Você também pode gostar
- Gestão de Produção - CronoanáliseDocumento13 páginasGestão de Produção - CronoanálisegeovanisilvaAinda não há avaliações
- Consultoria Interna de RHDocumento56 páginasConsultoria Interna de RHMarcelo Carvalho100% (1)
- Tempo PadrãoDocumento2 páginasTempo PadrãoValmirLOliveiraAinda não há avaliações
- Cronoanálise para obtenção de tempos-padrãoDocumento7 páginasCronoanálise para obtenção de tempos-padrãoQuero SuculentasAinda não há avaliações
- Barreiras para a implantação de lean manufacturing: o caso da indústria brasileira de papelão onduladoNo EverandBarreiras para a implantação de lean manufacturing: o caso da indústria brasileira de papelão onduladoAinda não há avaliações
- Estudo de tempos e métodos: cronometragem e análiseDocumento59 páginasEstudo de tempos e métodos: cronometragem e análiseEduardo Yam100% (1)
- Aula 4 - Estudo de Tempos e MetodosDocumento42 páginasAula 4 - Estudo de Tempos e MetodosSidnei DomingosAinda não há avaliações
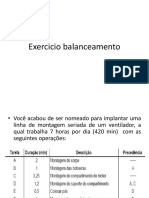
- Balanceamento de linha de produção de ventiladoresDocumento10 páginasBalanceamento de linha de produção de ventiladoresluizbandeiraAinda não há avaliações
- 5 princípios Lean ThinkingDocumento2 páginas5 princípios Lean ThinkingandreastreichelAinda não há avaliações
- PMP converte plano agregado em necessidades específicasDocumento10 páginasPMP converte plano agregado em necessidades específicasJeanJ7TAinda não há avaliações
- Fundamentos da cronoanálise e tempo padrãoDocumento13 páginasFundamentos da cronoanálise e tempo padrãoFernanda Paola ButarelliAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- A Divisão de Uma Operação em ElementosDocumento3 páginasA Divisão de Uma Operação em ElementosDouglas MouraAinda não há avaliações
- Técnicas Lean e Seis SigmaDocumento16 páginasTécnicas Lean e Seis Sigmawiliam peleteiro100% (1)
- Banner TCC Eng Produção GiovaineDocumento1 páginaBanner TCC Eng Produção GiovaineGiovaineFelipeAlmeidaAinda não há avaliações
- O Lean Manufacturing e seus benefíciosDocumento6 páginasO Lean Manufacturing e seus benefíciosMauro Cesar Monroe Pereira MonroeAinda não há avaliações
- Gestão da Produção - Lista de Exercícios Aula 05Documento4 páginasGestão da Produção - Lista de Exercícios Aula 05leogumpAinda não há avaliações
- TQM e Gestão Da Qualidade TotalDocumento42 páginasTQM e Gestão Da Qualidade Totalheron.frAinda não há avaliações
- Exercicios de ENME 2022Documento2 páginasExercicios de ENME 2022Ivan José ZianjaAinda não há avaliações
- Apostila Tempo-Padrão PDFDocumento35 páginasApostila Tempo-Padrão PDFhannahiaraAinda não há avaliações
- Auxiliar Administrativo: funções e habilidadesDocumento61 páginasAuxiliar Administrativo: funções e habilidadesThiagoCiriacoDosSantosAinda não há avaliações
- Engenharia de Produção em Foco: Gestão de OperaçõesNo EverandEngenharia de Produção em Foco: Gestão de OperaçõesAinda não há avaliações
- Estudo dos métodos e tempos de trabalhoDocumento47 páginasEstudo dos métodos e tempos de trabalhoMafalda SofiaAinda não há avaliações
- 3 - Ciclo de Vida Do Projeto PDFDocumento26 páginas3 - Ciclo de Vida Do Projeto PDFSantos Cesar Dos Santos César CesarAinda não há avaliações
- Programação e Controle de Produção (Recuperação Automática)Documento2 páginasProgramação e Controle de Produção (Recuperação Automática)paulaAinda não há avaliações
- Cronometragem de tarefas em estudo de tempos de produçãoDocumento2 páginasCronometragem de tarefas em estudo de tempos de produçãoleogumpAinda não há avaliações
- Indicadores produção estratégia manufaturaDocumento7 páginasIndicadores produção estratégia manufaturaPaulo Roberto AndradeAinda não há avaliações
- Planejamento recursos humanosDocumento24 páginasPlanejamento recursos humanosJonas VareloAinda não há avaliações
- Aula - Estudo de Tempos - Cronoanálise 01Documento49 páginasAula - Estudo de Tempos - Cronoanálise 01fernanda CruzAinda não há avaliações
