Você também pode gostar
- Aula 1. Sistema de Administração de Produção Gpo IiDocumento41 páginasAula 1. Sistema de Administração de Produção Gpo IiJúlia Stelvia GouveiaAinda não há avaliações
- Aula Lean ManufacturingDocumento26 páginasAula Lean Manufacturingtairessilva1910Ainda não há avaliações
- Questionário Sistemas Produtivos - Nicolas - 019211Documento3 páginasQuestionário Sistemas Produtivos - Nicolas - 019211imelb.ltdaAinda não há avaliações
- Manufatura Enxuta LeanDocumento9 páginasManufatura Enxuta LeanMarcelo AugustoAinda não há avaliações
- Paper Manufatura EnxutaDocumento5 páginasPaper Manufatura EnxutaAmarildo Moreira SantosAinda não há avaliações
- Apostila - Melhoria Cont Prod Proc Sist - Impressao - P60Documento66 páginasApostila - Melhoria Cont Prod Proc Sist - Impressao - P60Jefferson RodriguesAinda não há avaliações
- Método de ImplantaçãoDocumento15 páginasMétodo de ImplantaçãoIverson BravoAinda não há avaliações
- Just in Time PDFDocumento7 páginasJust in Time PDFMarco RomanelliAinda não há avaliações
- 409 1366 1 PBDocumento17 páginas409 1366 1 PBAline RibeiroAinda não há avaliações
- 8 DesperdiciosDocumento4 páginas8 DesperdiciosALEXANDRE MAGNUS PEREIRA DE SOUZAAinda não há avaliações
- Aula 1. Sistema de Administração de Produção Gpo IiDocumento31 páginasAula 1. Sistema de Administração de Produção Gpo IiJúlia Stelvia GouveiaAinda não há avaliações
- Custos da Qualidade e Desperdícios na ProduçãoDocumento28 páginasCustos da Qualidade e Desperdícios na ProduçãoWellington WellemenAinda não há avaliações
- Estratégias para planejamento estratégicoDocumento47 páginasEstratégias para planejamento estratégicoADRIANOAinda não há avaliações
- Lean ManufecturingDocumento5 páginasLean ManufecturingMilena Brondani BergalliAinda não há avaliações
- Sistema Toyota de ProduçãoDocumento21 páginasSistema Toyota de ProduçãoRuyAinda não há avaliações
- Aula Produção Enxuta Indicadores ProdutividadeDocumento8 páginasAula Produção Enxuta Indicadores ProdutividadeQueen CarvalhoAinda não há avaliações
- 14 Princípios ToyotaDocumento17 páginas14 Princípios ToyotaAmandaHenriquedeFariaAinda não há avaliações
- Planejamento ConstruçãoDocumento83 páginasPlanejamento ConstruçãoGilberto RosaAinda não há avaliações
- Atividade Avaliativa - Qualidade e ProdutividadeDocumento5 páginasAtividade Avaliativa - Qualidade e ProdutividadeLaiz MattosAinda não há avaliações
- Lean Manufacturing - 39 Ferramentas EssenciaisDocumento40 páginasLean Manufacturing - 39 Ferramentas EssenciaisGilberto FernandesAinda não há avaliações
- Planejamento e Controle da Produção na Manufatura EnxutaDocumento28 páginasPlanejamento e Controle da Produção na Manufatura EnxutaRubens BirchAinda não há avaliações
- Aula 2 - Modelo Japonês de AdministraçãoDocumento33 páginasAula 2 - Modelo Japonês de AdministraçãoDeniseAinda não há avaliações
- METODOLOGIA LEANDocumento11 páginasMETODOLOGIA LEANPriscila SaitoAinda não há avaliações
- Desenvolvimento-de-um-método-de-ensino-de-Lean-Manufacturing-através-da-montagem-de-carrinhos-LEGO-XIV-EMEPRODocumento11 páginasDesenvolvimento-de-um-método-de-ensino-de-Lean-Manufacturing-através-da-montagem-de-carrinhos-LEGO-XIV-EMEPROLaís Fernanda Arena MarcicanoAinda não há avaliações
- O Modelo Casa Toyota 2021Documento21 páginasO Modelo Casa Toyota 2021Fernando GiattiAinda não há avaliações
- Lean ManufacturingDocumento15 páginasLean ManufacturingFabrícioAinda não há avaliações
- Pen EnxutoDocumento26 páginasPen EnxutoAna Júlia Andrade DuqueAinda não há avaliações
