Você também pode gostar
- Cat G PecLeiteira 310517 (Web)Documento14 páginasCat G PecLeiteira 310517 (Web)Anderson Joel PortesAinda não há avaliações
- Exercicios ResistenciaDocumento6 páginasExercicios ResistenciaRafael Zivickovict100% (2)
- Ventos Na EdificaçãoDocumento27 páginasVentos Na EdificaçãoLarissa SorianiAinda não há avaliações
- Transporte Hidráulico-2021Documento12 páginasTransporte Hidráulico-2021TlalocAinda não há avaliações
- Estaca RaizDocumento11 páginasEstaca Raizdppp2009100% (1)
- Resistência Dos Materiais e Dimensionamento de Estruturas para Construções RuraisDocumento47 páginasResistência Dos Materiais e Dimensionamento de Estruturas para Construções RuraisGuilherme QueirozAinda não há avaliações
- Processo Metalúrgica Pb.Documento77 páginasProcesso Metalúrgica Pb.Evandro CoelhoAinda não há avaliações
- Propileno GlicolDocumento23 páginasPropileno GlicolmaycvcAinda não há avaliações
- Ventiladores - OKDocumento14 páginasVentiladores - OKRenata VicentinoAinda não há avaliações
- 34 FISQ ALCOOL LIQUIDO 70docDocumento5 páginas34 FISQ ALCOOL LIQUIDO 70docKLEVERSONAinda não há avaliações
- Memorial de Cálculo PadrãoDocumento8 páginasMemorial de Cálculo Padrãobruno531Ainda não há avaliações
- Tanques Alívio Operação API STD 2000 6 e 7 EdiçõesDocumento12 páginasTanques Alívio Operação API STD 2000 6 e 7 EdiçõesLDM Man. e Mont. Ind. EIRELI100% (1)
- Manual de Bombas Goulds ANSIFAM IOM - 2004Documento140 páginasManual de Bombas Goulds ANSIFAM IOM - 2004Edson França RodriguesAinda não há avaliações
- SV80H Válvula de Segurança e Alívio-Technical InformationDocumento18 páginasSV80H Válvula de Segurança e Alívio-Technical InformationRicardoAinda não há avaliações
- Geradores de Vapor-Texto PDFDocumento26 páginasGeradores de Vapor-Texto PDFrodrigocampospkAinda não há avaliações
- OS-303M - Laudo TécnicoDocumento1 páginaOS-303M - Laudo TécnicoClovisAinda não há avaliações
- Memória de Cálculo Do Galpão de AçoDocumento12 páginasMemória de Cálculo Do Galpão de AçoRicardo FrançaAinda não há avaliações
- Manual de Manutenção e Operação - Cabine PinturaDocumento10 páginasManual de Manutenção e Operação - Cabine PinturaIvanAinda não há avaliações
- Aula - Bombas - Perda de CargaDocumento25 páginasAula - Bombas - Perda de CargaCaio ValérioAinda não há avaliações
- 6 ComissionamentoDocumento3 páginas6 ComissionamentowebdudisAinda não há avaliações
- Laudo Teste de CargaDocumento67 páginasLaudo Teste de CargaPatrick SilvaAinda não há avaliações
- Diâmetro EconômicosDocumento16 páginasDiâmetro EconômicosElton Neves da SilvaAinda não há avaliações
- 5 - Dimensionamento de MalhasDocumento25 páginas5 - Dimensionamento de MalhasRibasAinda não há avaliações
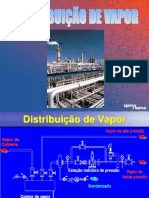
- Parte 02 - Distribuição Vapor CMPDocumento66 páginasParte 02 - Distribuição Vapor CMProdrigo santosAinda não há avaliações
- Manual de TermoformagemDocumento29 páginasManual de TermoformagemAlessandro Garrefa100% (1)
- Dimensionamento Linha de Vapor e Retorno CondensadoDocumento4 páginasDimensionamento Linha de Vapor e Retorno CondensadoAline Souza OliveiraAinda não há avaliações
- Aula - 02 - HidráulicaDocumento22 páginasAula - 02 - HidráulicaRomario CostaAinda não há avaliações
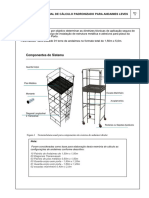
- Memorial de Calculo AndaimesDocumento10 páginasMemorial de Calculo AndaimesFranclin BonifácioAinda não há avaliações
- Caldeira de Recuperaao IIDocumento54 páginasCaldeira de Recuperaao IIRayander Martins PimentaAinda não há avaliações
- Treinamento Passivação ECOLABDocumento15 páginasTreinamento Passivação ECOLABLourenço Assumpção100% (1)