- Estudo de Tempos e Métodos para Determinação do Tempo PadrãoDocumento35 páginasEstudo de Tempos e Métodos para Determinação do Tempo PadrãosouseuAinda não há avaliações
- Tempos e MovimentosDocumento93 páginasTempos e MovimentosJoão Paulo Figueira Marchesi100% (1)
- Exerccios Balanceamento de Linha de MontagemDocumento3 páginasExerccios Balanceamento de Linha de MontagemevandirAinda não há avaliações
- Processo 8s: gestão da qualidade e disciplinaDocumento9 páginasProcesso 8s: gestão da qualidade e disciplinaRuivo ThiagoAinda não há avaliações
- Benchmarking em Gerenciamento de Projetos No BrasilDocumento118 páginasBenchmarking em Gerenciamento de Projetos No BrasilDaniel Ettinger100% (1)
- Metodologia 8D para resolução de problemasDocumento3 páginasMetodologia 8D para resolução de problemasRodrigo Noguerol CorreaAinda não há avaliações
- AP Aula Revisão S104 SlackDocumento200 páginasAP Aula Revisão S104 SlackMarcos De Campos MaiaAinda não há avaliações
- Projetos de engenharia rodoviária e suas fasesDocumento22 páginasProjetos de engenharia rodoviária e suas faseslucas100% (2)
- Anexo 11 (PPT) Gestão Da Manutenção - TPMDocumento34 páginasAnexo 11 (PPT) Gestão Da Manutenção - TPMssidnalvasilvaAinda não há avaliações
- Aumento de Confiabilidade em Correias Transportadoras Por Manutencao Preventiva e CorretivaDocumento97 páginasAumento de Confiabilidade em Correias Transportadoras Por Manutencao Preventiva e CorretivaJoelmir CoelhoAinda não há avaliações
- Como Fazer Mapeamento Do Fluxo de ValorDocumento9 páginasComo Fazer Mapeamento Do Fluxo de ValorMateus PamplonaAinda não há avaliações
- Inserir Nomes E RGM???: Projeto Multidisciplinar - Ambiente LogísticoDocumento12 páginasInserir Nomes E RGM???: Projeto Multidisciplinar - Ambiente LogísticoKatia Grillo100% (1)
- Processo de negociação nas organizaçõesDocumento73 páginasProcesso de negociação nas organizaçõesmarciowiliamAinda não há avaliações
- Avaliação de Ritmo (Eficiência Do Operador)Documento3 páginasAvaliação de Ritmo (Eficiência Do Operador)Douglas Moura0% (1)
- O que é PCM e como implantá-lo em 10 etapasDocumento4 páginasO que é PCM e como implantá-lo em 10 etapasLuiz Guilherme Rodrigues BrandãoAinda não há avaliações
- Evolução dos Sistemas de PCPDocumento18 páginasEvolução dos Sistemas de PCPLuizaAinda não há avaliações
- TR - EVA para Extração de Rochas OrnamentaisDocumento6 páginasTR - EVA para Extração de Rochas OrnamentaisMarcos CarvalhoAinda não há avaliações
- Gestão da Manutenção com CMMSDocumento45 páginasGestão da Manutenção com CMMSemraposoAinda não há avaliações
- Produtividade E Eficiência Profissional: Estratégias Para O Sucesso No TrabalhoNo EverandProdutividade E Eficiência Profissional: Estratégias Para O Sucesso No TrabalhoAinda não há avaliações
- TCC Produção - Lean ManufacturingDocumento91 páginasTCC Produção - Lean ManufacturingRomulo Pavanelli100% (3)
- Producao Puxada e Producao Empurrada PDFDocumento16 páginasProducao Puxada e Producao Empurrada PDFJéssica KaliAinda não há avaliações
- Apostila LayoutDocumento55 páginasApostila Layoutsamaraver100% (1)
- Eficiência e produtividade na indústria de plásticos MonrizzoDocumento112 páginasEficiência e produtividade na indústria de plásticos MonrizzoUára MoraisAinda não há avaliações
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingDocumento22 páginasAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonAinda não há avaliações
- Cronometragem operações MTMDocumento3 páginasCronometragem operações MTMk4r0_oliveiraAinda não há avaliações
- WCM DesmitificandoDocumento7 páginasWCM DesmitificandoMadknight GameplayAinda não há avaliações
- Planejamento e Controle Da Produção ApostilaDocumento26 páginasPlanejamento e Controle Da Produção ApostilaKassio Alexandre CostaAinda não há avaliações
- PCP - Unidade 04Documento32 páginasPCP - Unidade 04Jose agustinhoAinda não há avaliações
