Você também pode gostar
- Consumo de vapor na destilação do álcoolDocumento0 páginaConsumo de vapor na destilação do álcoolrapasconAinda não há avaliações
- DESTILAÇÃODocumento19 páginasDESTILAÇÃOMiguel MonsalveAinda não há avaliações
- Processo de destilação para produção de álcoolDocumento42 páginasProcesso de destilação para produção de álcoolfernandimptAinda não há avaliações
- Biodiesel de Óleo de Babaçu por Destilação ReativaNo EverandBiodiesel de Óleo de Babaçu por Destilação ReativaAinda não há avaliações
- Aplicacoes de Trocadores A Placas Na Usina de Acucar e AlcoolDocumento36 páginasAplicacoes de Trocadores A Placas Na Usina de Acucar e AlcoolClaudio Luiz YoshiiAinda não há avaliações
- Produção de aguardente de melDocumento5 páginasProdução de aguardente de melLívia Pinheiro AraujoAinda não há avaliações
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- PRATICA Etanol 221Documento5 páginasPRATICA Etanol 221Dimas GaldinoAinda não há avaliações
- Processos Industriais: Unidade de Extração SupercríticaNo EverandProcessos Industriais: Unidade de Extração SupercríticaNota: 3.5 de 5 estrelas3.5/5 (3)
- ESTUDO DIRIGIDO EtanolDocumento2 páginasESTUDO DIRIGIDO Etanolmaria do socorro alves varjaoAinda não há avaliações
- Desenvolvendo Um Web Server Na Rede Ethernet Com W5100 Para Monitorar Concentração De Ph Programado No ArduinoNo EverandDesenvolvendo Um Web Server Na Rede Ethernet Com W5100 Para Monitorar Concentração De Ph Programado No ArduinoAinda não há avaliações
- Calcular a densidade e teor alcóolico da cervejaDocumento7 páginasCalcular a densidade e teor alcóolico da cervejaAldacinete SilvaAinda não há avaliações
- Usando Uma Impressora Térmica Para Registrar A Concentração De Ph Programado No ArduinoNo EverandUsando Uma Impressora Térmica Para Registrar A Concentração De Ph Programado No ArduinoAinda não há avaliações
- Tamarindo CervezaDocumento8 páginasTamarindo Cervezapringl3rzAinda não há avaliações
- Monitorando A Concentração De Glp Com O Pic E Visual C#No EverandMonitorando A Concentração De Glp Com O Pic E Visual C#Ainda não há avaliações
- Relatorio Dest. Simples e FracionadaDocumento7 páginasRelatorio Dest. Simples e FracionadaVinicius NunesAinda não há avaliações
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Concentração De Glp Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Concentração De Glp Com PicAinda não há avaliações
- Como - Construir - Montar - e - Operar - Uma - Microdistilaria Caseira de Alcool CombustivelDocumento51 páginasComo - Construir - Montar - e - Operar - Uma - Microdistilaria Caseira de Alcool CombustivelJosbertofrAinda não há avaliações
- Desenvolvendo Um Web Server Na Rede Ethernet Com Enc28j60 Para Monitorar Concentração De Álcool Programado Em C No Pic18fNo EverandDesenvolvendo Um Web Server Na Rede Ethernet Com Enc28j60 Para Monitorar Concentração De Álcool Programado Em C No Pic18fAinda não há avaliações
- Determinação da densidade de mostos de fermentação por métodos de diluiçãoDocumento10 páginasDeterminação da densidade de mostos de fermentação por métodos de diluiçãoNeidemarques CasimiroAinda não há avaliações
