Você também pode gostar
- Exercicios IcmlDocumento12 páginasExercicios IcmlRenato Neto100% (4)
- Livro Refrigeracao CastroDocumento221 páginasLivro Refrigeracao CastroJanilde Pereira Sousa100% (5)
- Caldeira Mural Lifestar Green ZWB 28-3cDocumento60 páginasCaldeira Mural Lifestar Green ZWB 28-3cnovirmansilAinda não há avaliações
- Apostila de SimulaçãoDocumento26 páginasApostila de SimulaçãoFabiano Schincariol100% (1)
- Apostila de Projetos de MoldeDocumento57 páginasApostila de Projetos de Moldeclebersmotoca100% (12)
- Relatorio Final Conversor Boost Grupo02 PDFDocumento55 páginasRelatorio Final Conversor Boost Grupo02 PDFpabulavieiraAinda não há avaliações
- Manual AtpDocumento39 páginasManual Atpsm_brunoAinda não há avaliações
- Aula 01 HidraulicaDocumento29 páginasAula 01 HidraulicaMarcos Junior100% (1)
- HIDRÁULICADocumento286 páginasHIDRÁULICAHaley LimaAinda não há avaliações
- Apostila Moldes FatecDocumento77 páginasApostila Moldes FatecDouglas MarcocciaAinda não há avaliações
- Sistema de Controle de Temperatura de CaldeiraDocumento61 páginasSistema de Controle de Temperatura de Caldeiradaniloserafim100% (2)
- Metodologia Bell-Delaware Trocador Casco e TuboDocumento45 páginasMetodologia Bell-Delaware Trocador Casco e TuboJoão Paulo Vissotto100% (1)
- Relatório Extrusao - Processamento e Simulação de PolímerosDocumento16 páginasRelatório Extrusao - Processamento e Simulação de PolímerosAlexandre SilveiraAinda não há avaliações
- Realtório FinalDocumento178 páginasRealtório FinalkromettalAinda não há avaliações
- TermoformagemDocumento47 páginasTermoformagemsarinhadosantosAinda não há avaliações
- Relatório de MoldFlow 2Documento30 páginasRelatório de MoldFlow 2Erick SilvaAinda não há avaliações
- TCC Macaco Mecanico 10º Sementre 2012Documento71 páginasTCC Macaco Mecanico 10º Sementre 2012Leandro Fernades de Camargo75% (4)
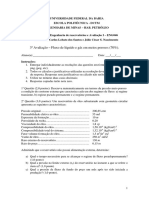
- Avaliação III - Reservatórios I - SLSDocumento3 páginasAvaliação III - Reservatórios I - SLSCasa DosfavelaAinda não há avaliações
- PFC 2016-1 Hugo GutierrezDocumento94 páginasPFC 2016-1 Hugo GutierrezDenise PereiraAinda não há avaliações
- Apostila Moldes - 1 Semestre 2020 - Siga-1Documento69 páginasApostila Moldes - 1 Semestre 2020 - Siga-1brunorodrigoh1Ainda não há avaliações
- MONOGRAFIA DesenvolvimentoSimuladorOfflineDocumento32 páginasMONOGRAFIA DesenvolvimentoSimuladorOfflinetiago.trad6924Ainda não há avaliações
- Apostila de Sistemas Operacionais 2016Documento143 páginasApostila de Sistemas Operacionais 2016samuelsankys100% (1)
- Igor Silva Honório: Desenvolvimento de Uma Panela para A Produção de CervejaDocumento59 páginasIgor Silva Honório: Desenvolvimento de Uma Panela para A Produção de CervejaiutnrAinda não há avaliações
- Projeto Subestação PlantaDocumento68 páginasProjeto Subestação PlantaVicente Aparecido Pineda Ferrari Jr.Ainda não há avaliações
- Psim - Pet-Ee PDFDocumento35 páginasPsim - Pet-Ee PDFCaio RibeiroAinda não há avaliações
- Relatorio TP13 Grupo12 - FINALDocumento18 páginasRelatorio TP13 Grupo12 - FINALNathalia CaetanoAinda não há avaliações
- Aula 11 - Medição de Vazão de Ar - Ventilador AxialDocumento27 páginasAula 11 - Medição de Vazão de Ar - Ventilador AxialJanderson Honorio Mazzine AfonsoAinda não há avaliações
- Modelo de Vibrações Torcionais em Compressores Alternativos Duplo Efeito e Múltiplos EstágiosDocumento40 páginasModelo de Vibrações Torcionais em Compressores Alternativos Duplo Efeito e Múltiplos EstágiosAlfredo Perazzo Morillo100% (1)
- 2020 BrunoDeSousaBarros TCCDocumento88 páginas2020 BrunoDeSousaBarros TCCCleber Pizzatto DallegraveAinda não há avaliações
- Relatorio 4 - Calibração 2Documento30 páginasRelatorio 4 - Calibração 2Daniel De Carvalho AlbertiniAinda não há avaliações
