Você também pode gostar
- Produção de Revestimento CerâmicoDocumento10 páginasProdução de Revestimento CerâmicoDouglas dos SantosAinda não há avaliações
- Análise Da Influência Do Conformal Cooling em Um Molde de Injeção de Plástico Comparado Com A Refrigeração ConvencionalDocumento14 páginasAnálise Da Influência Do Conformal Cooling em Um Molde de Injeção de Plástico Comparado Com A Refrigeração ConvencionalCaio GrisottoAinda não há avaliações
- Estudo da nucleação de trincas em aço inoxidável para implantesDocumento8 páginasEstudo da nucleação de trincas em aço inoxidável para implantesMatheus BorgesAinda não há avaliações
- Forjamento - TrabalhoDocumento23 páginasForjamento - TrabalhoLidia NeryAinda não há avaliações
- Artigo Formação de DendritasDocumento12 páginasArtigo Formação de DendritasCesar SilvaAinda não há avaliações
- Análise da Perda de Área do Aço 4340 e 1020 na Corrosão por Solução SalinaDocumento15 páginasAnálise da Perda de Área do Aço 4340 e 1020 na Corrosão por Solução SalinaLucas Ramos E SilvaAinda não há avaliações
- Retorno elástico em dobramento de chapas metálicasDocumento8 páginasRetorno elástico em dobramento de chapas metálicasAlcivone ColetAinda não há avaliações
- Questionário sobre processos de conformação de chapasDocumento5 páginasQuestionário sobre processos de conformação de chapasJair De Oliveira PereiraAinda não há avaliações
- Influência do nível de deformação nas bandas de LüdersDocumento5 páginasInfluência do nível de deformação nas bandas de Lüdersjetta ldAinda não há avaliações
- Artigo CONEM 2014Documento7 páginasArtigo CONEM 2014Pedro PerdigãoAinda não há avaliações
- SELEÇÃO DE MATERIAIS E PROCESSOS PARA ENGENHARIADocumento26 páginasSELEÇÃO DE MATERIAIS E PROCESSOS PARA ENGENHARIABruna SimonaggioAinda não há avaliações
- Resistência À Erosão Por Cavitação de Revestimentos SoldadosDocumento10 páginasResistência À Erosão Por Cavitação de Revestimentos SoldadosSérgio Barra100% (1)
- Conformação Mecanica IDocumento35 páginasConformação Mecanica IKatia GamaAinda não há avaliações
- IIIt23-006_influencia A356 _ cruz_2018Documento7 páginasIIIt23-006_influencia A356 _ cruz_2018Adalberto Gomes de MirandaAinda não há avaliações
- Fundição molde metálicoDocumento32 páginasFundição molde metálicoEduardo Domingues100% (1)
- Problemas Metalurgicos Comuns A Varios PDFDocumento39 páginasProblemas Metalurgicos Comuns A Varios PDFJoao SilvaAinda não há avaliações
- Sistema de Alimentação em Fundição de Ferro FundidoDocumento13 páginasSistema de Alimentação em Fundição de Ferro FundidoNosgam SilvaAinda não há avaliações
- A Ação Do Vento em Silos CilíndricosDocumento27 páginasA Ação Do Vento em Silos CilíndricosSuzane Santana CotrimAinda não há avaliações
- 203-Texto Do Artigo FundiçãoDocumento9 páginas203-Texto Do Artigo Fundiçãoluiz fernando PereiraAinda não há avaliações
- Condições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Documento14 páginasCondições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Thiago R.Ainda não há avaliações
- Usinabilidade do Ferro Fundido NodularDocumento10 páginasUsinabilidade do Ferro Fundido NodularAntônio Fernando GoulartAinda não há avaliações
- Estampagem de Aços: Processos e Comportamento MecânicoDocumento49 páginasEstampagem de Aços: Processos e Comportamento MecânicoPesquisa DesenvolvimentoAinda não há avaliações
