Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- DD 5e Tirania Dos Dragoes Vol 1 Tesouro Da Rainha Dragao Fundo BrancoDocumento97 páginasDD 5e Tirania Dos Dragoes Vol 1 Tesouro Da Rainha Dragao Fundo BrancoLucasAinda não há avaliações
- PercepÇÃo Visual e Forma PlÁsticaDocumento21 páginasPercepÇÃo Visual e Forma PlÁsticaHugo Brites Correia100% (5)
- 624 Via Sacra Kids 2024Documento15 páginas624 Via Sacra Kids 2024Simoes JB100% (3)
- LÉVI-STRAUSS, Claude - A Via Das MáscarasDocumento115 páginasLÉVI-STRAUSS, Claude - A Via Das Máscarasmarina_novo100% (9)
- 01 - A Lenda de Drizzt - Pátria - R. A. SalvatoreDocumento341 páginas01 - A Lenda de Drizzt - Pátria - R. A. SalvatoreValktarAinda não há avaliações
- Bonecos de Vudu Denize 2Documento127 páginasBonecos de Vudu Denize 2Juh RôsanAinda não há avaliações
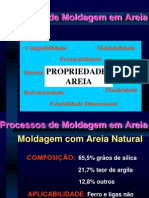
- Processos de Fabricação 2019Documento194 páginasProcessos de Fabricação 2019Matheus MoraesAinda não há avaliações
- Classicism oDocumento9 páginasClassicism orose3cariagaAinda não há avaliações
- Revisão FundiçãoDocumento9 páginasRevisão FundiçãoLuís OtávioAinda não há avaliações
- Coeficientes AcusticaDocumento29 páginasCoeficientes AcusticaYuri HenriquesAinda não há avaliações
- FUNDIÇÃODocumento71 páginasFUNDIÇÃOAndré PissolattiAinda não há avaliações
- Processamento Dos MateriaisDocumento226 páginasProcessamento Dos MateriaisÉrikinha CristinaAinda não há avaliações
- Processos de Fabricação em FundiçãoDocumento53 páginasProcessos de Fabricação em FundiçãolucasAinda não há avaliações
- Fundição ApresentaçãoDocumento32 páginasFundição ApresentaçãoMarceloPintoRibeiroFilho50% (2)
- 2º Atividade - Arte RenascentistaDocumento3 páginas2º Atividade - Arte RenascentistaMara Vittorazzi100% (1)
- Revisão Barroco 3 PDFDocumento3 páginasRevisão Barroco 3 PDFClau OliveiraAinda não há avaliações
- Manifestações Artisticas Culturais de Matriz Africana, Indígine e EuropeiaDocumento6 páginasManifestações Artisticas Culturais de Matriz Africana, Indígine e EuropeiaRevelson Veloso De GodoiAinda não há avaliações
- Questões Sobre Vanguardas EuropeiasDocumento9 páginasQuestões Sobre Vanguardas EuropeiasGabryella De Oliveira SilvaAinda não há avaliações
- Fundamentos de Fundição de MetaisDocumento35 páginasFundamentos de Fundição de MetaisandreilocAinda não há avaliações
- FundiçãoDocumento58 páginasFundiçãoJose MatosAinda não há avaliações
- Aulas FundiçãoDocumento146 páginasAulas FundiçãoElenilson SampaioAinda não há avaliações
- ResumoDocumento5 páginasResumoBrunoAinda não há avaliações
- Tecnologia - Metalúrgica - Fundição - Processos 2Documento102 páginasTecnologia - Metalúrgica - Fundição - Processos 2Jimmy T.100% (1)
- 2-Aula de FundiçãoDocumento16 páginas2-Aula de FundiçãoRafael Da Silva AlvesAinda não há avaliações
- IntroduçãoDocumento93 páginasIntroduçãoJoão PauloAinda não há avaliações
- FundicãoDocumento15 páginasFundicãowagnercpcAinda não há avaliações