- Monitorando A Concentração De Glp Com O Pic E Visual BasicNo EverandMonitorando A Concentração De Glp Com O Pic E Visual BasicAinda não há avaliações
- Destilação Alcoólica A Partir Da Cana de AçúcarDocumento13 páginasDestilação Alcoólica A Partir Da Cana de AçúcarDaiane BarrosAinda não há avaliações
- Desenvolvendo Um Web Server Na Rede Ethernet Com Enc28j60 Para Monitorar Concentração De Glp Programado Em C No Pic18fNo EverandDesenvolvendo Um Web Server Na Rede Ethernet Com Enc28j60 Para Monitorar Concentração De Glp Programado Em C No Pic18fAinda não há avaliações
- Lista de Exercícios Processos Químicos de ProduçãoDocumento11 páginasLista de Exercícios Processos Químicos de ProduçãoGrazielle Samara Pereira100% (1)
- Implementando Um Web Server Com Firewall Na Rede Ethernet Com W5100 Para Monitorar Concentração De Ph Programado No ArduinoNo EverandImplementando Um Web Server Com Firewall Na Rede Ethernet Com W5100 Para Monitorar Concentração De Ph Programado No ArduinoAinda não há avaliações
- Faça Alcool Combustivel - Projeto de MicrodestilariaDocumento122 páginasFaça Alcool Combustivel - Projeto de Microdestilariaapi-370411196% (23)
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Ph Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Ph Com PicAinda não há avaliações
- Análise fermentação alcoólicaDocumento10 páginasAnálise fermentação alcoólicaAna Christina Peixoto0% (1)
- 4° Bi - Apostila - 6 - Fabricação de Etanol - rv30.09Documento15 páginas4° Bi - Apostila - 6 - Fabricação de Etanol - rv30.09paulojardAinda não há avaliações
- Relatorio 3 FinalDocumento11 páginasRelatorio 3 FinalGeilson SilvaAinda não há avaliações
- Ecnologia Etanol - 202Documento53 páginasEcnologia Etanol - 202Eduardo OliveiraAinda não há avaliações
- Produção cerveja CO2Documento7 páginasProdução cerveja CO2robinquimicaAinda não há avaliações
- Treinamento Hidratado e Anidro Especial Fevereiro 2006 PDFDocumento21 páginasTreinamento Hidratado e Anidro Especial Fevereiro 2006 PDFAdriano BuenoAinda não há avaliações
- Treinamento Hidratado e Anidro Especial Fevereiro 2006Documento21 páginasTreinamento Hidratado e Anidro Especial Fevereiro 2006Renato Branco100% (1)
- Curso EvaporaçãoDocumento83 páginasCurso EvaporaçãoPaulo Henrique Conti0% (1)
- Fermentando Lagers em CasaDocumento14 páginasFermentando Lagers em CasaAlexandre Guedes BatistaAinda não há avaliações
- Destilación del Etanol: Proceso y Equipos ClavesDocumento53 páginasDestilación del Etanol: Proceso y Equipos ClaveswaltermtAinda não há avaliações
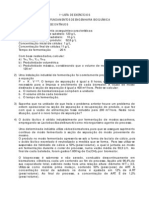
- 1 Lista de Exercicios PDFDocumento4 páginas1 Lista de Exercicios PDFRicardo CostaAinda não há avaliações
- Processo de produção do etanol de cana-de-açúcarDocumento39 páginasProcesso de produção do etanol de cana-de-açúcarDalilaAinda não há avaliações
- Unidade VII - Fermentação Álcoolica - Parte IIDocumento29 páginasUnidade VII - Fermentação Álcoolica - Parte IISuelen Rabello100% (1)
- DETERMINAÇÃO DA ACIDEZ EM VINAGRE DE MAÇÃDocumento6 páginasDETERMINAÇÃO DA ACIDEZ EM VINAGRE DE MAÇÃPatrick Asafe SouzaAinda não há avaliações
- Destilação SimplesDocumento10 páginasDestilação SimplesYuri GomesAinda não há avaliações