- Catalogo Fall Safe ProfissionalDocumento60 páginasCatalogo Fall Safe ProfissionalVMAinda não há avaliações
- NR13 - Treinamento Operador de Caldeira - 2023Documento60 páginasNR13 - Treinamento Operador de Caldeira - 2023Mario Gomes100% (1)
- Exercicios - Freios 1 - 2013Documento5 páginasExercicios - Freios 1 - 2013aisufhasiAinda não há avaliações
- Cálculo Esmagamento MáximoDocumento4 páginasCálculo Esmagamento MáximoMarcelo LimaAinda não há avaliações
- 3 - Artigo - Projeto de Filtro de Mangas Auxiliado Por Simulação Computacional - 5pDocumento5 páginas3 - Artigo - Projeto de Filtro de Mangas Auxiliado Por Simulação Computacional - 5pTito PachecoAinda não há avaliações
- Estruturas Metalicas Barracão-A3Documento1 páginaEstruturas Metalicas Barracão-A3Rhudson RandowAinda não há avaliações
- CREPINASDocumento1 páginaCREPINASAnonymous uL3JlWfhAinda não há avaliações
- Manual SV80H - Válvula - de - Segurança - e - Alívio-Technical - Information PDFDocumento18 páginasManual SV80H - Válvula - de - Segurança - e - Alívio-Technical - Information PDFjdfaveriAinda não há avaliações
- Consultoria NR12-NR18Documento9 páginasConsultoria NR12-NR18Giovani CorreaAinda não há avaliações
- Nestor Carvalho - Características, Materiais, Revestimentos e Soldas PDFDocumento290 páginasNestor Carvalho - Características, Materiais, Revestimentos e Soldas PDFRenan Gustavo Paz100% (1)
- 02 SIMTEC 2011 - CaldeirasDocumento31 páginas02 SIMTEC 2011 - Caldeirasfutsal2003Ainda não há avaliações
- HBFR PDFDocumento2 páginasHBFR PDFWagner José TrevelimAinda não há avaliações
- Travaquedas Retráteis Com Cabo de AçoDocumento27 páginasTravaquedas Retráteis Com Cabo de AçocarlosolmoAinda não há avaliações
- Tolerâncias para TubosDocumento3 páginasTolerâncias para TubosEverton ArrudaAinda não há avaliações
- FISPQ Do Ar ComprimidoDocumento7 páginasFISPQ Do Ar ComprimidoCamila YokoAinda não há avaliações
- Catalogo Alvenius - Protecao - Contra - Incendio - 2017 - Imp PDFDocumento182 páginasCatalogo Alvenius - Protecao - Contra - Incendio - 2017 - Imp PDFBruno BehrmannAinda não há avaliações
- Calha PlatibandaDocumento5 páginasCalha Platibandafelipemosci7733Ainda não há avaliações
- 08 10 19-Mecânica GeralDocumento18 páginas08 10 19-Mecânica GeralADRIANOAinda não há avaliações
- Desintegrador JF5Documento22 páginasDesintegrador JF5Marcus R. XavierAinda não há avaliações
- Boletim Técnico - VGU29 - Válvula Guilhotina Tipo LugDocumento5 páginasBoletim Técnico - VGU29 - Válvula Guilhotina Tipo LugJPJFAinda não há avaliações
- TCC Talha EletricaDocumento51 páginasTCC Talha EletricaMatheus BastosAinda não há avaliações
- Spirax Sarco PDFDocumento20 páginasSpirax Sarco PDFJohny Eder NunesAinda não há avaliações
- Cálculo Diferencial e Integral IV: Apêndice Unidade 4Documento9 páginasCálculo Diferencial e Integral IV: Apêndice Unidade 4jnseletricosAinda não há avaliações
- Exercícios de Mec AnalíticaDocumento17 páginasExercícios de Mec AnalíticaGabriel100% (1)
- Analise Funcional Exercicios FeitosDocumento11 páginasAnalise Funcional Exercicios FeitosVivaldo BilaAinda não há avaliações
- Lista1 QuímicaDocumento7 páginasLista1 QuímicaGabriela Moreira TAinda não há avaliações
- 2016 - Capítulo 04 - Carroceria - Estrutura - 2Documento49 páginas2016 - Capítulo 04 - Carroceria - Estrutura - 2Sergio CabralAinda não há avaliações
- 2016 - Capítulo 03 - Evolução Do Produto - 2 - 48 PDFDocumento48 páginas2016 - Capítulo 03 - Evolução Do Produto - 2 - 48 PDFSérgio A CruzAinda não há avaliações
- Exp 04 VarFrequenciaDocumento9 páginasExp 04 VarFrequenciaSergio CabralAinda não há avaliações
- Exp 06 AssociaçãoSérieDocumento7 páginasExp 06 AssociaçãoSérieSergio CabralAinda não há avaliações
