Você também pode gostar
- Planejamento E Controle Da Produção: Volume 1No EverandPlanejamento E Controle Da Produção: Volume 1Ainda não há avaliações
- Sistemas de produção: planejamento e controleDocumento20 páginasSistemas de produção: planejamento e controleCaio JagusAinda não há avaliações
- Processo e LayoutDocumento6 páginasProcesso e LayoutAndre RorizAinda não há avaliações
- Adm Materiais Suprimentos 1Documento18 páginasAdm Materiais Suprimentos 1Wilton CarvalhoAinda não há avaliações
- Cap I - Administração Da Produção e OperaçõesDocumento15 páginasCap I - Administração Da Produção e OperaçõesbakhauAinda não há avaliações
- LEC e Custos Totais - Aula 6Documento38 páginasLEC e Custos Totais - Aula 6Arildo Louzano da SilveiraAinda não há avaliações
- Aula 06 - Logística e Transportes - CustosDocumento26 páginasAula 06 - Logística e Transportes - CustosAndré Oliveira100% (1)
- Sete Ferramentas Da Qualidade PNCDocumento28 páginasSete Ferramentas Da Qualidade PNCRodrigo SantosAinda não há avaliações
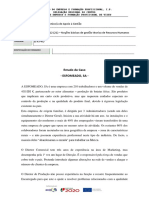
- Estudo de Caso - Linha de Produção de Aviões - Dinâmica para Metodologias ÁgeisDocumento13 páginasEstudo de Caso - Linha de Produção de Aviões - Dinâmica para Metodologias ÁgeisWagner Gadêa Lorenz50% (2)
- Apresentação Aulas Parte 1Documento111 páginasApresentação Aulas Parte 1carolineAinda não há avaliações
- AP Aula Revisão S104 SlackDocumento200 páginasAP Aula Revisão S104 SlackMarcos De Campos MaiaAinda não há avaliações
- Aula FluxogramaDocumento12 páginasAula Fluxogramamarquito_ceAinda não há avaliações
- Just in TimeDocumento10 páginasJust in TimeOtávio Bento Araújo PavãoAinda não há avaliações
- Aula 1. Sistema de Administração de Produção Gpo IiDocumento31 páginasAula 1. Sistema de Administração de Produção Gpo IiJúlia Stelvia GouveiaAinda não há avaliações
- Layouts físicos e tipos de arranjosDocumento72 páginasLayouts físicos e tipos de arranjosNadir Elemar LucknerAinda não há avaliações
- Aula Conteúdo II - A Distribuiçao Física Sob o Enfoque LogísticoDocumento40 páginasAula Conteúdo II - A Distribuiçao Física Sob o Enfoque LogísticoMaria VitóriaAinda não há avaliações
- Como organizar documentosDocumento4 páginasComo organizar documentosFabíola BodevanAinda não há avaliações
- Gerenciando ProduçãoDocumento22 páginasGerenciando ProduçãoluisAinda não há avaliações
- Gestão Da Cadeia de Suprimentos - Exercício de Apoio - Semanas 3 A 7Documento8 páginasGestão Da Cadeia de Suprimentos - Exercício de Apoio - Semanas 3 A 7Ademir VecchiAinda não há avaliações
- Gestão Materiais - 4 AulasDocumento113 páginasGestão Materiais - 4 AulasClayton MessiasAinda não há avaliações
- OPET - Gestão de Estoques - Aula 4Documento78 páginasOPET - Gestão de Estoques - Aula 4Camila ColaresAinda não há avaliações
- Logística e Serviço ao Cliente no Comércio EletrónicoDocumento39 páginasLogística e Serviço ao Cliente no Comércio EletrónicoRaquel Melo AlbinoAinda não há avaliações
- Teoria Sistema KanbanDocumento45 páginasTeoria Sistema KanbanFabrício ResendeAinda não há avaliações
- 1-Conceitos Básicos de Estratégia de produção-SLIDESDocumento47 páginas1-Conceitos Básicos de Estratégia de produção-SLIDESVítor MirandaAinda não há avaliações
- 1 - Aula - Apresentao Da Disciplina - Engenharia de MtodosDocumento30 páginas1 - Aula - Apresentao Da Disciplina - Engenharia de MtodosMandharada GuerreiroAinda não há avaliações
- Gestão de Inventários e Objetivos na Logística para Negócios EletrónicosDocumento37 páginasGestão de Inventários e Objetivos na Logística para Negócios EletrónicosRaquel Melo AlbinoAinda não há avaliações
- Aula 3 FERRAMENTAS DA QUALIDADEDocumento64 páginasAula 3 FERRAMENTAS DA QUALIDADEmaadu0407Ainda não há avaliações
