Você também pode gostar
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- MWM D229-3 - Catálogo de PeçasDocumento73 páginasMWM D229-3 - Catálogo de PeçasManoel RodriguesAinda não há avaliações
- Importância do Desenho Técnico e suas AplicaçõesDocumento126 páginasImportância do Desenho Técnico e suas AplicaçõesAntônio MendesAinda não há avaliações
- Esquemas de MotoresDocumento45 páginasEsquemas de Motoresscribd_elias100% (1)
- Cálculo de Ligações MetálicasDocumento19 páginasCálculo de Ligações MetálicasEdinho Américo0% (1)
- Estoques de peças e componentes para colheitadeiras Hercules 10000Documento454 páginasEstoques de peças e componentes para colheitadeiras Hercules 10000Willian Bighi100% (3)
- Bombas e Motores Óleo-Hidraulicos CatálogoDocumento74 páginasBombas e Motores Óleo-Hidraulicos CatálogoEduardo Cramer100% (2)
- Falhas GNVDocumento2 páginasFalhas GNVrafwebAinda não há avaliações
- PARAFUSOSDocumento88 páginasPARAFUSOSAntonio Carlos S. FreitasAinda não há avaliações
- Elementos de Máquinas Senai-CimatecDocumento419 páginasElementos de Máquinas Senai-CimatecIgor FerreiraAinda não há avaliações
- Apostila de Projeto de FerramentaDocumento49 páginasApostila de Projeto de FerramentaValdecir ferreira dos santosAinda não há avaliações
- Projeto de Ferramentas para Conformação de ChapasDocumento254 páginasProjeto de Ferramentas para Conformação de ChapasAna Carolina PaulaAinda não há avaliações
- Elementos de Fixação e Rebites para MecânicaDocumento191 páginasElementos de Fixação e Rebites para MecânicaGabriel TresAinda não há avaliações
- TM 159 Slides Projeto de Ferramentas em Conformação de Chapas10Documento218 páginasTM 159 Slides Projeto de Ferramentas em Conformação de Chapas10hed_panAinda não há avaliações
- Trabalho em Componentes SMD PDFDocumento10 páginasTrabalho em Componentes SMD PDFRoberley Paes100% (1)
- Estampagem de Aços: Corte e FuraçãoDocumento52 páginasEstampagem de Aços: Corte e FuraçãoItalo David Mamulengo0% (1)
- Sales, JoseJairo LigacoesEstruturasAcoDocumento129 páginasSales, JoseJairo LigacoesEstruturasAcoKassio Ferreira - Portal da Engenharia100% (1)
- NBR 6355 PDFDocumento37 páginasNBR 6355 PDFOscar Eustáchio100% (1)
- F - CATALOGOS - CATALOGO MWM - Lista de Preços VALTRADocumento15 páginasF - CATALOGOS - CATALOGO MWM - Lista de Preços VALTRACaroline Rosa0% (1)
- Catálogo Técnico de HidrolavadorasDocumento13 páginasCatálogo Técnico de HidrolavadorasJunivaldo MelloAinda não há avaliações
- Sistema de Ventilação GNVDocumento3 páginasSistema de Ventilação GNVjulioAinda não há avaliações
- Slides Projeto de Ferramentas em Conformação de ChapasDocumento218 páginasSlides Projeto de Ferramentas em Conformação de Chapashed_pan100% (2)
- Normas Desenho TécnicoDocumento63 páginasNormas Desenho TécnicoSuzanneSilvaAinda não há avaliações
- Peças do cubo dianteiro esquerdo do reboque 30000 INOXDocumento143 páginasPeças do cubo dianteiro esquerdo do reboque 30000 INOXWellivelton Dos Santos100% (1)
- Tudo Sobre MecanicaAutomotiva PDFDocumento244 páginasTudo Sobre MecanicaAutomotiva PDFEduardo EduAinda não há avaliações
- Elementos de MaquinasDocumento27 páginasElementos de Maquinasgustavodm8100% (2)
- Desenho Mecânico - ApresentaçãoDocumento24 páginasDesenho Mecânico - ApresentaçãoFelipe GustavoAinda não há avaliações
- Eletrodo+RevestidoDocumento95 páginasEletrodo+RevestidoJose Mario GodoiAinda não há avaliações
- Noções de Soldagem - Copia - PPTX Novo - PPTX 4GDocumento66 páginasNoções de Soldagem - Copia - PPTX Novo - PPTX 4GROBERTOAinda não há avaliações