- 2016 - Capítulo 04 - Arquitetura Da Carroceria - 1Documento23 páginas2016 - Capítulo 04 - Arquitetura Da Carroceria - 1Sergio CabralAinda não há avaliações
- 2016 - Capítulo 04 - Arquitetura Da Carroceria - 1Documento23 páginas2016 - Capítulo 04 - Arquitetura Da Carroceria - 1Sergio CabralAinda não há avaliações
- Aula 9 Carrocerias II Carrocerias e Estruturas Mercedes Porsche TeslaDocumento24 páginasAula 9 Carrocerias II Carrocerias e Estruturas Mercedes Porsche TeslaSergio CabralAinda não há avaliações
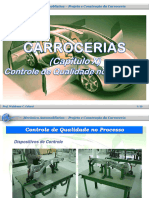
- 2016 - Capítulo 10 - Controle de Qualidade No ProcessoDocumento40 páginas2016 - Capítulo 10 - Controle de Qualidade No ProcessoSergio CabralAinda não há avaliações
- Instruções RelatóriosDocumento1 páginaInstruções RelatóriosSergio CabralAinda não há avaliações
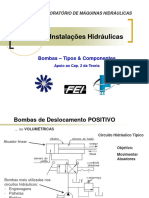
- 2015 Cap2 BombasLabDocumento32 páginas2015 Cap2 BombasLabSergio CabralAinda não há avaliações
- Aula12 Capítulo04Documento17 páginasAula12 Capítulo04Sergio CabralAinda não há avaliações
- INVEST - Aula 06Documento18 páginasINVEST - Aula 06Sergio CabralAinda não há avaliações
- Aula15 Capítulo05Documento30 páginasAula15 Capítulo05Sergio CabralAinda não há avaliações
- Aula06 Capítulo03Documento19 páginasAula06 Capítulo03Sergio CabralAinda não há avaliações
- 2015 Cap4 InfluênciaDaViscosidadeDocumento24 páginas2015 Cap4 InfluênciaDaViscosidadeSergio CabralAinda não há avaliações
- 2015 Cap5 RotaçãoEspecíficaDocumento34 páginas2015 Cap5 RotaçãoEspecíficaSergio CabralAinda não há avaliações
- 12 - Exercícios de FixaçàoDocumento16 páginas12 - Exercícios de FixaçàoSergio CabralAinda não há avaliações
- 02 - Propriedades Básicas e Atuadores LinearesDocumento31 páginas02 - Propriedades Básicas e Atuadores LinearesSergio CabralAinda não há avaliações
- 13 - Método Cadeia EstacionáriaDocumento22 páginas13 - Método Cadeia EstacionáriaSergio CabralAinda não há avaliações
- 06 - Introdução A Pneumática e Método IntuitivoDocumento40 páginas06 - Introdução A Pneumática e Método IntuitivoSergio CabralAinda não há avaliações
- 2015 Apresentação Bombas TeoriaDocumento22 páginas2015 Apresentação Bombas TeoriaSergio CabralAinda não há avaliações
- 09 - Exercícios de FIxaçãoDocumento41 páginas09 - Exercícios de FIxaçãoSergio CabralAinda não há avaliações
- 10 - EletropneumáticaDocumento32 páginas10 - EletropneumáticaSergio CabralAinda não há avaliações
- 07 - Válvula de Retenção e Reguladora de FluxoDocumento9 páginas07 - Válvula de Retenção e Reguladora de FluxoSergio CabralAinda não há avaliações
- 03 - Curva de Potência Da BombaDocumento7 páginas03 - Curva de Potência Da BombaSergio CabralAinda não há avaliações
- 02 - Atuador HidráulicoDocumento7 páginas02 - Atuador HidráulicoSergio CabralAinda não há avaliações
- 05 - Bombas, Motores e Perda de CargaDocumento24 páginas05 - Bombas, Motores e Perda de CargaSergio CabralAinda não há avaliações
- ME8720 NMA720 Aula 4Documento28 páginasME8720 NMA720 Aula 4Fernando DarsonoAinda não há avaliações
- 01 - Familiarização Dos Componentes Da BancadaDocumento23 páginas01 - Familiarização Dos Componentes Da BancadaSergio CabralAinda não há avaliações
- 04 - Perda de Carga Na Válvula DirecionalDocumento6 páginas04 - Perda de Carga Na Válvula DirecionalSergio CabralAinda não há avaliações
- Plano de Pregação para o Mês de JunhoDocumento3 páginasPlano de Pregação para o Mês de JunhoWéslley Mageski100% (1)
- CP 14 Metodos de EnergiaDocumento77 páginasCP 14 Metodos de Energiaatila diasAinda não há avaliações
- Descomplicando o Treino em Casa - 1 PDFDocumento125 páginasDescomplicando o Treino em Casa - 1 PDFAcauan RibeiroAinda não há avaliações
