0% acharam este documento útil (0 voto)
476 visualizações18 páginasOrlando - Relatório de Estágio
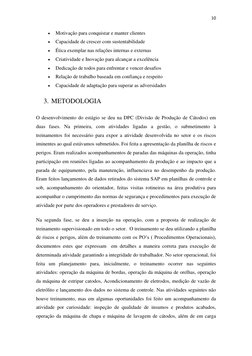
Este relatório descreve o estágio de 1080 horas realizado na empresa Paranapanema S.A, onde o estagiário aprendeu sobre os processos produtivos e de segurança. O estágio foi dividido em duas fases, inicialmente na área de gestão e depois na área operacional, onde o estagiário operou máquinas e realizou atividades como acondicionar eletrodos e medir vazão. O relatório também apresenta os objetivos, a empresa e seus valores.
Enviado por
Luis BarboDireitos autorais
© © All Rights Reserved
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato DOCX, PDF, TXT ou leia on-line no Scribd
0% acharam este documento útil (0 voto)
476 visualizações18 páginasOrlando - Relatório de Estágio
Este relatório descreve o estágio de 1080 horas realizado na empresa Paranapanema S.A, onde o estagiário aprendeu sobre os processos produtivos e de segurança. O estágio foi dividido em duas fases, inicialmente na área de gestão e depois na área operacional, onde o estagiário operou máquinas e realizou atividades como acondicionar eletrodos e medir vazão. O relatório também apresenta os objetivos, a empresa e seus valores.
Enviado por
Luis BarboDireitos autorais
© © All Rights Reserved
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato DOCX, PDF, TXT ou leia on-line no Scribd