Você também pode gostar
- (Apostila) Tecnologia de Solda - SENAIDocumento89 páginas(Apostila) Tecnologia de Solda - SENAIEduardo Bandeira100% (3)
- Parte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaNo EverandParte elétrica e dispositivos elétricos da NR 12: conceitos básicos e fundamentais para a compreensão da normaNota: 5 de 5 estrelas5/5 (3)
- NR 34 - Solda EletricaDocumento19 páginasNR 34 - Solda EletricaHugo NunesAinda não há avaliações
- Apostila de Solda EletricaDocumento6 páginasApostila de Solda EletricaAntônio CastroAinda não há avaliações
- Soldador de TubulacaoDocumento144 páginasSoldador de Tubulacaoalanrego_agprAinda não há avaliações
- Solda Eduardo OKDocumento52 páginasSolda Eduardo OKAndreia HolzAinda não há avaliações
- Ferro Solda e SoldagemDocumento38 páginasFerro Solda e Soldagemandr3_r3isAinda não há avaliações
- Eletrodo Revestido - Aula 2Documento26 páginasEletrodo Revestido - Aula 2Tiago FelixAinda não há avaliações
- Curso Eletronica 1Documento20 páginasCurso Eletronica 1Iuri Lima da CostaAinda não há avaliações
- Eletrodo Revestido: Marc A Instit Uiçã o Ensi NoDocumento62 páginasEletrodo Revestido: Marc A Instit Uiçã o Ensi NoMaria Jose NascimentoAinda não há avaliações
- Projetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XviiiNo EverandProjetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XviiiAinda não há avaliações
- SOLDADURA Por Arco Eléctrico PortuguesDocumento31 páginasSOLDADURA Por Arco Eléctrico PortuguesAdrián RevillaAinda não há avaliações
- Projetos Com Stm8s103f3 Programado Em Arduino - Parte INo EverandProjetos Com Stm8s103f3 Programado Em Arduino - Parte IAinda não há avaliações
- Noções Gerais SoldaduraDocumento20 páginasNoções Gerais SoldaduraDelzia BartolomeuAinda não há avaliações
- Exercícios de Fundição e SoldagemDocumento13 páginasExercícios de Fundição e SoldagemCeliomar FranciscoAinda não há avaliações
- FUSÍVEIS E DISJUNTORESDocumento20 páginasFUSÍVEIS E DISJUNTORESIgour MartinsAinda não há avaliações
- Eletricista de Manutenção ProfissionalDocumento53 páginasEletricista de Manutenção ProfissionalRobson MeloAinda não há avaliações
- Projetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte INo EverandProjetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte IAinda não há avaliações
- Efeitos Da Corrente ElétricaDocumento2 páginasEfeitos Da Corrente ElétricaMaria Andreina OliveiraAinda não há avaliações
- Como Soldar Por Arco Elétrico: 18 Passos (Com Imagens)Documento15 páginasComo Soldar Por Arco Elétrico: 18 Passos (Com Imagens)Iassine CadirAinda não há avaliações
- Aula 01 - MSDocumento5 páginasAula 01 - MSFabrício CavalcanteAinda não há avaliações
- informatica 1Documento11 páginasinformatica 1Júlio Alberto RaúlAinda não há avaliações
- Conceitos básicos de eletricidade, segurança e ferramentas do eletricistaDocumento8 páginasConceitos básicos de eletricidade, segurança e ferramentas do eletricistafatimalfredoAinda não há avaliações
- Aula 01 - Processos de Soldagem I - IntroduçãoDocumento12 páginasAula 01 - Processos de Soldagem I - IntroduçãoAntonio Marcos RochaAinda não há avaliações
- Apostila de Eletronica GeralDocumento100 páginasApostila de Eletronica GeralagamenonAinda não há avaliações
- Soldagem ao arco elétricoDocumento20 páginasSoldagem ao arco elétricorobsonAinda não há avaliações