- Curso Técnico Subsequente em Mecânica - Gestão da ProduçãoDocumento36 páginasCurso Técnico Subsequente em Mecânica - Gestão da ProduçãoAnderson Barcellos0% (1)
- Engenharia de Metodos e Processos - IntroduçãoDocumento22 páginasEngenharia de Metodos e Processos - IntroduçãoWallace RodriguesAinda não há avaliações
- Planejamento de Necessidades Materiais (MRP) com programação para frente e para trásDocumento86 páginasPlanejamento de Necessidades Materiais (MRP) com programação para frente e para trásLivinha MamedeAinda não há avaliações
- Administração de Produtos e ServiçosDocumento20 páginasAdministração de Produtos e ServiçosCarlos HollandaAinda não há avaliações
- Estudo de CasoDocumento6 páginasEstudo de CasoMaria Sa SilvaAinda não há avaliações
- Avaliação Dos Níveis de Estoque - AdministraçãoDocumento43 páginasAvaliação Dos Níveis de Estoque - AdministraçãoAna Cristina UshijimaAinda não há avaliações
- Planejamento e monitoramento otimizam estoques na UnileverDocumento2 páginasPlanejamento e monitoramento otimizam estoques na UnileverPatrícia GamaAinda não há avaliações
- Aula 02 Just in TimeDocumento13 páginasAula 02 Just in TimeRicardo OliveiraAinda não há avaliações
- Adm Da Produção Aulas 1 e 2Documento30 páginasAdm Da Produção Aulas 1 e 2Ian Jardim100% (1)
- Estratégia de Produção: Objetivos e DecisõesDocumento14 páginasEstratégia de Produção: Objetivos e DecisõesValter LimaAinda não há avaliações
- Kaizen na prática: melhore continuamenteDocumento50 páginasKaizen na prática: melhore continuamenteFrancisco CaetanoAinda não há avaliações
- O Modelo Casa Toyota 2021Documento21 páginasO Modelo Casa Toyota 2021Fernando GiattiAinda não há avaliações
- Kaizen, Kanban e JITDocumento6 páginasKaizen, Kanban e JITFelix Adrian Garmendia GonzalezAinda não há avaliações
- O atendimento ao cliente e a importância de sua satisfaçãoDocumento4 páginasO atendimento ao cliente e a importância de sua satisfaçãoignacchitiAinda não há avaliações
- Layout instalaçõesDocumento1 páginaLayout instalaçõesAndre Renato BarrettoAinda não há avaliações
- 3 EstocagemDocumento26 páginas3 EstocagemVinicius CoutoAinda não há avaliações
- 2017 1 Logística Empresarial SimuladoDocumento8 páginas2017 1 Logística Empresarial SimuladoRicardo Barboza Da SilvaAinda não há avaliações
- Gestão da cadeia de suprimentosDocumento5 páginasGestão da cadeia de suprimentosDiego LopesAinda não há avaliações
- Custos LogísticosDocumento19 páginasCustos Logísticosedssou50% (2)
- Controle de Chão de FábricaDocumento22 páginasControle de Chão de FábricaGiuliana Caselli100% (1)
- Melhoria de Processos OrganizaçionaisDocumento32 páginasMelhoria de Processos OrganizaçionaisCarlos TrindadeAinda não há avaliações
- GESTÃO DE ESTOQUE MÓDULO 3 - IEFExDocumento44 páginasGESTÃO DE ESTOQUE MÓDULO 3 - IEFExEsdras SantosAinda não há avaliações
- QFDDocumento24 páginasQFDMarcos MaiaAinda não há avaliações
- Planejamento de Necessidades de Materiais (MRP) na ESEGDocumento37 páginasPlanejamento de Necessidades de Materiais (MRP) na ESEGFelipe C. LavagnoliAinda não há avaliações
- Aula - 01 - Exercício de Fixação - Saladeaula - 2023.1Documento5 páginasAula - 01 - Exercício de Fixação - Saladeaula - 2023.1Giancarlo Alves SimõesAinda não há avaliações
- Arranjos físicos e impactos em indústria de máquinas de costuraDocumento58 páginasArranjos físicos e impactos em indústria de máquinas de costuraGuilherme MenenguciAinda não há avaliações
- Cartas de ControleDocumento10 páginasCartas de ControleNayara A. TorresAinda não há avaliações
- Gestão Da Produção UVADocumento140 páginasGestão Da Produção UVALucas ParanhosAinda não há avaliações