- Desenhos de Execução: Guia Completo para Desenhos de Detalhe e MontagemDocumento63 páginasDesenhos de Execução: Guia Completo para Desenhos de Detalhe e MontagemJefferson DavidAinda não há avaliações
- Projeto e cálculo de dimensões de soldas de filete em estruturas metálicasDocumento62 páginasProjeto e cálculo de dimensões de soldas de filete em estruturas metálicasAndre FerreiraAinda não há avaliações
- PROCESSOS DE SOLDAGEM E CALDEIRARIADocumento24 páginasPROCESSOS DE SOLDAGEM E CALDEIRARIADouglas ErhartAinda não há avaliações
- NBR 6355 PB 347 - PFFDocumento37 páginasNBR 6355 PB 347 - PFFJosé Da SilvaAinda não há avaliações
- RebitesDocumento12 páginasRebitesMArceloAinda não há avaliações
- DES1 - Aula 2 - LinhasDocumento25 páginasDES1 - Aula 2 - LinhasJoão SilvaAinda não há avaliações
- Matrizes para forjamento: materiais e projeto preliminarDocumento44 páginasMatrizes para forjamento: materiais e projeto preliminarGabriel RodriguesAinda não há avaliações
- Roscas e ParafusosDocumento10 páginasRoscas e ParafusosLuiz LayonAinda não há avaliações
- Roteiro de Prática Ajustagem Mecânica Tipos de RoscasDocumento9 páginasRoteiro de Prática Ajustagem Mecânica Tipos de RoscasPaulo KevinAinda não há avaliações
- Simbologia de Soldagem A PDFDocumento56 páginasSimbologia de Soldagem A PDFJean MarcosAinda não há avaliações
- Descontinuidades de SoldaduraDocumento38 páginasDescontinuidades de SoldaduraClem MaboteAinda não há avaliações
- Pinos, cavilhas, chavetas e dimensionamentoDocumento41 páginasPinos, cavilhas, chavetas e dimensionamentojorge_binottoAinda não há avaliações
- Elementos tracionados em engenharia civilDocumento23 páginasElementos tracionados em engenharia civilGil Mota100% (1)
- Exercícios+de+Fixação+-+aula+03Documento4 páginasExercícios+de+Fixação+-+aula+03Jose Mario GodoiAinda não há avaliações
- Desenho de Maquinas - Aula V - Alunos-1Documento43 páginasDesenho de Maquinas - Aula V - Alunos-1Richard CamargoAinda não há avaliações
- Elementos de MáquinasDocumento3 páginasElementos de MáquinasLarissa HiroshimaAinda não há avaliações
- Abraão Bragança - A.P. Elementos de MáquinasDocumento4 páginasAbraão Bragança - A.P. Elementos de MáquinasMeira da SilvaAinda não há avaliações
- MecAplicada 4Documento22 páginasMecAplicada 4hmscunhaAinda não há avaliações
- Parafusos: tipos, padrões de rosca e aplicaçõesDocumento88 páginasParafusos: tipos, padrões de rosca e aplicaçõesFélix FerreiraAinda não há avaliações
- Ligações em Estruturas MetálicasDocumento22 páginasLigações em Estruturas MetálicasMustak Latife MussaAinda não há avaliações
- Ferramentas para estampagem de peças - componentes e especificaçõesDocumento36 páginasFerramentas para estampagem de peças - componentes e especificaçõesLucas Ferrari GerezAinda não há avaliações
- Elem Máq. CompletoDocumento507 páginasElem Máq. CompletoROBSON CRUZ STOCCOAinda não há avaliações
- Estruturas de Aço I - Aula 03 PDFDocumento34 páginasEstruturas de Aço I - Aula 03 PDFGu SimõesAinda não há avaliações
- Aula 6.2023Documento45 páginasAula 6.2023Rafael BartzAinda não há avaliações
- Normas gerais do desenho técnico mecânicoDocumento60 páginasNormas gerais do desenho técnico mecânicoLucas OrlandoAinda não há avaliações
- Estampagem de Aços: Processos e Comportamento MecânicoDocumento49 páginasEstampagem de Aços: Processos e Comportamento MecânicoPesquisa DesenvolvimentoAinda não há avaliações
- Aulas Barras Tracionadas 2022Documento11 páginasAulas Barras Tracionadas 2022Adriel Augusto Dos Santos SilvaAinda não há avaliações