- Gerenciamento de ProjetosDocumento94 páginasGerenciamento de ProjetosGustavoAinda não há avaliações
- Apostila Saúde OcupacionalDocumento200 páginasApostila Saúde OcupacionalBruno MelloAinda não há avaliações
- Ficha Informativa de Entidade Não ContábilDocumento1 páginaFicha Informativa de Entidade Não ContábilThariny22Ainda não há avaliações
- Catalogo CorfioDocumento28 páginasCatalogo CorfioJoão MenegazAinda não há avaliações
- TCC - Linux - Rodrigo Dall AlbaDocumento61 páginasTCC - Linux - Rodrigo Dall Albardallalba100% (1)
- O Texto Poetico 9anoDocumento11 páginasO Texto Poetico 9anoGlória SilvaAinda não há avaliações
- Metodologias de Caracterizaco Identificaco e Pre Actuaco em Areas para Restauro Fluvial Algarve PT PDocumento38 páginasMetodologias de Caracterizaco Identificaco e Pre Actuaco em Areas para Restauro Fluvial Algarve PT PCarla Sofia GomesAinda não há avaliações
- Lista 1Documento6 páginasLista 1Ricardo de AlmeidaAinda não há avaliações
- Bicicleta Estrada Triban 500Documento4 páginasBicicleta Estrada Triban 500Antonio Mendes0% (1)
- Segunda Prova TransCal - 2021 02-QSDocumento3 páginasSegunda Prova TransCal - 2021 02-QSRenan FernandesAinda não há avaliações
- Consequências Dos SemáforosDocumento2 páginasConsequências Dos SemáforosIsa SilvaAinda não há avaliações
- Metodologia de Reabilitação Fluvial IntegradaDocumento177 páginasMetodologia de Reabilitação Fluvial IntegradaDaniel OliveiraAinda não há avaliações
- Aula 1 - Logística e Cadeia de SuprimentosDocumento37 páginasAula 1 - Logística e Cadeia de SuprimentosEMANUEL_CHAVESAinda não há avaliações
- Jacques MaritainDocumento3 páginasJacques MaritainGladius100% (1)
- Trator Trator Bm110 Bm110 Gii GIIDocumento2 páginasTrator Trator Bm110 Bm110 Gii GIIWashington SAinda não há avaliações
- História - 7º Ano (Resumo)Documento5 páginasHistória - 7º Ano (Resumo)Lucia RochaAinda não há avaliações
- Plano 6 Ano GeoDocumento2 páginasPlano 6 Ano GeoELIANA DIAS DE SOUZAAinda não há avaliações
- Folder MedilabDocumento12 páginasFolder MedilabHerick SavioneAinda não há avaliações
- Husqvarna Te 300 2016 Europe PortugueseDocumento136 páginasHusqvarna Te 300 2016 Europe PortugueseRoberto MontesAinda não há avaliações
- Artigo - Produção de Conteúdo para WebDocumento3 páginasArtigo - Produção de Conteúdo para WebMatheus HipólitoAinda não há avaliações
- Limitações Dos Aparelhos Nucleares No Controlo de Qualidade de AterrosDocumento11 páginasLimitações Dos Aparelhos Nucleares No Controlo de Qualidade de AterrosZemar Jose ManuelAinda não há avaliações
- 1 Ano Quimica Da VidaDocumento24 páginas1 Ano Quimica Da VidaDaniel ViníciusAinda não há avaliações
- Gabarito 05 - Exercicio de Fixação 05 - 2 Lei de Ohm Potencia e Enregia PDFDocumento8 páginasGabarito 05 - Exercicio de Fixação 05 - 2 Lei de Ohm Potencia e Enregia PDFDaniel Silva De OliveiraAinda não há avaliações
- Modelo de Currículo para Vaga de Estágio em DireitoDocumento1 páginaModelo de Currículo para Vaga de Estágio em DireitoRamon SouzaAinda não há avaliações
- Comunicação EmpáticaDocumento6 páginasComunicação EmpáticaThais CaravaggioAinda não há avaliações
- Apostila - Varias Maneiras de Fotometrar PDFDocumento77 páginasApostila - Varias Maneiras de Fotometrar PDFJuliana Rangel BicudoAinda não há avaliações
- Avaliação Autismo em AdultoDocumento4 páginasAvaliação Autismo em AdultoAdriana Rubio WodewotzkiAinda não há avaliações
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Ser bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNo EverandSer bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNota: 5 de 5 estrelas5/5 (12)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)