- Projeto de Um Vaso de Pressão RevisadoDocumento45 páginasProjeto de Um Vaso de Pressão Revisadodiogo de rossoAinda não há avaliações
- Relatorio1 - CópiaDocumento25 páginasRelatorio1 - CópiaJulia DubocAinda não há avaliações
- Apostila Refrigeração e Ar CondicionadoDocumento49 páginasApostila Refrigeração e Ar CondicionadoandrenetmpegAinda não há avaliações
- Transferencia de Calor em Uma Placa PlanaDocumento19 páginasTransferencia de Calor em Uma Placa PlanaCaio BraitAinda não há avaliações
- 659 Tuturial Cigre (001-090) .En - PTDocumento90 páginas659 Tuturial Cigre (001-090) .En - PTludokellypAinda não há avaliações
- Sistema Geotérmico - TCC IIIDocumento129 páginasSistema Geotérmico - TCC IIIMarcos SilvaAinda não há avaliações
- 03 Bases Da Refrigeracao IndustrialDocumento61 páginas03 Bases Da Refrigeracao IndustrialDouglas Henrique CostaAinda não há avaliações
- 04 Bases Da Refrigeracao IndustrialDocumento61 páginas04 Bases Da Refrigeracao IndustrialEdson ArantesAinda não há avaliações
- INTRODUÇÃO A InjeçãoDocumento5 páginasINTRODUÇÃO A InjeçãoPaulo SabinoAinda não há avaliações
- MONOGRAFIA Desenvolvimento Controle Sist SdferkmvDocumento55 páginasMONOGRAFIA Desenvolvimento Controle Sist SdferkmvDaniel PereiraAinda não há avaliações
- TI 83 ManualDocumento491 páginasTI 83 ManualTopografia Artur FidalgoAinda não há avaliações
- Relatório Final MicrocontroladoresDocumento52 páginasRelatório Final MicrocontroladoresBruno SantosAinda não há avaliações
- TCC Capítulo 1 Feito CorreçãoDocumento18 páginasTCC Capítulo 1 Feito CorreçãoThyago PatrickAinda não há avaliações
- Determinação Potenciometrica de Cloreto em Argamassas de ParedeDocumento99 páginasDeterminação Potenciometrica de Cloreto em Argamassas de ParedeMarcello Resende LeiteAinda não há avaliações
- Tubos de PitotDocumento15 páginasTubos de Pitotleolimabh0% (1)
- Dimensionamento de Um Silo Metálico para Armazenamento de SojaDocumento71 páginasDimensionamento de Um Silo Metálico para Armazenamento de SojaAdilvanio100% (2)
- Mathew Turnell - TCC Eng. Elétrica 2013Documento64 páginasMathew Turnell - TCC Eng. Elétrica 2013Francisco A. LotufoAinda não há avaliações
- CC297 Projeto 01Documento50 páginasCC297 Projeto 01Alexandre MedinaAinda não há avaliações
- Dissertacao Francisco SalvadorDocumento136 páginasDissertacao Francisco SalvadorAnselmo ZicattoAinda não há avaliações
- Máquina InjetoraDocumento10 páginasMáquina InjetoraGuilherme SixeAinda não há avaliações
- Vasos de Pressão - Dimensionamento de Um Vaso de PressãoDocumento14 páginasVasos de Pressão - Dimensionamento de Um Vaso de PressãoAngeloAinda não há avaliações
- Estabilidade Global em Edifícios de Concreto Armado Análise Comparativa Do Coeficiente Gama Z e Do Processo P-DeltaDocumento98 páginasEstabilidade Global em Edifícios de Concreto Armado Análise Comparativa Do Coeficiente Gama Z e Do Processo P-DeltaTiago FedrizziAinda não há avaliações
- Relatorio API FinalDocumento35 páginasRelatorio API FinalAntónio Macedo100% (1)
- Apresentando No Display Tm1638 A Medição De Fluxo De Massa Programado No ArduinoNo EverandApresentando No Display Tm1638 A Medição De Fluxo De Massa Programado No ArduinoAinda não há avaliações
- Apresentando No Display Tm1638 A Medição De Ozônio Programado No ArduinoNo EverandApresentando No Display Tm1638 A Medição De Ozônio Programado No ArduinoAinda não há avaliações
- Apresentando No Display Tm1638 A Medição De Gaussímetro Programado No ArduinoNo EverandApresentando No Display Tm1638 A Medição De Gaussímetro Programado No ArduinoAinda não há avaliações
- Implementando Um Inversor De Frequência Com Base No Stm8s Programado No ArduinoNo EverandImplementando Um Inversor De Frequência Com Base No Stm8s Programado No ArduinoAinda não há avaliações