- Aços para moldes e matrizesDocumento7 páginasAços para moldes e matrizesAlcione GalvãoAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Desenvolvendo Projetos Programados Em C Para Mcu Z80 Volume ÚnicoNo EverandDesenvolvendo Projetos Programados Em C Para Mcu Z80 Volume ÚnicoAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte INo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IAinda não há avaliações
- Desenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoNo EverandDesenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoAinda não há avaliações
- Valvula de Expansao ParkerDocumento92 páginasValvula de Expansao ParkerferAinda não há avaliações
- Manual de Normas Técnicas de Formatação de Trabalho de Conclusão de CursoDocumento126 páginasManual de Normas Técnicas de Formatação de Trabalho de Conclusão de CursoRobertoVianaCardosoAinda não há avaliações
- 2 PT-BR - Rolling Bearings PDFDocumento1.382 páginas2 PT-BR - Rolling Bearings PDFAlisson GomesAinda não há avaliações
- Catalogo EmersonDocumento28 páginasCatalogo EmersonReinaldo Marques100% (1)
- Vim 2012Documento95 páginasVim 2012tarado23Ainda não há avaliações
- Estruturas Isostaticas Maria Cascao PDFDocumento163 páginasEstruturas Isostaticas Maria Cascao PDFRobertoVianaCardoso100% (1)
- Juca Fogo O Diário de Um Pé de CanaDocumento93 páginasJuca Fogo O Diário de Um Pé de CanaAlcione AlvezAinda não há avaliações
- Manual Usuario Fina 320Documento39 páginasManual Usuario Fina 320Edson JúniorAinda não há avaliações
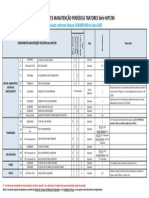
- Manutenção periódica trator MF7200Documento1 páginaManutenção periódica trator MF7200Super AgroAinda não há avaliações
- Check list de inspeção para transporte de cloroDocumento2 páginasCheck list de inspeção para transporte de cloroshevanny cabralAinda não há avaliações
- Procedimento para operação de empilhadeirasDocumento2 páginasProcedimento para operação de empilhadeirasMauro SantosAinda não há avaliações
- Lista 05Documento1 páginaLista 05Sergío SoaresAinda não há avaliações
- Manual Kyosho PERFEX KA-6Documento4 páginasManual Kyosho PERFEX KA-6Marcio Wayne GossAinda não há avaliações
- Plano de Manutenção - Munck - Lpy 7D8Documento2 páginasPlano de Manutenção - Munck - Lpy 7D8aldo12011985Ainda não há avaliações
- Agrupamento de Escolas de Alcácer Do SalDocumento3 páginasAgrupamento de Escolas de Alcácer Do SalIsabel E Rui GuimarãesAinda não há avaliações
- Negócio Franquia Quick LubeDocumento10 páginasNegócio Franquia Quick Lubewashington783Ainda não há avaliações
- Manual Do Proprietário - SEM 618D - R3Documento24 páginasManual Do Proprietário - SEM 618D - R3Willian LimaAinda não há avaliações
- 02-Teste Dos LogotiposDocumento31 páginas02-Teste Dos Logotiposv100abreu100% (2)
- Correia de distribuição Fiat Brava 1,9D JTDDocumento5 páginasCorreia de distribuição Fiat Brava 1,9D JTDvictorjoseteixeiraAinda não há avaliações
- Motor universal: funcionamento, vantagens e aplicaçõesDocumento3 páginasMotor universal: funcionamento, vantagens e aplicaçõesJulia GrachAinda não há avaliações
- Manual Do Prisma 2015 PDFDocumento329 páginasManual Do Prisma 2015 PDFMarciele0% (1)
- TCC 1 ParteDocumento9 páginasTCC 1 PartefabioAinda não há avaliações
- ARREFECIMENTODocumento59 páginasARREFECIMENTOWesley MissonAinda não há avaliações
- Inspeção Funcionamento Luzes IntermitentesDocumento4 páginasInspeção Funcionamento Luzes IntermitentesAFRANIOAinda não há avaliações
- Segmentação de MercadoDocumento14 páginasSegmentação de MercadoAl DdAinda não há avaliações
- Planejamento urbano e mobilidade em FlorianópolisDocumento16 páginasPlanejamento urbano e mobilidade em FlorianópolisEmannuel CostaAinda não há avaliações
- Catalogo Rocadeira FRONTKOP 115II EXDocumento18 páginasCatalogo Rocadeira FRONTKOP 115II EXmarta amaranteAinda não há avaliações