- MEDIDAS COM REFRA E DENSÍMETRODocumento4 páginasMEDIDAS COM REFRA E DENSÍMETROValeriaBritoAinda não há avaliações
- Produção do álcool industrialDocumento10 páginasProdução do álcool industrialFábioRibeiroPinheiroAinda não há avaliações
- Produção do etanol da cana-de-açúcar em 7 etapasDocumento402 páginasProdução do etanol da cana-de-açúcar em 7 etapasMichelle Roveri Lucas100% (1)
- Otimização da fermentação alcoólica usando planejamento fatorialDocumento5 páginasOtimização da fermentação alcoólica usando planejamento fatorialPaulo Roberto Chiarolanza VilelaAinda não há avaliações
- A química por trás da cervejaDocumento9 páginasA química por trás da cervejaVânio CoelhoAinda não há avaliações
- Síntese do acetato de isoamila em laboratórioDocumento8 páginasSíntese do acetato de isoamila em laboratórioFelipe Di Napoli GarciaAinda não há avaliações
- Aumento Do Rendimento Do Digestor Contínuo Fase Vapor Através Da Alteração Do Perfil de TemperaturaDocumento15 páginasAumento Do Rendimento Do Digestor Contínuo Fase Vapor Através Da Alteração Do Perfil de TemperaturaMatheus AleluiaAinda não há avaliações
- Produção e carbonatação de cervejaDocumento7 páginasProdução e carbonatação de cervejafreitasmazzarellaAinda não há avaliações
- Workshop Vinhaca Monica VsDocumento30 páginasWorkshop Vinhaca Monica VsClaudemir RibeiroAinda não há avaliações
- Cálculos para cerveja artesanalDocumento24 páginasCálculos para cerveja artesanalCarlosDuPivato100% (3)
- Construção pré-destilador modelo UFVDocumento11 páginasConstrução pré-destilador modelo UFVestevao_moraesAinda não há avaliações
- Processo de destilação didáticoDocumento6 páginasProcesso de destilação didáticomiqueiasgomesAinda não há avaliações
- Faça Alcool CombustívelDocumento122 páginasFaça Alcool CombustívelJacob StewartAinda não há avaliações
- Balanço de vapor em destilação de álcoolDocumento19 páginasBalanço de vapor em destilação de álcoolMichael Ray100% (2)
- Caracteristicas Tecnicas Serie x2Documento37 páginasCaracteristicas Tecnicas Serie x2Geraldoadriano MirandaAinda não há avaliações
- Paramentros+tela+analise+motores Abcdpdf Excel para PDFDocumento3 páginasParamentros+tela+analise+motores Abcdpdf Excel para PDFGeraldoadriano MirandaAinda não há avaliações
- PFC - Renan Grzebieluckas - 2017 - 2Documento130 páginasPFC - Renan Grzebieluckas - 2017 - 2Geraldoadriano MirandaAinda não há avaliações
- Eduardo Cardoso Moraes - TeseDocumento244 páginasEduardo Cardoso Moraes - TeseGeraldoadriano MirandaAinda não há avaliações
- Matheus Ferreira Da Silva - TCC Eng. Elétrica 2019Documento51 páginasMatheus Ferreira Da Silva - TCC Eng. Elétrica 2019Geraldoadriano MirandaAinda não há avaliações
- Procknor - Publicações - Ordem CronológicaDocumento6 páginasProcknor - Publicações - Ordem CronológicaGeraldoadriano MirandaAinda não há avaliações
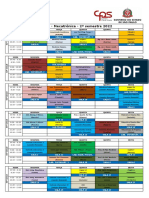
- Horário Mecatrônica Industrial 2022-2 Rev6 (1) - lJtsaxvDdCfcPU75sIZqAZmAqDocumento1 páginaHorário Mecatrônica Industrial 2022-2 Rev6 (1) - lJtsaxvDdCfcPU75sIZqAZmAqGeraldoadriano MirandaAinda não há avaliações
- Bif 497Documento71 páginasBif 497Geraldoadriano MirandaAinda não há avaliações
