheus Ferreira Da RochaDocumento1 páginaCurriculo - Matheus Ferreira Da RochaMatheus Ferreira da RochaAinda não há avaliações
- Programa Curso Gestao Da Qualidade e Gestao Por Processos VanzoliniDocumento13 páginasPrograma Curso Gestao Da Qualidade e Gestao Por Processos VanzoliniJamerson Silva LimaAinda não há avaliações
- Modelo Parceria Escola de Gestão AquilaDocumento35 páginasModelo Parceria Escola de Gestão AquilaBruno ChiaramontiAinda não há avaliações
- TCC - Aplicação Da Ferramenta de Balanceamento de OperaçõesDocumento70 páginasTCC - Aplicação Da Ferramenta de Balanceamento de OperaçõesWilsonVitorAinda não há avaliações
- Pdca DRWDocumento13 páginasPdca DRWlucaslp17Ainda não há avaliações
- Apresentação Coordenação Pós Reunião 28.06Documento36 páginasApresentação Coordenação Pós Reunião 28.06Fabiana SeveriAinda não há avaliações
- Currículo CelsoDocumento3 páginasCurrículo CelsoJu RamiroAinda não há avaliações
- Relatório de Estágio - Tiago PaivaDocumento17 páginasRelatório de Estágio - Tiago PaivaMurilo CabreraAinda não há avaliações
- Aplicação PPAPDocumento95 páginasAplicação PPAPleon.saconAinda não há avaliações
- 2019-Rui-Kaizen Linha Montagem de Chassis de RetroescavadeiraDocumento23 páginas2019-Rui-Kaizen Linha Montagem de Chassis de RetroescavadeiraJose Renato KitaharaAinda não há avaliações
- Antonio LisboaDocumento3 páginasAntonio LisboaRafael AssisAinda não há avaliações
- TCC Completo Ana Giulia 21.06.2018Documento80 páginasTCC Completo Ana Giulia 21.06.2018Ana Giulia Kottwitz NoronhaAinda não há avaliações
- Aula FMEADocumento22 páginasAula FMEAMaicon RodriguesAinda não há avaliações
- 8 Braskem Operador PDFDocumento12 páginas8 Braskem Operador PDFDiego MauroAinda não há avaliações
- Ernesto CurriculoDocumento2 páginasErnesto CurriculoErnesto GuevaraAinda não há avaliações
- 2 MegDocumento44 páginas2 MegAna Carolina Damazio SantosAinda não há avaliações
- Tese FilipeGomes 73854Documento122 páginasTese FilipeGomes 73854Tiago LopesAinda não há avaliações
- Metodologia Lean Manufacturing No Processo Produtivo de CapasDocumento59 páginasMetodologia Lean Manufacturing No Processo Produtivo de CapasRui MatiasAinda não há avaliações
- CT Ceec Ii 2013 03Documento22 páginasCT Ceec Ii 2013 03Daniel BritoAinda não há avaliações
- 2017 - CEP - Karem Mariano Ventura Et AlDocumento73 páginas2017 - CEP - Karem Mariano Ventura Et AlMatheus TeixeiraAinda não há avaliações
- TCC - As Ferramentas de Qualidadeno Processo Produtivo Com Enfoque No Processo EnxutoDocumento59 páginasTCC - As Ferramentas de Qualidadeno Processo Produtivo Com Enfoque No Processo EnxutoRicardo Massao TakaokaAinda não há avaliações
- Morsa de Bancada de Baixo Custo MonografDocumento28 páginasMorsa de Bancada de Baixo Custo MonografGiovanni MeirelesAinda não há avaliações
- NGLC 05122017Documento75 páginasNGLC 05122017D-Nice SimãoAinda não há avaliações
- Caso de EstudoDocumento11 páginasCaso de EstudoInes PereiraAinda não há avaliações
- TCC Fabio C SilvaDocumento57 páginasTCC Fabio C SilvaHelton BandeiraAinda não há avaliações
- Revista Fundicao 274 Web v3Documento52 páginasRevista Fundicao 274 Web v3Vítor CarvalhoAinda não há avaliações
- TCC 5S - Sabrina R FariaDocumento52 páginasTCC 5S - Sabrina R FariaAlessandro CostaAinda não há avaliações
- 05.4 - Material Complementar - BSC Best BurguerDocumento7 páginas05.4 - Material Complementar - BSC Best BurguerCamila de Bastos el SemidiAinda não há avaliações
- Umberto Ollitta JuniorDocumento69 páginasUmberto Ollitta JuniorAlexsandro Da Silva Fernandes JuniorAinda não há avaliações
- CV - FERNANDO REIS - V - Mar - 11Documento3 páginasCV - FERNANDO REIS - V - Mar - 11Fernando ReisAinda não há avaliações
- ZaraDocumento113 páginasZaraAndrieli BonfanteAinda não há avaliações
- Itambe - TPMDocumento82 páginasItambe - TPMmurilocabriniAinda não há avaliações
- Estratégia Empresarial-Estudo de CasoDocumento8 páginasEstratégia Empresarial-Estudo de CasoNicael BrockAinda não há avaliações