- To Por Martelamento RotativoDocumento10 páginasTo Por Martelamento RotativororameAinda não há avaliações
- Dissertacao Heber Pires OtomarlDocumento153 páginasDissertacao Heber Pires OtomarlLucas LanaAinda não há avaliações
- Estudo Da Microestrutura e Da Dureza Da Liga de Alumínio Aa6351 Após o Forjamento e Tratamento TérmicoDocumento12 páginasEstudo Da Microestrutura e Da Dureza Da Liga de Alumínio Aa6351 Após o Forjamento e Tratamento TérmicojsignacioAinda não há avaliações
- Mudança no processo de fabricação de machos aumenta produtividade em 5,9Documento24 páginasMudança no processo de fabricação de machos aumenta produtividade em 5,9FRANCIELE DE FATIMA PAULINO (A)Ainda não há avaliações
- Trabalho IntegridadeDocumento10 páginasTrabalho Integridadeerick.diasAinda não há avaliações
- Trabalho Final IntegridadeDocumento10 páginasTrabalho Final Integridadeerick.diasAinda não há avaliações
- Corte e dobra de aços planosDocumento7 páginasCorte e dobra de aços planosHenrique FerreiraAinda não há avaliações
- Plano de Trabalho Universidade Federal de Campina GrandeDocumento11 páginasPlano de Trabalho Universidade Federal de Campina GrandeRaimundo CruzAinda não há avaliações
- Análise Das Propriedades Refratárias de Luvas Ebt (Eccentric Bottom Tapping) E Relação Com O Desempenho em OperaçãoDocumento10 páginasAnálise Das Propriedades Refratárias de Luvas Ebt (Eccentric Bottom Tapping) E Relação Com O Desempenho em Operaçãorubia-maressaAinda não há avaliações
- Trabalho Semestral de Conformação Dos MetaisDocumento6 páginasTrabalho Semestral de Conformação Dos MetaisFernanda De Oliveira GarciaAinda não há avaliações
- Coteq006 03Documento5 páginasCoteq006 03Adilmar E. NatãnyAinda não há avaliações
- MCC - Lab 7Documento15 páginasMCC - Lab 7Camilla FrançaAinda não há avaliações
- Estudo Da Recristalização de Um Aço Sae 1006 Laminado A FrioDocumento36 páginasEstudo Da Recristalização de Um Aço Sae 1006 Laminado A FrioKaori OubaAinda não há avaliações
- Processos de Fabricação - Aula 7Documento24 páginasProcessos de Fabricação - Aula 7Guilherme ManhãesAinda não há avaliações
- Relatório LaminaçãoDocumento14 páginasRelatório LaminaçãoThiago DiasAinda não há avaliações
- Analises de Falha de Um Gerador Atraves Do FMEADocumento8 páginasAnalises de Falha de Um Gerador Atraves Do FMEAJoao Vitor de Almeida SoaresAinda não há avaliações
- ANÁLISE DA MICROESTRUTURA DO AÇO 1020 - FinalDocumento4 páginasANÁLISE DA MICROESTRUTURA DO AÇO 1020 - FinalgmarttoAinda não há avaliações
- Apostila de Projeto de FerramentaDocumento49 páginasApostila de Projeto de FerramentaValdecir ferreira dos santosAinda não há avaliações
- Processos de Fundição em AreiaDocumento7 páginasProcessos de Fundição em AreiaLucas MarceloAinda não há avaliações
- Relatório FinalDocumento32 páginasRelatório FinalGabriel Barros NogueiraAinda não há avaliações
- Corrosion Fatigue Cracking in Paper Machine Felt Guide Roll Shafts - En.ptDocumento15 páginasCorrosion Fatigue Cracking in Paper Machine Felt Guide Roll Shafts - En.ptJoão PedroAinda não há avaliações
- Estudo Do Empenamento de Chapas de Aço Sae 1020 e Inox Aisi 304L em Soldagem Com Eletrodos RevestidosDocumento16 páginasEstudo Do Empenamento de Chapas de Aço Sae 1020 e Inox Aisi 304L em Soldagem Com Eletrodos RevestidosMateus QueirozAinda não há avaliações
- Soldagem e fundição laboratórioDocumento4 páginasSoldagem e fundição laboratórioArthur SilvaAinda não há avaliações