- Gestão de Operações 2Documento80 páginasGestão de Operações 2Joaquim ParadinhaAinda não há avaliações
- Artigo VSM - Rodrigo ValilloDocumento7 páginasArtigo VSM - Rodrigo Valillomário antunesAinda não há avaliações
- Aulas Do Módulo Lean, Kanban e Times ÁgeisDocumento61 páginasAulas Do Módulo Lean, Kanban e Times Ágeisbruna cAinda não há avaliações
- Simulação de Processos: Ferramenta Poderosa para OtimizaçãoDocumento4 páginasSimulação de Processos: Ferramenta Poderosa para OtimizaçãoAkane AmiAinda não há avaliações
- Gestão da produção emDocumento39 páginasGestão da produção emNicolle AvilaAinda não há avaliações
- Estudo de layout por processo em indústria moveleiraDocumento10 páginasEstudo de layout por processo em indústria moveleirazz2pqmAinda não há avaliações
- Gestao Da ProduçãoDocumento37 páginasGestao Da ProduçãoMarcio Albuquerque Costa100% (1)
- VSM Apresentação Parte01Documento74 páginasVSM Apresentação Parte01DinoelAinda não há avaliações
- Planejamento e Controle da Produção Just In TimeDocumento42 páginasPlanejamento e Controle da Produção Just In TimeJoão VictorAinda não há avaliações
- Ferramentas JIT 5S KanbanDocumento4 páginasFerramentas JIT 5S KanbanJoilson PinhoAinda não há avaliações
- Artigo em Edição Lucas Eng ProduçãoDocumento22 páginasArtigo em Edição Lucas Eng ProduçãoKauan RodriguesAinda não há avaliações
- (FM2S) Yellow Belt - Módulo 2 - Ebook Conceitos de MudançasDocumento48 páginas(FM2S) Yellow Belt - Módulo 2 - Ebook Conceitos de MudançasrutifelicianoAinda não há avaliações
- Como as empresas usam o Value Stream Mapping para melhorar a produçãoDocumento35 páginasComo as empresas usam o Value Stream Mapping para melhorar a produçãoalexandrelymaAinda não há avaliações
- ToyotismoDocumento39 páginasToyotismoMateus CastilhoAinda não há avaliações
- Controle de QualidadeDocumento10 páginasControle de QualidadeDanielyAinda não há avaliações
- Resumo Green BeltDocumento38 páginasResumo Green BeltCamila PachecoAinda não há avaliações
- ADMPRODII Aula 2Documento35 páginasADMPRODII Aula 2frahedlerAinda não há avaliações
- Apresentação - LeanDocumento65 páginasApresentação - LeanArthur VictorAinda não há avaliações
- Análise Do Fluxo de Valor de Uma Fábrica de Aviamentos Por Meio Da Ferramenta MFVDocumento13 páginasAnálise Do Fluxo de Valor de Uma Fábrica de Aviamentos Por Meio Da Ferramenta MFVFabio Rodrigo VargasAinda não há avaliações
- Proposta de implantação de sistema kanban em indústria de panificaçãoDocumento15 páginasProposta de implantação de sistema kanban em indústria de panificaçãoGille MeloAinda não há avaliações
- OK 5lean ManufacturingPIDocumento32 páginasOK 5lean ManufacturingPIDiogoJSantosAinda não há avaliações
- A Filosofia Just in Time Como Otimizacao de Metodo de ProducaoDocumento13 páginasA Filosofia Just in Time Como Otimizacao de Metodo de ProducaoGil ColoiaAinda não há avaliações
- Administração e direção de empresas: áreas funcionais e processosDocumento23 páginasAdministração e direção de empresas: áreas funcionais e processosNatalia OliveiraAinda não há avaliações
- Controle Total de PerdasDocumento46 páginasControle Total de PerdasAlessandro CaetanoAinda não há avaliações
- Ebook - Mapa de Fluxo de Valor (LM) - Lean BlogDocumento14 páginasEbook - Mapa de Fluxo de Valor (LM) - Lean BlogRaphael SimeãoAinda não há avaliações
- Ferramentas de otimização de estoqueDocumento81 páginasFerramentas de otimização de estoqueAna Carolina CarvalhoAinda não há avaliações
- Implantação Do Sistema de Produção Enxuta - ESTÁCIODocumento24 páginasImplantação Do Sistema de Produção Enxuta - ESTÁCIOLuiz David MendesAinda não há avaliações