- Perspectivas Da Economia Brasileira. Gustavo LoyolaDocumento21 páginasPerspectivas Da Economia Brasileira. Gustavo LoyolaGeraldoadriano MirandaAinda não há avaliações
- Aula 1 Construcao de RangesDocumento8 páginasAula 1 Construcao de RangesdeliaAinda não há avaliações
- Logística e oportunidades para PMEs na era da desglobalizaçãoDocumento1 páginaLogística e oportunidades para PMEs na era da desglobalizaçãoGeraldoadriano MirandaAinda não há avaliações
- MercadoComum 294Documento200 páginasMercadoComum 294Geraldoadriano MirandaAinda não há avaliações
- Contagem diversifica economia com investimentosDocumento16 páginasContagem diversifica economia com investimentosGeraldoadriano MirandaAinda não há avaliações
- QuestionárioDocumento7 páginasQuestionárioCândidoAinda não há avaliações
- INDICADORES DESEMPENHO SASSMAQDocumento4 páginasINDICADORES DESEMPENHO SASSMAQWks EngenhariaAinda não há avaliações
- 6580 Cuidados Na Saúde A Populações Mais VulneráveisDocumento52 páginas6580 Cuidados Na Saúde A Populações Mais VulneráveisLuís Filipe Mendes71% (21)
- 04-Flex Esquemas Eletricos Dos Austos FlexiveisDocumento15 páginas04-Flex Esquemas Eletricos Dos Austos FlexiveisMario Del Pup PalazonAinda não há avaliações
- Conversão de motores de aeronaves T-25 da AFA para uso de etanolDocumento18 páginasConversão de motores de aeronaves T-25 da AFA para uso de etanolDavid Saraiva MachadoAinda não há avaliações
- Bioprocessos TecnologiaDocumento63 páginasBioprocessos Tecnologiaterhaagmarcela100% (1)
- Síntese Da Cicloexanona1Documento2 páginasSíntese Da Cicloexanona1Marcelo EchterhoffAinda não há avaliações
- Cuadernos PerfumeDocumento23 páginasCuadernos PerfumeCarlosAinda não há avaliações
- Bloco 3 Aula 26 A 29 Reações Orgânicas Redução de Compostos CarbonílicosDocumento11 páginasBloco 3 Aula 26 A 29 Reações Orgânicas Redução de Compostos CarbonílicosMax NunesAinda não há avaliações
- Ficha de Segurança da AcetonaDocumento12 páginasFicha de Segurança da AcetonaThiago280Ainda não há avaliações
- ALCOOL SÓLIDO CASEIRO DURA MAIS DE 14 MINUTOSDocumento9 páginasALCOOL SÓLIDO CASEIRO DURA MAIS DE 14 MINUTOSEvelin GazetaAinda não há avaliações
- Hidrogênio - O Vetor Energético Do Futuro - USPDocumento13 páginasHidrogênio - O Vetor Energético Do Futuro - USPLuciano Lima Di Fls IIAinda não há avaliações
- Produção de Alcool A Partir Do MilhoDocumento7 páginasProdução de Alcool A Partir Do MilhoAnderson Bezerra MartinsAinda não há avaliações
- OBQJr 2020 - Fase IIDocumento16 páginasOBQJr 2020 - Fase IISk1lzAinda não há avaliações
- Necim-Modulo 2Documento16 páginasNecim-Modulo 2Alvernes CruzAinda não há avaliações
- Fluxograma RunDocumento5 páginasFluxograma RunSarita Corrêa RosaAinda não há avaliações
- Livro Quimica Verde PDFDocumento438 páginasLivro Quimica Verde PDFKellyCristinaAinda não há avaliações
- Respiração Celular - Gabarito comDocumento12 páginasRespiração Celular - Gabarito comSarah Meneses100% (1)
- LG001 - FACILITA ÁLCOOL 70º INPM - Audax PDFDocumento9 páginasLG001 - FACILITA ÁLCOOL 70º INPM - Audax PDFlilazzariAinda não há avaliações
- Aula 5 - Fermentação Alcoolica PDFDocumento48 páginasAula 5 - Fermentação Alcoolica PDFEduardo GomesAinda não há avaliações