- Fundição É Um Processo Metalúrgico de Fabricação Onde Um Metal Ou Liga MetálicaDocumento6 páginasFundição É Um Processo Metalúrgico de Fabricação Onde Um Metal Ou Liga MetálicaMelanie SanchezAinda não há avaliações
- FUNDIÇÃO DE PRECISÃO - Tópicos FeEDocumento11 páginasFUNDIÇÃO DE PRECISÃO - Tópicos FeEAnatólio MacárioAinda não há avaliações
- Moldes de Areia Seca e ÚmidaDocumento3 páginasMoldes de Areia Seca e ÚmidaJoão Victor MeloAinda não há avaliações
- Fundição e Seus Processos e VariaveisDocumento21 páginasFundição e Seus Processos e VariaveislucasAinda não há avaliações
- FundiçãoDocumento49 páginasFundiçãoricardomarjrAinda não há avaliações
- FundiçãoDocumento20 páginasFundiçãorenatobevAinda não há avaliações
- Fundição de PrecisaoDocumento57 páginasFundição de PrecisaoNick AaronAinda não há avaliações
- Trabalho Fundição em Areia - CorretoDocumento13 páginasTrabalho Fundição em Areia - CorretoFABI-SBAinda não há avaliações
- Processo de Moldagem e Fundição em Areia VerdeDocumento13 páginasProcesso de Moldagem e Fundição em Areia Verdeluciano760994Ainda não há avaliações
- Processos de FundiçãoDocumento28 páginasProcessos de FundiçãoPedro Paulo BoteonAinda não há avaliações
- FundiçãoDocumento2 páginasFundiçãoPiero FioriAinda não há avaliações
- ApostilaDocumento155 páginasApostilaFilipe AzevedoAinda não há avaliações
- Aulas 12 e 3 Fundic3a7c3a3o Fagner3Documento53 páginasAulas 12 e 3 Fundic3a7c3a3o Fagner3José Luis MouraAinda não há avaliações
- Questionario de FundicaoDocumento5 páginasQuestionario de Fundicaofabioelizandro20Ainda não há avaliações
- Fundição Com Molde de AreiaDocumento4 páginasFundição Com Molde de AreiaLarissa CastroAinda não há avaliações
- Apostila Tecnologia Mecanica IIIDocumento31 páginasApostila Tecnologia Mecanica IIISouza ArtsAinda não há avaliações
- 2022 2 LSJ FundiçãoDocumento91 páginas2022 2 LSJ FundiçãoLaraAinda não há avaliações
- Relatório Fundição Processo ShellDocumento23 páginasRelatório Fundição Processo Shellejlima1980Ainda não há avaliações
- (Processamento Dos Materiais Metálicos) - Aula 1Documento57 páginas(Processamento Dos Materiais Metálicos) - Aula 1Lauriene UFPIAinda não há avaliações
- 3 - Casting-3 Manufacturing II - En.ptDocumento34 páginas3 - Casting-3 Manufacturing II - En.ptGuilherme Dos Santos MoreiraAinda não há avaliações
- Moldes PermanentesDocumento7 páginasMoldes PermanentesBeto AraújoAinda não há avaliações
- Fundicao CeraDocumento136 páginasFundicao Ceradreengler100% (1)
- Aula FundiçãoDocumento130 páginasAula FundiçãoThawan LealAinda não há avaliações
- Fundição Moldagem em Areia VerdeDocumento14 páginasFundição Moldagem em Areia VerdeWilliam Sena CarvalhoAinda não há avaliações
- Resumos FundiçãoDocumento23 páginasResumos FundiçãoJosé C. RochaAinda não há avaliações
- Canais e Massalotes 1Documento21 páginasCanais e Massalotes 1Jerson PassigAinda não há avaliações
- Modelos, Moldes e MatrizesDocumento6 páginasModelos, Moldes e MatrizesAimée GiovannaAinda não há avaliações
- Relat EMM14Documento13 páginasRelat EMM14Marcos CastroAinda não há avaliações
- Aula 3 - Fundição 1Documento24 páginasAula 3 - Fundição 1Cleiton FernandesAinda não há avaliações