- Manutenção EletrônicaDocumento123 páginasManutenção EletrônicaHailton SantosAinda não há avaliações
- Aula 3 Soldagem UniritterDocumento26 páginasAula 3 Soldagem UniritterBrick FacilAinda não há avaliações
- NR 10: Norma que trata da segurança em instalações e serviços com eletricidadeDocumento161 páginasNR 10: Norma que trata da segurança em instalações e serviços com eletricidadeBC CUNHAAinda não há avaliações
- Apontemento 1 TMRUEDocumento6 páginasApontemento 1 TMRUEzizo zozi100% (1)
- 13 Causas Comuns de Falhas em Motores EletricosDocumento28 páginas13 Causas Comuns de Falhas em Motores EletricoscardozoedmAinda não há avaliações
- Apostila NR 10 Segurança em Instalações E Serviços em EletricidadeDocumento30 páginasApostila NR 10 Segurança em Instalações E Serviços em EletricidadeMarcioAinda não há avaliações
- Processos de Soldagem com Eletrodo Revestido, MIG e TIGDocumento21 páginasProcessos de Soldagem com Eletrodo Revestido, MIG e TIGGabriela OliveiraAinda não há avaliações
- Soldagem com feixe de elétrons: características e aplicaçõesDocumento4 páginasSoldagem com feixe de elétrons: características e aplicaçõesLaurena AlmeidaAinda não há avaliações
- NR10Documento200 páginasNR10Ari SilvaAinda não há avaliações
- Apostila Soldagem ER-básicoDocumento53 páginasApostila Soldagem ER-básicoLuiz CostaAinda não há avaliações
- Processo de usinagem para medalhasDocumento7 páginasProcesso de usinagem para medalhasmmaguapoAinda não há avaliações
- Processo de Fabricação Não ConvencionalDocumento34 páginasProcesso de Fabricação Não ConvencionalRadtechAinda não há avaliações
- Soldagem Aula 2Documento56 páginasSoldagem Aula 2Jose Mario GodoiAinda não há avaliações
- 10 Eletrodo-Revestido-MIG-MAG-e-TIG Parte 2Documento47 páginas10 Eletrodo-Revestido-MIG-MAG-e-TIG Parte 2Rodrigo SilvaAinda não há avaliações
- Soldagem ao arco elétricoDocumento20 páginasSoldagem ao arco elétricoAlanderson Oliveira BatistaAinda não há avaliações
- Ufcd 6075Documento75 páginasUfcd 6075hlsampaio100% (1)
- Dokumen - Tips Processo Eletrodos Revestidos 02 Eletrodos Revestidos Ipdf Soldagem EletricaDocumento23 páginasDokumen - Tips Processo Eletrodos Revestidos 02 Eletrodos Revestidos Ipdf Soldagem EletricaCarlos LucasAinda não há avaliações
- Modelo - Relatório Guilherme Silva Relatório (1) - 1 (1) .1700492947463-3Documento26 páginasModelo - Relatório Guilherme Silva Relatório (1) - 1 (1) .1700492947463-3gscguilherme1Ainda não há avaliações
- Campos eletromagnéticos eletricistaDocumento1 páginaCampos eletromagnéticos eletricistaJeferson FerreiraAinda não há avaliações
- Segurança na Soldagem MIG/MAGDocumento26 páginasSegurança na Soldagem MIG/MAGFernando CorralAinda não há avaliações
- DISJUNTORES TERMOMAGNÉTICOS - FuncionamentoDocumento5 páginasDISJUNTORES TERMOMAGNÉTICOS - FuncionamentoGabiih FerrazAinda não há avaliações
- Apostila Raios XDocumento16 páginasApostila Raios XCristiane HaddadAinda não há avaliações
- Dokumen - Tips Processo Eletrodos Revestidos 02 Eletrodos Revestidos Ipdf Soldagem EletricaDocumento23 páginasDokumen - Tips Processo Eletrodos Revestidos 02 Eletrodos Revestidos Ipdf Soldagem EletricaCarlos LucasAinda não há avaliações
- Soldagem Eletrodo RevestidoDocumento66 páginasSoldagem Eletrodo Revestidowellington848100% (6)
- M1 - D4 - T1 - Soldagem A Arco Eletrodo RevestidoDocumento13 páginasM1 - D4 - T1 - Soldagem A Arco Eletrodo RevestidoCarlos LucasAinda não há avaliações