- Implementando Um Inversor De Frequência No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Inversor De Frequência No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Qualidade de Agua para o Consumo HumanoDocumento48 páginasQualidade de Agua para o Consumo HumanoGuifte Samuel NgaloAinda não há avaliações
- Slides Aula - 01 Conceitos - Fundamentais PME3238Documento39 páginasSlides Aula - 01 Conceitos - Fundamentais PME3238Rafael SilvaAinda não há avaliações
- Instrumentacaobasica2 PDFDocumento242 páginasInstrumentacaobasica2 PDFSergio Gomes Ferreira100% (5)
- Acusol 445 NDocumento8 páginasAcusol 445 NMiller MoraisAinda não há avaliações
- Física-EJA-Unidade 7Documento13 páginasFísica-EJA-Unidade 7Hevellyn EnneAinda não há avaliações
- Cap 8 - Introdução A Escoamento Viscoso, Incompressivel e InternoDocumento41 páginasCap 8 - Introdução A Escoamento Viscoso, Incompressivel e InternoThiago LauarAinda não há avaliações
- Apostila - Ensaios Não DestrutitvosDocumento65 páginasApostila - Ensaios Não DestrutitvosEduardo DepiattiAinda não há avaliações
- Mancal HidrostáticoDocumento13 páginasMancal HidrostáticoWanderson WadjôAinda não há avaliações
- Prova Fenomenos de TransporteDocumento4 páginasProva Fenomenos de TransporteADOLFO MAUROAinda não há avaliações
- Chap5 Po FluxanteDocumento19 páginasChap5 Po FluxanteGabrielly Lorraine OliveiraAinda não há avaliações
- Proteção de Depositos Inflamaveis Por SPKDocumento202 páginasProteção de Depositos Inflamaveis Por SPKLuizAinda não há avaliações
- Apostila Equacoes Diferenciais PDFDocumento7 páginasApostila Equacoes Diferenciais PDFsidAinda não há avaliações
- Guia Técnico Do Manual de Produtos Quimicos Da CETESBDocumento20 páginasGuia Técnico Do Manual de Produtos Quimicos Da CETESBLucianoAinda não há avaliações
- Prova 14 - Engenheiro (A) de Petróleo JúniorDocumento19 páginasProva 14 - Engenheiro (A) de Petróleo JúniorDaniel NalinAinda não há avaliações
- Mestrado Andreia Cricco PeraroDocumento128 páginasMestrado Andreia Cricco PerarocharlesalvarengaAinda não há avaliações
- Apostila Lubrificação LubrinDocumento192 páginasApostila Lubrificação Lubrinjoao batista alvesAinda não há avaliações
- Exercicios Analise Dimensional FisicaDocumento6 páginasExercicios Analise Dimensional FisicaRafael de mouraAinda não há avaliações
- Aplicação de Polímeros Na Produção de Petróleo (2a Edição ISBN 978-85-917970-1-1)Documento67 páginasAplicação de Polímeros Na Produção de Petróleo (2a Edição ISBN 978-85-917970-1-1)filipefbrittoAinda não há avaliações
- 2 Lista de Exercícios - Propriedade Dos FluidosDocumento1 página2 Lista de Exercícios - Propriedade Dos FluidosMaysa555Ainda não há avaliações
- Pratica 1-Experimento de ReynoldsDocumento11 páginasPratica 1-Experimento de ReynoldsVivi SouzaAinda não há avaliações
- Introdução Às Ciências Físicas Aula 05Documento45 páginasIntrodução Às Ciências Físicas Aula 05Henrique SartoriAinda não há avaliações
- Fórmula de ChézyDocumento5 páginasFórmula de ChézyMatheus MedeirosAinda não há avaliações
- Questões Pós Lab Físico-Química Experimental IIDocumento13 páginasQuestões Pós Lab Físico-Química Experimental IIMichael LimaAinda não há avaliações
- Ef12 Cad Lab Quest Prat Lab 4Documento1 páginaEf12 Cad Lab Quest Prat Lab 4ana_s_freireAinda não há avaliações
- Operações Unitárias - Agitação e MisturaDocumento60 páginasOperações Unitárias - Agitação e MisturaUlissesbranAinda não há avaliações
- Experimento CompletoDocumento82 páginasExperimento CompletoIgor Luiz Gomes De MedeirosAinda não há avaliações
- VISCOSIDADE DA TINTA - PetrodidaticaDocumento8 páginasVISCOSIDADE DA TINTA - PetrodidaticaBruno PáduaAinda não há avaliações