- Padronização de Metodologia de Ensaio de Moagem Escala Piloto Paraavaliação Da Taxa de Desgaste de Corpos MoedoresDocumento7 páginasPadronização de Metodologia de Ensaio de Moagem Escala Piloto Paraavaliação Da Taxa de Desgaste de Corpos MoedoresgabrielAinda não há avaliações
- Análise da solidificação de aços inoxidável e microligadoDocumento9 páginasAnálise da solidificação de aços inoxidável e microligadoArthur5piderAinda não há avaliações
- Tribocorrosão da liga CoCrMo em implantes de quadrilDocumento13 páginasTribocorrosão da liga CoCrMo em implantes de quadrillucianeckAinda não há avaliações
- A3 Comportamentos Dos MateriaisDocumento9 páginasA3 Comportamentos Dos MateriaisMailson Arruda De AzevedoAinda não há avaliações
- Aissar - Relatório de CTMDocumento10 páginasAissar - Relatório de CTMmuradnetoAinda não há avaliações
- Fundido ou forjado? Uma avaliação realística dos processosDocumento6 páginasFundido ou forjado? Uma avaliação realística dos processosfabiopalvesAinda não há avaliações
- APOSTILA - ForjamentoDocumento20 páginasAPOSTILA - ForjamentoLeonardo HartmannAinda não há avaliações
- Alma Senoidal em GalpõesDocumento5 páginasAlma Senoidal em GalpõesLaerteBessaMatias1Ainda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Reologia do Concreto: Fatores influentes para previsão da retração e fluênciaNo EverandReologia do Concreto: Fatores influentes para previsão da retração e fluênciaAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Elevação Artificial Por Bombeio MecânicoNo EverandElevação Artificial Por Bombeio MecânicoAinda não há avaliações
- Secagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaNo EverandSecagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaAinda não há avaliações
- Varetas Combustíveis Nucleares: Desgaste Mecânico Mitigação através do Recobrimento Superficial de Ligas de ZircônioNo EverandVaretas Combustíveis Nucleares: Desgaste Mecânico Mitigação através do Recobrimento Superficial de Ligas de ZircônioAinda não há avaliações
- Novas tecnologias em motores de combustãoDocumento18 páginasNovas tecnologias em motores de combustãoJhonatan RodriguesAinda não há avaliações
- Propriedades mecânicas de materiaisDocumento29 páginasPropriedades mecânicas de materiaisJhonatan RodriguesAinda não há avaliações
- Sistemas de arrefecimento, lubrificação e alimentação de combustível em motores de combustãoDocumento63 páginasSistemas de arrefecimento, lubrificação e alimentação de combustível em motores de combustãoJhonatan RodriguesAinda não há avaliações
- IFSP Engenharia MecânicaDocumento233 páginasIFSP Engenharia MecânicaJhonatan RodriguesAinda não há avaliações
- Corrupção hospitalar: demissão justaDocumento1 páginaCorrupção hospitalar: demissão justaJhonatan RodriguesAinda não há avaliações
- A santidade cristã segundo PauloDocumento4 páginasA santidade cristã segundo PauloJhonatan RodriguesAinda não há avaliações
- Jó Teologia de ZofarDocumento12 páginasJó Teologia de ZofarJhonatan RodriguesAinda não há avaliações
- Como Se Livrar de Um CorpoDocumento48 páginasComo Se Livrar de Um CorpoAgni ShaktiAinda não há avaliações
- Senso ComumDocumento6 páginasSenso ComumDaiane NascimentoAinda não há avaliações
- Manual - Servico - DAFRA RIVA 150Documento135 páginasManual - Servico - DAFRA RIVA 150Flávio Franco100% (2)
- Cervical Unitau 2018Documento117 páginasCervical Unitau 2018Larissa G. O'FarrilAinda não há avaliações