- Deteção de Lipidos C Negro Sudao BDocumento19 páginasDeteção de Lipidos C Negro Sudao Bmargaridasoares12Ainda não há avaliações
- Padrao Diluicao Med-InjetaveisDocumento27 páginasPadrao Diluicao Med-InjetaveisLiana LeuckAinda não há avaliações
- Toxicologia Aula 2 Monitorização e Indicadores BiológicosDocumento5 páginasToxicologia Aula 2 Monitorização e Indicadores BiológicosDiogo UrbanettoAinda não há avaliações
- Pop 04 Alcool 70Documento2 páginasPop 04 Alcool 70Carol EmanuelleAinda não há avaliações
- conforme solicitado. Este título é conciso e focado no produto químico descrito no documento (Álcool 70%), o que é otimizado paraDocumento8 páginasconforme solicitado. Este título é conciso e focado no produto químico descrito no documento (Álcool 70%), o que é otimizado paraPedro Ulysses Campos MoraesAinda não há avaliações
- Lista de Exercícios 1 CRII - 2021Documento1 páginaLista de Exercícios 1 CRII - 2021rodrigo pereiraAinda não há avaliações
- Fisiologia Vegetal: Guia Prático MultimídiaDocumento95 páginasFisiologia Vegetal: Guia Prático MultimídiaAnaCarolinaDevidesCastelloAinda não há avaliações
- Os Melhores Vinhos e No GBDocumento5 páginasOs Melhores Vinhos e No GBPatricia BessaAinda não há avaliações
- Apostila Toxicologia GeralDocumento50 páginasApostila Toxicologia GeralEvertton PimentelAinda não há avaliações
- Distúrbios fisiológicos em maçãs pós-colheitaDocumento9 páginasDistúrbios fisiológicos em maçãs pós-colheitaCarine CoccoAinda não há avaliações
- DIETA DASH PARA INICIANTES: Obtenha uma vida saudável perdendo peso de forma rápida, saudável e equilibrada. Reduzir a pressão arterial, inchaço abdominal e inflamação corporalNo EverandDIETA DASH PARA INICIANTES: Obtenha uma vida saudável perdendo peso de forma rápida, saudável e equilibrada. Reduzir a pressão arterial, inchaço abdominal e inflamação corporalNota: 4 de 5 estrelas4/5 (14)
- O corpo explica as 3 funções do excesso de peso: Revelações chocantes sobre o motivo pelo qual as pessoas não conseguem emagrecerNo EverandO corpo explica as 3 funções do excesso de peso: Revelações chocantes sobre o motivo pelo qual as pessoas não conseguem emagrecerNota: 5 de 5 estrelas5/5 (3)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Hipertrofia Muscular: da Nutrição à SuplementaçãoNo EverandHipertrofia Muscular: da Nutrição à SuplementaçãoAinda não há avaliações
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Detox de 10 dias: Como os sucos verdes limpam o seu organismo e emagrecemNo EverandDetox de 10 dias: Como os sucos verdes limpam o seu organismo e emagrecemNota: 2 de 5 estrelas2/5 (1)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Cozinha Vegana: 80 Receitas Práticas, Saudáveis E SaborosasNo EverandCozinha Vegana: 80 Receitas Práticas, Saudáveis E SaborosasAinda não há avaliações
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Manual de Condutas em Emergências NeurológicasNo EverandManual de Condutas em Emergências NeurológicasAinda não há avaliações
- Uma dieta além da moda: Uma abordagem científica para a perda de peso e a manutenção da sáudeNo EverandUma dieta além da moda: Uma abordagem científica para a perda de peso e a manutenção da sáudeNota: 4.5 de 5 estrelas4.5/5 (4)