- Apostila Curtso Básico em Solda Eletrodo RevestidoDocumento33 páginasApostila Curtso Básico em Solda Eletrodo RevestidoCarlos LucasAinda não há avaliações
- Dokumen - Tips Processo Eletrodos Revestidos 02 Eletrodos Revestidos Ipdf Soldagem EletricaDocumento23 páginasDokumen - Tips Processo Eletrodos Revestidos 02 Eletrodos Revestidos Ipdf Soldagem EletricaCarlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila01Documento10 páginasBasico em Solda Eletrodo Apostila01Carlos LucasAinda não há avaliações
- M1 D5 T1 EletrodosDocumento8 páginasM1 D5 T1 EletrodosRodrigo Del Guerso SoaresAinda não há avaliações
- Notas de Aula - Processo Eletrodos RevestidosDocumento7 páginasNotas de Aula - Processo Eletrodos RevestidosHenrique Ferreira NunesAinda não há avaliações
- Basico em Solda Eletrodo Apostila02Documento7 páginasBasico em Solda Eletrodo Apostila02Carlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila03Documento14 páginasBasico em Solda Eletrodo Apostila03Carlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila02Documento7 páginasBasico em Solda Eletrodo Apostila02Carlos LucasAinda não há avaliações
- Básico em Solda Eletrodo RevestidoDocumento33 páginasBásico em Solda Eletrodo RevestidoCarlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila04Documento9 páginasBasico em Solda Eletrodo Apostila04Carlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila01Documento10 páginasBasico em Solda Eletrodo Apostila01Carlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila04Documento9 páginasBasico em Solda Eletrodo Apostila04Carlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila02Documento7 páginasBasico em Solda Eletrodo Apostila02Carlos LucasAinda não há avaliações
- Basico em Solda Eletrodo Apostila05Documento8 páginasBasico em Solda Eletrodo Apostila05Carlos LucasAinda não há avaliações
- Live RLM 3Documento6 páginasLive RLM 3Carlos LucasAinda não há avaliações
- Instrutor de SoldagemDocumento38 páginasInstrutor de SoldagemCarlos Lucas100% (1)
- Instrutor de Soldagem 5Documento7 páginasInstrutor de Soldagem 5Carlos LucasAinda não há avaliações
- Curso de Soldagem Apostila 1Documento12 páginasCurso de Soldagem Apostila 1Carlos LucasAinda não há avaliações
- Instrutor de Soldagem 3Documento8 páginasInstrutor de Soldagem 3Carlos LucasAinda não há avaliações
- Curso Básico de Soldador EletricoDocumento33 páginasCurso Básico de Soldador EletricoCarlos Lucas100% (1)
- Curso de Soldagem Apostila 1Documento12 páginasCurso de Soldagem Apostila 1Carlos LucasAinda não há avaliações
- RLM 3 para ConcursosDocumento20 páginasRLM 3 para ConcursosCarlos LucasAinda não há avaliações
- Live RLM 2Documento7 páginasLive RLM 2Carlos LucasAinda não há avaliações
- Manual FC202 - PT Danfoss PDFDocumento240 páginasManual FC202 - PT Danfoss PDFMoises SantosAinda não há avaliações
- Medição de nível de luminosidade através de fotoresistor (LDRDocumento7 páginasMedição de nível de luminosidade através de fotoresistor (LDRMikhaél Braga MeinkeAinda não há avaliações
- Análise Das Tensões de Restabelecimento Transitórias Nos Disjuntores de Subestações de 230 KVDocumento53 páginasAnálise Das Tensões de Restabelecimento Transitórias Nos Disjuntores de Subestações de 230 KVAlvaro OliveiraAinda não há avaliações
- I30 Positivo Corp Manual UsuarioDocumento36 páginasI30 Positivo Corp Manual UsuarioAbel Henrique Santos GomesAinda não há avaliações