- TeoricoDocumento22 páginasTeoricoRaquel SantosAinda não há avaliações
- Mentalidade EnxutaDocumento51 páginasMentalidade EnxutaBruno Pereira DiasAinda não há avaliações
- Implantação Do Kanban Na Linha de Montagem de Sistema e Equipamentos Hidráulicos e EletromecânicosDocumento8 páginasImplantação Do Kanban Na Linha de Montagem de Sistema e Equipamentos Hidráulicos e EletromecânicosAnonymous cQWbIFFFkEAinda não há avaliações
- Os 8 Desperdícios Mais Comuns em EmpresasDocumento15 páginasOs 8 Desperdícios Mais Comuns em Empresasangela raschAinda não há avaliações
- Aplicação de conceitos da manufatura enxuta em linha de produção alimentíciaDocumento11 páginasAplicação de conceitos da manufatura enxuta em linha de produção alimentíciaMatheus dos AnjosAinda não há avaliações
- Catálogo de Peças: Colheitadeira Autopropelida S550 STSDocumento1.348 páginasCatálogo de Peças: Colheitadeira Autopropelida S550 STSalisson mateus oliveira pereiraAinda não há avaliações
- Texto de ApoioDocumento8 páginasTexto de ApoioDomZitoLopesAinda não há avaliações
- Aplicações de Robôs Industriais Com Garras MecânicasDocumento8 páginasAplicações de Robôs Industriais Com Garras MecânicasAnonymous QHHc0YWiUAinda não há avaliações
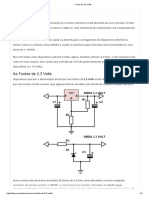
- Fonte de 3.3 VoltsDocumento3 páginasFonte de 3.3 Voltsjoao0honoratoAinda não há avaliações
- Exercícios Complementares - Word 2019Documento14 páginasExercícios Complementares - Word 2019Sidnéa Balbino da Silva balbinoAinda não há avaliações
- Catalogo Acessorio NopriceDocumento81 páginasCatalogo Acessorio NopriceKleber CaetanoAinda não há avaliações
- Nova mídia e comunicaçãoDocumento3 páginasNova mídia e comunicaçãoDaniela LaurindoAinda não há avaliações
- Python PenetraçãoDocumento178 páginasPython Penetraçãojuniormj1100% (1)
- Currículo para Professor de Segurança Do TrabalhoDocumento3 páginasCurrículo para Professor de Segurança Do TrabalhoescolacetecAinda não há avaliações
- Uso da tecnologia bipolar em circuitos integrados atuaisDocumento15 páginasUso da tecnologia bipolar em circuitos integrados atuaisJessica JacksonAinda não há avaliações
- PCPT 4 V405 R 03Documento20 páginasPCPT 4 V405 R 03Alex Oliveira100% (1)
- Cartilha Habitação v3Documento37 páginasCartilha Habitação v3Conceição DuarteAinda não há avaliações
- Atividade Prática Final - Introdução Ao AutocadDocumento4 páginasAtividade Prática Final - Introdução Ao AutocadNádia OliveiraAinda não há avaliações
- Proposta SECTIGO P20040901Documento6 páginasProposta SECTIGO P20040901marcusmsAinda não há avaliações
- Pedal de segurança PD3S-202 com 3 estágios de acionamentoDocumento2 páginasPedal de segurança PD3S-202 com 3 estágios de acionamentoFelipe MendesAinda não há avaliações
- Revit 2018Documento224 páginasRevit 2018Vitor Hugo Baffi100% (1)
- POP - SMPO.001 - Análise de Pleitos Da Ata de ProjetosDocumento14 páginasPOP - SMPO.001 - Análise de Pleitos Da Ata de ProjetosLigia ClausenAinda não há avaliações
- Gerente Logística gerencia recebimento estocagem distribuiçãoDocumento3 páginasGerente Logística gerencia recebimento estocagem distribuiçãoLuiz MeloAinda não há avaliações
- Apresentação CX Automatizada Padrão MANDocumento96 páginasApresentação CX Automatizada Padrão MANjohnny sabin100% (1)
- Lista Manuais InfraestruturaDocumento2 páginasLista Manuais InfraestruturaRenato MonteiroAinda não há avaliações
- FTQ Cartas Criaturas Template EditavelDocumento2 páginasFTQ Cartas Criaturas Template EditavelGeek TrekAinda não há avaliações