- Aula 2 Da Escola Classica A Producao Enxuta Parte IIIDocumento14 páginasAula 2 Da Escola Classica A Producao Enxuta Parte IIIEmily BerteloniAinda não há avaliações
- Os 8 Desperdícios Mais Comuns em EmpresasDocumento15 páginasOs 8 Desperdícios Mais Comuns em Empresasangela raschAinda não há avaliações
- Artigo Sobre PCMDocumento20 páginasArtigo Sobre PCMleandro_ozelin97480% (1)
- Controle estatístico da qualidade: CEP e gráficos de controleDocumento37 páginasControle estatístico da qualidade: CEP e gráficos de controleHugo MiyataAinda não há avaliações
- CronomtragemDocumento47 páginasCronomtragemLuciana FoscariniAinda não há avaliações
- Tempos e Métodos - IntruduçãoDocumento45 páginasTempos e Métodos - IntruduçãoRenan Fernandes100% (2)
- Artigo Técnico - Roto, Flexo & ConversãoDocumento3 páginasArtigo Técnico - Roto, Flexo & ConversãoCarlos Junior0% (1)
- 01 - Planejamento e Controle Da Produção (PCP) - Conceitos BásicosDocumento18 páginas01 - Planejamento e Controle Da Produção (PCP) - Conceitos BásicosSuellen AgapitoAinda não há avaliações
- Modelo AnteprojetoDocumento11 páginasModelo AnteprojetoALEXANDRE ALBERTO DA CUNHAAinda não há avaliações
- Melhoria Contínua (Slide)Documento24 páginasMelhoria Contínua (Slide)Allef JesusAinda não há avaliações
- Modelos Ciclos BPM 40Documento5 páginasModelos Ciclos BPM 40António FerreiraAinda não há avaliações
- As Caracteristicas Do Gestor Esportivo Um Modelo de Suas CompetênciasDocumento16 páginasAs Caracteristicas Do Gestor Esportivo Um Modelo de Suas CompetênciasFlavio Moreira100% (2)
- Apresentação Luiz PauloDocumento18 páginasApresentação Luiz PauloFórum Permanente de Desenvolvimento Estratégico do Estado do RJAinda não há avaliações
- A animada festa de aniversário de BrasíliaDocumento16 páginasA animada festa de aniversário de BrasíliaDiego CarvalhoAinda não há avaliações
- Para Que Uma Startup de Tecnologia Logística No eDocumento2 páginasPara Que Uma Startup de Tecnologia Logística No eLaís AnjosAinda não há avaliações
- Auditoria interna x externa: evolução, tipos e importânciaDocumento24 páginasAuditoria interna x externa: evolução, tipos e importânciaJoseph Khalid SprinterAinda não há avaliações
- Diario Oficial de Nova Iguaçu de 13 de Agosto de 2013.Documento4 páginasDiario Oficial de Nova Iguaçu de 13 de Agosto de 2013.GMESPORTESAinda não há avaliações
- Políticas curriculares: Autonomia vs recentralizaçãoDocumento23 páginasPolíticas curriculares: Autonomia vs recentralizaçãojorgemota75Ainda não há avaliações
- Para onde andará o lobo mau da PsicologiaDocumento3 páginasPara onde andará o lobo mau da PsicologiaLuizpdeAinda não há avaliações
- Mapa de Avaliação de Objetos de ConhecimentoDocumento9 páginasMapa de Avaliação de Objetos de ConhecimentohpdfgylmAinda não há avaliações
- Análise do modelo japonês de organização industrialDocumento8 páginasAnálise do modelo japonês de organização industrialbastoshigorAinda não há avaliações
- TCC - Ana JúliaDocumento13 páginasTCC - Ana JúliaRodrigo CésarAinda não há avaliações
- Apontamentos de FiscalDocumento95 páginasApontamentos de Fiscaljoaopauloribeiro12Ainda não há avaliações
- Slides Aula Análise SWOTDocumento23 páginasSlides Aula Análise SWOTNatália Alves de OliveiraAinda não há avaliações
- Gestao Do Desempenho Administrativo - GDA 2 EdicaoDocumento57 páginasGestao Do Desempenho Administrativo - GDA 2 EdicaoVinicius Gonçalves TorresAinda não há avaliações
- Método ISO 9001 em courosDocumento152 páginasMétodo ISO 9001 em courosaugustus.juniorAinda não há avaliações
- Caderno Especial ML Serviços Financeiros - Parte Integrante Da Revista Cliente SA Edição 87 - Outubro09Documento20 páginasCaderno Especial ML Serviços Financeiros - Parte Integrante Da Revista Cliente SA Edição 87 - Outubro09Revista ClienteSAAinda não há avaliações
- RM1070280709 RM VitaeDocumento97 páginasRM1070280709 RM VitaeFred RuzzaAinda não há avaliações
- Gestão Qualidade em Serviços SaúdeDocumento16 páginasGestão Qualidade em Serviços SaúdeEdmilson Soares Ximenes Ximenes100% (1)