- Aula 02 Processamento de MetaisDocumento44 páginasAula 02 Processamento de MetaisFabiano Perin GasparinAinda não há avaliações
- MoldagemDocumento34 páginasMoldagemkeke51Ainda não há avaliações
- Prova AS ViniDocumento26 páginasProva AS ViniVinícius GiacomolliAinda não há avaliações
- Moldes AreiaDocumento58 páginasMoldes AreiaJose Graciano100% (1)
- Questionario de SoldaDocumento41 páginasQuestionario de Soldaclaudiosachetto50% (2)
- AULA 1 e 2 - Processos de FundiçãoDocumento23 páginasAULA 1 e 2 - Processos de FundiçãoThiago AfonsoAinda não há avaliações
- Fundio 130404073038 Phpapp01Documento37 páginasFundio 130404073038 Phpapp01Vitoria MarianaAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Santo AntãoDocumento18 páginasSanto AntãoSimoes JBAinda não há avaliações
- CATALOGO LANÇAMENTOS JULHO 2020 Sem PreçoDocumento11 páginasCATALOGO LANÇAMENTOS JULHO 2020 Sem PreçoSimoes JBAinda não há avaliações
- Raios de MisericordiaDocumento1 páginaRaios de MisericordiaSimoes JBAinda não há avaliações
- Resoluo Consepe N 44 - 2022Documento2 páginasResoluo Consepe N 44 - 2022Simoes JBAinda não há avaliações
- Mês Das VocaçõesDocumento27 páginasMês Das VocaçõesSimoes JBAinda não há avaliações
- t4 Terceira Quinzena - 2º Semestre 21102201Documento6 páginast4 Terceira Quinzena - 2º Semestre 21102201Simoes JBAinda não há avaliações
- 365-Texto Do Artigo-1359-3-10-20180608Documento6 páginas365-Texto Do Artigo-1359-3-10-20180608Simoes JBAinda não há avaliações
- Catálogo Lançamentos MáscarasDocumento13 páginasCatálogo Lançamentos MáscarasSimoes JBAinda não há avaliações
- "Os Pais Têm Prioridade de Direito Na Escolha Do Gênero de Instrução Que Será Ministrada A Seus Filhos" - Jornal Alfredo Wagner OnlineDocumento3 páginas"Os Pais Têm Prioridade de Direito Na Escolha Do Gênero de Instrução Que Será Ministrada A Seus Filhos" - Jornal Alfredo Wagner OnlineSimoes JBAinda não há avaliações
- PB Esep Iv 2019 15Documento29 páginasPB Esep Iv 2019 15Simoes JBAinda não há avaliações
- Semana Pedagogica20222Documento15 páginasSemana Pedagogica20222Simoes JBAinda não há avaliações
- CARTAZDocumento1 páginaCARTAZSimoes JBAinda não há avaliações
- O Todo-Poderoso Fez Grandes Coisas em Meu Favor: Elevou Os HumildesDocumento4 páginasO Todo-Poderoso Fez Grandes Coisas em Meu Favor: Elevou Os HumildesSimoes JBAinda não há avaliações
- Importa Facil Ciencia DuvidasDocumento6 páginasImporta Facil Ciencia DuvidasSimoes JBAinda não há avaliações
- Edital 77-2022 Apoio À Fixação de Jovens Doutores FAPESQ CNPQDocumento15 páginasEdital 77-2022 Apoio À Fixação de Jovens Doutores FAPESQ CNPQSimoes JBAinda não há avaliações
- Convite - Edital - 01-2023-Finep 26jan2023Documento6 páginasConvite - Edital - 01-2023-Finep 26jan2023Simoes JBAinda não há avaliações
- Natal 2011Documento23 páginasNatal 2011Simoes JBAinda não há avaliações
- 40 Brincadeiras Que Só Fazem Sentido para Quem Cresceu Nos Anos 1980 e 90 - Revista BulaDocumento8 páginas40 Brincadeiras Que Só Fazem Sentido para Quem Cresceu Nos Anos 1980 e 90 - Revista BulaSimoes JBAinda não há avaliações