- Instalação de sistemas fotovoltaicosDocumento50 páginasInstalação de sistemas fotovoltaicosjoao victorAinda não há avaliações
- Saber Eletrônica 341Documento84 páginasSaber Eletrônica 341Luiz059100% (1)
- Eletromagnetismo 2Documento21 páginasEletromagnetismo 2Raphael AbreuAinda não há avaliações
- Proteção e manobra de motores até 100A com disjuntores SIRIUS 3RV1Documento39 páginasProteção e manobra de motores até 100A com disjuntores SIRIUS 3RV1Terry RaymondAinda não há avaliações
- Família de CIs 74xxxDocumento4 páginasFamília de CIs 74xxxLeonardo UAinda não há avaliações
- Campos Elétricos e MagnéticosDocumento5 páginasCampos Elétricos e Magnéticos.100% (1)
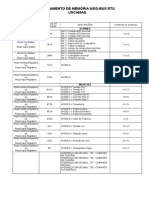
- MapModbusRTUgerMedAlarFuncGMGDocumento1 páginaMapModbusRTUgerMedAlarFuncGMGthyagoenergAinda não há avaliações
- Aula 01 - Instalações Prediais I (4687) PDFDocumento51 páginasAula 01 - Instalações Prediais I (4687) PDFLucy TavaresAinda não há avaliações
- Erro Lava e Seca LSE12Documento2 páginasErro Lava e Seca LSE12Marcelo OliveiraAinda não há avaliações
- Noções de Eletricidade para SENAIDocumento78 páginasNoções de Eletricidade para SENAIrenan100% (1)
- Apostila LabDocumento82 páginasApostila LabAndre Lourenço PinhoAinda não há avaliações
- Inversor Solar On Grid Monofasico 10 KW Com Wi Fi Especificacao TecnicaDocumento2 páginasInversor Solar On Grid Monofasico 10 KW Com Wi Fi Especificacao TecnicaPhelippeKabadAinda não há avaliações
- Manual DR GeDocumento12 páginasManual DR GeromarioAinda não há avaliações
- TV Defeitos ÁrvoreDocumento60 páginasTV Defeitos ÁrvoreJunior MalitAinda não há avaliações
- Pick-Up - Sensor MagnéticoDocumento14 páginasPick-Up - Sensor MagnéticoTaz Juan GAinda não há avaliações
- WagoDocumento300 páginasWagoGustavo MoreiraAinda não há avaliações
- An Fpga Implementation For CNNDocumento71 páginasAn Fpga Implementation For CNNTRUNG PHẠM ĐÌNHAinda não há avaliações
- Componentes motor dieselDocumento5 páginasComponentes motor dieselWillian BrucaloAinda não há avaliações
- DL 8000Documento609 páginasDL 8000cristinainoueAinda não há avaliações
- Guia rápido de conectividade VSATDocumento11 páginasGuia rápido de conectividade VSATcleitonnunesmonteloAinda não há avaliações
- Fundamentos EletricidadeDocumento23 páginasFundamentos EletricidadeDouglas FreitasAinda não há avaliações
- Componentes CC e CADocumento4 páginasComponentes CC e CAFrancisco LopesAinda não há avaliações
- Marinha Do Brasil Centro de Instrução Almirante Graça Aranha Escola de Formação de Oficiais Da Marinha MercanteDocumento40 páginasMarinha Do Brasil Centro de Instrução Almirante Graça Aranha Escola de Formação de Oficiais Da Marinha MercanteJoão Gabriel B AbrantesAinda não há avaliações
- LSD 2019-20 AulaTP04Documento26 páginasLSD 2019-20 AulaTP04Will SouzaAinda não há avaliações
- Aula 1 Introduo Ao SEPDocumento24 páginasAula 1 Introduo Ao SEPEduardo FrigeriAinda não há avaliações
- Configuração básica do inversor de frequência PowerFlex 4Documento9 páginasConfiguração básica do inversor de frequência PowerFlex 4Ronaldo Tourinho100% (1)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Estratégias E Macetes Matemáticos Para ConcurseirosNo EverandEstratégias E Macetes Matemáticos Para ConcurseirosAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)