- Portas Lógicas Aula 3Documento40 páginasPortas Lógicas Aula 3Waldir De Souza MotaAinda não há avaliações
- Gerador Diesel 1250 KVADocumento2 páginasGerador Diesel 1250 KVAWilly Delbone EliasAinda não há avaliações
- Relação de Empresas Cadastradas Que Não Possuem Atividade de Transporte Rodoviario de CargasDocumento79 páginasRelação de Empresas Cadastradas Que Não Possuem Atividade de Transporte Rodoviario de CargasLeonardo Diniz de LimaAinda não há avaliações
- Evolução Dos Computadores 1971-1980Documento15 páginasEvolução Dos Computadores 1971-1980Rafael BertoliniAinda não há avaliações
- Acessórios eletrônicos e carregadores a partir de R$7,00Documento7 páginasAcessórios eletrônicos e carregadores a partir de R$7,00Jannsen JustaAinda não há avaliações
- 10 04 2014Documento104 páginas10 04 2014renatokawaAinda não há avaliações
- 16 Escavação, Locação Da Obra E InfraestruturaDocumento6 páginas16 Escavação, Locação Da Obra E InfraestruturaRafael de Oliveira DiasAinda não há avaliações
- Tivdio v-115 Manual EsDocumento2 páginasTivdio v-115 Manual EsBlack Onion100% (2)
- Dell Inspiron 14Z 8GB Windows 8Documento1 páginaDell Inspiron 14Z 8GB Windows 8Édio NetoAinda não há avaliações
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosNo EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosNota: 5 de 5 estrelas5/5 (10)
- Liderança: Guia De Gestão Para Ser Excepcional Em Influencia, Comunicação E Tomada De DecisãoNo EverandLiderança: Guia De Gestão Para Ser Excepcional Em Influencia, Comunicação E Tomada De DecisãoAinda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- O CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNo EverandO CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNota: 3.5 de 5 estrelas3.5/5 (17)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 37 Regras para um Negócio Online de Sucesso: Como Desistir do Seu Emprego, Mudar Para o Paraíso e Ganhar Dinheiro Enquanto DormeNo Everand37 Regras para um Negócio Online de Sucesso: Como Desistir do Seu Emprego, Mudar Para o Paraíso e Ganhar Dinheiro Enquanto DormeNota: 1.5 de 5 estrelas1.5/5 (2)
- Agência Enxuta: Como montar uma agência de marketing digital e ganhar dinheiro com o seu conhecimentoNo EverandAgência Enxuta: Como montar uma agência de marketing digital e ganhar dinheiro com o seu conhecimentoNota: 4 de 5 estrelas4/5 (4)
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Introdução a Data Science: Algoritmos de Machine Learning e métodos de análiseNo EverandIntrodução a Data Science: Algoritmos de Machine Learning e métodos de análiseAinda não há avaliações
- Gerenciamento da rotina do trabalho do dia-a-diaNo EverandGerenciamento da rotina do trabalho do dia-a-diaNota: 5 de 5 estrelas5/5 (2)
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (25)
- IoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNo EverandIoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNota: 4 de 5 estrelas4/5 (2)
- Estratégia de Negociação de Opções Binárias Vencedoras: Segredo simples de fazer dinheiro com opções binárias de negociaçãoNo EverandEstratégia de Negociação de Opções Binárias Vencedoras: Segredo simples de fazer dinheiro com opções binárias de negociaçãoNota: 4.5 de 5 estrelas4.5/5 (12)
- Caixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasNo EverandCaixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasAinda não há avaliações
- Gatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNo EverandGatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNota: 4 de 5 estrelas4/5 (107)