- Cartelas BingoDocumento4 páginasCartelas BingoSimoes JBAinda não há avaliações
- UFCG Paper Shape Memory AlloyDocumento8 páginasUFCG Paper Shape Memory AlloySimoes JBAinda não há avaliações
- Ebook Simoes JB LMF PDFDocumento268 páginasEbook Simoes JB LMF PDFSimoes JBAinda não há avaliações
- Salmo 66Documento1 páginaSalmo 66Simoes JBAinda não há avaliações
- Resolução Consuni Ufersa #003 2018Documento14 páginasResolução Consuni Ufersa #003 2018Simoes JBAinda não há avaliações
- Minuta Da Chamada Universal 2018 Versao Final 20072018Documento12 páginasMinuta Da Chamada Universal 2018 Versao Final 20072018Simoes JBAinda não há avaliações
- HA1 - 06 Arte Etrusca e Romana 2022Documento126 páginasHA1 - 06 Arte Etrusca e Romana 2022HISTÓRIAS DA ARTEAinda não há avaliações
- Conservacaodetexteisnomuseupaulista PDFDocumento219 páginasConservacaodetexteisnomuseupaulista PDFMariana100% (1)
- Antiarte - Jorge MonteiroDocumento8 páginasAntiarte - Jorge MonteiroJorge MonteiroAinda não há avaliações
- 1 Ano - Eja Aula 5 - Arte Na Grécia - FundamentaçãoDocumento2 páginas1 Ano - Eja Aula 5 - Arte Na Grécia - FundamentaçãotiagoeugenioAinda não há avaliações
- Rochas Ígneas Ornamentais (Vídeos)Documento50 páginasRochas Ígneas Ornamentais (Vídeos)Lucas SoaresAinda não há avaliações
- Dimensões Nas ArtesDocumento10 páginasDimensões Nas ArtesTalita HunntterAinda não há avaliações
- Cantão e NeyDocumento3 páginasCantão e NeyMaria ClaraAinda não há avaliações
- Simulado Arte 8anoDocumento3 páginasSimulado Arte 8anoHelton AraújoAinda não há avaliações
- Arquitetura - Civilização MaiaDocumento3 páginasArquitetura - Civilização MaiaGui ZettiAinda não há avaliações
- A Arte Barroca OriginouDocumento2 páginasA Arte Barroca OriginouViviane Balbino BarbosaAinda não há avaliações
- Recup 1 - 701 - Odyla - 2024Documento2 páginasRecup 1 - 701 - Odyla - 2024ana.36354716Ainda não há avaliações
- Bastide Variações Sobre A Porta BarrocaDocumento9 páginasBastide Variações Sobre A Porta BarrocaRenaldo Mazaro Jr.Ainda não há avaliações
- Relatório Formação Papier MachéDocumento6 páginasRelatório Formação Papier Machéfernando felix profgmailAinda não há avaliações
- Hipg Arq Lo 215 For r01Documento1 páginaHipg Arq Lo 215 For r01Danilo GuimaraesAinda não há avaliações
- RICARDO ANGÉLICO - There Will Be No Safety ZoneDocumento26 páginasRICARDO ANGÉLICO - There Will Be No Safety ZoneCarlos Carvalho arte contemporâneaAinda não há avaliações
- Andruchak - Muralista Brasileiro - MuraisDocumento51 páginasAndruchak - Muralista Brasileiro - MuraisjakelinemarosAinda não há avaliações
- Ulfba Tes 925 PDFDocumento201 páginasUlfba Tes 925 PDFSara PetrovićAinda não há avaliações
- Camillo BoitoDocumento2 páginasCamillo BoitoBeatriz MozerAinda não há avaliações
- MANUALPROF Historia 8 PNLD2020 18560 Historiaescolaedemocracia-260Documento1 páginaMANUALPROF Historia 8 PNLD2020 18560 Historiaescolaedemocracia-260EUNISSE MARIA DE JESUS RODRIGUESAinda não há avaliações