- Cadeia de suprimentos da NetshoesDocumento22 páginasCadeia de suprimentos da NetshoesMileneAinda não há avaliações
- Gestão de serviços Village VolvoDocumento2 páginasGestão de serviços Village VolvoCARLOS OLIVEIRAAinda não há avaliações
- Sistemas de Produção EnxutaDocumento5 páginasSistemas de Produção EnxutaIgorMarchezaniAinda não há avaliações
- MetaisDocumento66 páginasMetaisAdalton TelesAinda não há avaliações
- TEORIA DA RESPOSTA AO ITEM - Introdução - Verão 2005Documento29 páginasTEORIA DA RESPOSTA AO ITEM - Introdução - Verão 2005elaine.fran9904Ainda não há avaliações
- WEG Apostila Curso DT 12 Pintura Industrial Com Tintas Liquidas Treinamento Portugues BR PDFDocumento90 páginasWEG Apostila Curso DT 12 Pintura Industrial Com Tintas Liquidas Treinamento Portugues BR PDFrestinhoAinda não há avaliações
- Desenho Pre UsinagemDocumento1 páginaDesenho Pre UsinagemPaulo RicardoAinda não há avaliações
- MetaisDocumento66 páginasMetaisAdalton TelesAinda não há avaliações
- Metais 1Documento50 páginasMetais 1Paulo RicardoAinda não há avaliações
- Diagramas TTT e tratamentos térmicosDocumento36 páginasDiagramas TTT e tratamentos térmicosPaulo RicardoAinda não há avaliações
- Metais 1Documento50 páginasMetais 1Paulo RicardoAinda não há avaliações
- Aula 14Documento32 páginasAula 14André CarvalhoAinda não há avaliações
- Aula 01Documento38 páginasAula 01viltonsAinda não há avaliações
- Alinhamento PCM PCPDocumento169 páginasAlinhamento PCM PCPMarcelo RodriguesAinda não há avaliações
- Ferramentas manuais: chaves de apertoDocumento32 páginasFerramentas manuais: chaves de apertoPaulo RicardoAinda não há avaliações
- Exercício Gestao de DistribuiçãoDocumento1 páginaExercício Gestao de DistribuiçãoPaulo RicardoAinda não há avaliações
- Situação de AprendizagemDocumento1 páginaSituação de AprendizagemPaulo RicardoAinda não há avaliações
- Documentação NecessáriaDocumento4 páginasDocumentação NecessáriaPaulo RicardoAinda não há avaliações
- Resistência dos Materiais: Tensão Normal e CisalhamentoDocumento25 páginasResistência dos Materiais: Tensão Normal e CisalhamentofranciscoAinda não há avaliações
- Wa0023Documento31 páginasWa0023Paulo RicardoAinda não há avaliações
- Funcern 2017 If RN Professor Desenho Tecnico ProvaDocumento20 páginasFuncern 2017 If RN Professor Desenho Tecnico ProvaPaulo Ricardo0% (1)
- Introdução à Metalurgia FísicaDocumento11 páginasIntrodução à Metalurgia FísicaCarlos Eduardo MataAinda não há avaliações
- PM CanvasDocumento50 páginasPM CanvasPaulo RicardoAinda não há avaliações
- Bombas e compressoresDocumento14 páginasBombas e compressoresPaulo RicardoAinda não há avaliações
- Desenho técnico mecânico de suporte industrialDocumento4 páginasDesenho técnico mecânico de suporte industrialPaulo RicardoAinda não há avaliações
- Anãs brancas, vermelhas e marrons: característicasDocumento3 páginasAnãs brancas, vermelhas e marrons: característicasPaulo RicardoAinda não há avaliações
- Wa0023Documento31 páginasWa0023Paulo RicardoAinda não há avaliações
- Desenho técnico mecânico de suporte industrialDocumento4 páginasDesenho técnico mecânico de suporte industrialPaulo RicardoAinda não há avaliações
- Wa0017Documento55 páginasWa0017Paulo RicardoAinda não há avaliações
- Entrevista escrita x oral: semelhanças e diferençasDocumento1 páginaEntrevista escrita x oral: semelhanças e diferençasPaulo RicardoAinda não há avaliações
- Aula 2Documento29 páginasAula 2Paulo RicardoAinda não há avaliações
- Mancais de DeslizamentoDocumento88 páginasMancais de Deslizamentodyonathan100% (1)
- Geografia - 7º Anos - 29.06 A 03.07 PDFDocumento2 páginasGeografia - 7º Anos - 29.06 A 03.07 PDFandreAinda não há avaliações