- RAMOS, Ana Flávia Pontes 2020Documento42 páginasRAMOS, Ana Flávia Pontes 2020Antonio Henrique RochaAinda não há avaliações
- Checklist de APQPDocumento8 páginasChecklist de APQPRégis Marcelo de SouzaAinda não há avaliações
- 7° Análise Numérica 36 (PG 94)Documento2 páginas7° Análise Numérica 36 (PG 94)Régis Marcelo de SouzaAinda não há avaliações
- 3° Tendência Exercícios 32 (PG 90)Documento1 página3° Tendência Exercícios 32 (PG 90)Régis Marcelo de SouzaAinda não há avaliações
- Manual de Desenho Técnico - 8 HORASDocumento108 páginasManual de Desenho Técnico - 8 HORASRégis Marcelo de SouzaAinda não há avaliações
- Apostila ManualDocumento81 páginasApostila ManualRégis Marcelo de SouzaAinda não há avaliações
- Sistemas Especialistas: Prof. Joaquim S. CavalheiroDocumento4 páginasSistemas Especialistas: Prof. Joaquim S. CavalheiroRégis Marcelo de SouzaAinda não há avaliações
- Melhoria Contínua No Escopo Do Engenheiro de ProduçãoDocumento19 páginasMelhoria Contínua No Escopo Do Engenheiro de ProduçãoRégis Marcelo de SouzaAinda não há avaliações
- FCC 2017 Artesp Especialista em Regulacao de Transporte III Engenharia Civil ProvaDocumento22 páginasFCC 2017 Artesp Especialista em Regulacao de Transporte III Engenharia Civil ProvaJonathan LopesAinda não há avaliações
- REDE Saúde Mental Na BahiaDocumento57 páginasREDE Saúde Mental Na BahiaClerlhan FerreiraAinda não há avaliações
- Regras de Etiqueta Nas Aulas OnlineDocumento15 páginasRegras de Etiqueta Nas Aulas OnlineanaAinda não há avaliações
- Lista de Exercicios Equilibrio Aquoso Acidos e Bases - 1 - 1Documento2 páginasLista de Exercicios Equilibrio Aquoso Acidos e Bases - 1 - 1Fernando Henrique0% (1)
- Avaliação 4 Ano Prod TextualDocumento3 páginasAvaliação 4 Ano Prod TextualLaryssa Rafaella Nascimento AlvesAinda não há avaliações
- Curriculo 4Documento2 páginasCurriculo 4Maria MyllenaAinda não há avaliações
- ED03 (Pilha de Concentração)Documento3 páginasED03 (Pilha de Concentração)Lavinia RosaAinda não há avaliações
- Joao Batista Dos Santos Abreu Arco IrisDocumento95 páginasJoao Batista Dos Santos Abreu Arco IrisCelio EstevesAinda não há avaliações
- TemasMultidiciplinaresdeneuro Aprend PDFDocumento913 páginasTemasMultidiciplinaresdeneuro Aprend PDFPedro Lima100% (2)
- Manual Videoke RevolutionDocumento7 páginasManual Videoke RevolutionFabio CarvalhoAinda não há avaliações
- A CIF em Fisioterapia - Uma Revisão BibliográficaDocumento117 páginasA CIF em Fisioterapia - Uma Revisão BibliográficaRaphael Piceli MorettiAinda não há avaliações
- AUTOESTIMADocumento26 páginasAUTOESTIMAEldaAinda não há avaliações
- Direito Objetivo e SubjetivoDocumento8 páginasDireito Objetivo e SubjetivoNadia DavidAinda não há avaliações
- Pena Pereira Torres, Eneida y Pereira (..) (2016) - Pesquisando Com o Metodo PsicanaliticoDocumento5 páginasPena Pereira Torres, Eneida y Pereira (..) (2016) - Pesquisando Com o Metodo PsicanaliticoBenicio :3Ainda não há avaliações
- PALAZZO, Luiz. Complexidade, Caos e Auto-OrganizaçãoDocumento25 páginasPALAZZO, Luiz. Complexidade, Caos e Auto-OrganizaçãoJordan MedeirosAinda não há avaliações
- Teoria CaosDocumento15 páginasTeoria CaoscortexvisualAinda não há avaliações
- Karl MannheimDocumento7 páginasKarl MannheimMário LucutacanadorAinda não há avaliações
- Texto para Aula Invertida - Sequência NuméricaDocumento1 páginaTexto para Aula Invertida - Sequência NuméricaFUNDAMENTAL ANOS INICIAISAinda não há avaliações
- Aula Pratica 9 Hormonios GastrointestinaisDocumento3 páginasAula Pratica 9 Hormonios GastrointestinaisIsadora SeixasAinda não há avaliações
- 2 SimuladoDocumento11 páginas2 SimuladoraianyprausemartinsAinda não há avaliações
- 7º Ano A, B, C - PORTUGUÊSDocumento5 páginas7º Ano A, B, C - PORTUGUÊSveyveAinda não há avaliações
- 286 - Lição - 1 - gESTÃO DE mARKETING CRECIDocumento10 páginas286 - Lição - 1 - gESTÃO DE mARKETING CRECILobosAinda não há avaliações