- Cabala Pratica Charles Fielding PDFDocumento188 páginasCabala Pratica Charles Fielding PDFPedro Arthur100% (3)
- Exercicios Regra de Tres PDFDocumento1 páginaExercicios Regra de Tres PDFMarcos André Dos SantosAinda não há avaliações
- Desenvolvimento Humano PDFDocumento10 páginasDesenvolvimento Humano PDFJaque Muller100% (4)
- Importância da Ergonomia para EmpresasDocumento66 páginasImportância da Ergonomia para EmpresasDouglas PóvoasAinda não há avaliações
- ROTEIRO DA AULA PRÁTICA DO SISTEMA ESQUELÉTICO Histologia e AnatomiaDocumento7 páginasROTEIRO DA AULA PRÁTICA DO SISTEMA ESQUELÉTICO Histologia e AnatomiaLuiza PlasterAinda não há avaliações
- Forma integral e diferencial das leis fundamentaisDocumento21 páginasForma integral e diferencial das leis fundamentaisBarbara Mylena AlmeidaAinda não há avaliações
- Exercicios NematelmintosDocumento3 páginasExercicios NematelmintosHellen Vitória NazaroAinda não há avaliações
- Conectivos essenciais para desenvolver textosDocumento5 páginasConectivos essenciais para desenvolver textosThaynara BrasilAinda não há avaliações
- O Seder de Rosh HashanaDocumento5 páginasO Seder de Rosh HashanaFlavio BrondeAinda não há avaliações
- Caderno de atividades de língua portuguesa para apoiar a aprendizagemDocumento12 páginasCaderno de atividades de língua portuguesa para apoiar a aprendizagemCosta LopesAinda não há avaliações
- Adequação de torno à NR12Documento17 páginasAdequação de torno à NR12GEOVANI CESAR BERTOLLO0% (1)
- A chave da difusão do ensinamento de Meishu SamaDocumento289 páginasA chave da difusão do ensinamento de Meishu SamaMaria Dal Secco100% (2)
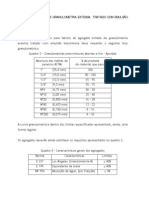
- Agregado Britado de Granulometria ExtensaDocumento7 páginasAgregado Britado de Granulometria ExtensaRoberto GamaAinda não há avaliações
- Apostila Quimica Quantica V3Documento125 páginasApostila Quimica Quantica V3Rapha De Moraes0% (1)
- Conceitos em EcologiaDocumento4 páginasConceitos em EcologiaRobertAinda não há avaliações
- Auditoria Interna EvidenciasDocumento47 páginasAuditoria Interna Evidenciasniltonsamaral100% (1)
- 1-Aula Agitação PsicomotoraDocumento6 páginas1-Aula Agitação PsicomotoraanaAinda não há avaliações
- Exercícios de Materiais - Deformação, Tensão e ResistênciaDocumento4 páginasExercícios de Materiais - Deformação, Tensão e ResistênciaMarcos Vinicios Lima dos Santos0% (1)
- Ética ProfissionalDocumento38 páginasÉtica ProfissionalCarolina CruzAinda não há avaliações
- O Que É Yoga - HermogenesDocumento223 páginasO Que É Yoga - Hermogenesantonyjansen100% (8)
- RDC 346/2002 estabelece diretrizes técnicas para armazenagemDocumento36 páginasRDC 346/2002 estabelece diretrizes técnicas para armazenagemGabriel BiancoAinda não há avaliações
- Ativ GEO 3ano 03 05Documento5 páginasAtiv GEO 3ano 03 05Amanda MattosAinda não há avaliações
- BPO Financeiro: benefícios para empresas e contadoresDocumento100 páginasBPO Financeiro: benefícios para empresas e contadoresAlberto Primo100% (1)
- Semiologia Do Sistema Digestivo de RuminantesDocumento41 páginasSemiologia Do Sistema Digestivo de RuminantesfilipebritoxtAinda não há avaliações
- Espanhol Basico 18 29Documento12 páginasEspanhol Basico 18 29estela machadoAinda não há avaliações
- A sociedade aberta dos intérpretes da ConstituiçãoDocumento19 páginasA sociedade aberta dos intérpretes da ConstituiçãoVinicius Alves ScherchAinda não há avaliações