- Marketing de Vendas - PaperDocumento13 páginasMarketing de Vendas - Paperthiagoreisrs100% (4)
- Cristalografia e formas dos mineraisDocumento24 páginasCristalografia e formas dos mineraisOsmar Juazeiro0% (1)
- Comparativo Entre Centrais de PortariaDocumento6 páginasComparativo Entre Centrais de PortariaRobert GonçalvesAinda não há avaliações
- Sem Isolamento: Etnografia de Pessoas em Situação de Rua Na Pandemia de Covid-19Documento8 páginasSem Isolamento: Etnografia de Pessoas em Situação de Rua Na Pandemia de Covid-19Ana De Moraes QuintasAinda não há avaliações
- Master BIM - Introdução - SlidesDocumento327 páginasMaster BIM - Introdução - SlidesEdmilson NóbregaAinda não há avaliações
- Meu Pequeno Milagre (Gabby Santos)Documento47 páginasMeu Pequeno Milagre (Gabby Santos)Janaina De Araujo CamargoAinda não há avaliações
- Infecções HospitalaresDocumento11 páginasInfecções HospitalaresLéuzia casteloAinda não há avaliações
- Cifras Ceia Do Senhor 2020Documento12 páginasCifras Ceia Do Senhor 2020Milton AlvesAinda não há avaliações
- Teste PlantasDocumento5 páginasTeste Plantaslilianarmdias67% (3)
- Memorial Descritivo Adcos Rgo-R03Documento7 páginasMemorial Descritivo Adcos Rgo-R03Adams Leandro Alves PereiraAinda não há avaliações
- Simulado 04 - : PortuguêsDocumento16 páginasSimulado 04 - : PortuguêsLavynia AndrielyAinda não há avaliações
- Catalogo2022 V1.0Documento113 páginasCatalogo2022 V1.0DLR SOLUTIONS LIMEIRAAinda não há avaliações
- As Ervas na Umbanda e seus Usos MágicosDocumento4 páginasAs Ervas na Umbanda e seus Usos MágicosadribispoAinda não há avaliações
- Estilistas Da Moda Afro Brasileira A Identidade Que Se TraduzDocumento12 páginasEstilistas Da Moda Afro Brasileira A Identidade Que Se TraduzWeslley OliveiraAinda não há avaliações
- Investigação Da Condutividade Elétrica em Solução de KCL A 0,01MDocumento3 páginasInvestigação Da Condutividade Elétrica em Solução de KCL A 0,01MbrumaiafotosAinda não há avaliações
- Talhas Berg-SteelDocumento2 páginasTalhas Berg-SteelFrederico Marconi CosenzaAinda não há avaliações
- Sisu 2016 1chamada DivulgaDocumento69 páginasSisu 2016 1chamada DivulgaamandaAinda não há avaliações
- Três Verdades Eternas para Viver em 2012Documento2 páginasTrês Verdades Eternas para Viver em 2012NiveaSilvando OliveiraAinda não há avaliações
- Estudo sobre suicídio usando Escala BeckDocumento2 páginasEstudo sobre suicídio usando Escala BeckRogerValérioAinda não há avaliações
- Os desafios da música lírica em AngolaDocumento30 páginasOs desafios da música lírica em AngolaNúrio VenâncioAinda não há avaliações
- 05 - Chaie Sara V PDF (Shabat)Documento40 páginas05 - Chaie Sara V PDF (Shabat)GustavoCamilaAinda não há avaliações
- Manual Buffalo 3 e 4 CilDocumento37 páginasManual Buffalo 3 e 4 CilXundaBugrillAinda não há avaliações
- Lista Resolvida - Índices FísicosDocumento3 páginasLista Resolvida - Índices FísicosmusicaparaacalmarAinda não há avaliações
- Sequência Didática FábulasDocumento34 páginasSequência Didática FábulasKelin Albani SchwaabAinda não há avaliações
- Adesão à Ata de Registro de Preço para serviços de iluminação públicaDocumento416 páginasAdesão à Ata de Registro de Preço para serviços de iluminação públicaChouji FragosoAinda não há avaliações
- IST Transferencia de Massa PDFDocumento27 páginasIST Transferencia de Massa PDFxcite4everAinda não há avaliações
- Exercício de HTML e CSS - Arquivo 2Documento5 páginasExercício de HTML e CSS - Arquivo 2Pedro PauloAinda não há avaliações
- Experimento 3 - Físico-QuímicaDocumento3 páginasExperimento 3 - Físico-QuímicacarolferronAinda não há avaliações
- Farmacoterapia da dependência de nicotinaDocumento2 páginasFarmacoterapia da dependência de nicotinaGabriel AndradeAinda não há avaliações