Você também pode gostar
- Gerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeNo EverandGerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeNota: 4.5 de 5 estrelas4.5/5 (5)
- Redução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoNo EverandRedução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoAinda não há avaliações
- Vendas eficazes começam com crençasDocumento72 páginasVendas eficazes começam com crençasAlexandre Azevedo100% (1)
- Guias GEELogísticaDocumento70 páginasGuias GEELogísticaMaria AntôniaAinda não há avaliações
- 100 Dicas Blazute - Direito AdministrativoDocumento16 páginas100 Dicas Blazute - Direito AdministrativoWillian Duarte100% (1)
- Gestão da manutenção: conceitos, tipos e ferramentasDocumento65 páginasGestão da manutenção: conceitos, tipos e ferramentasRobson Soares Ferreira100% (2)
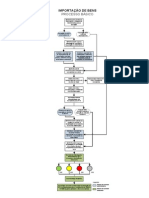
- Fluxograma de ImportaçãoDocumento1 páginaFluxograma de ImportaçãoCalil Amaral67% (3)
- PPCM - Rev02Documento64 páginasPPCM - Rev02Higor RobertoAinda não há avaliações
- Introdução à gestão de manutenção e evolução das gerações de manutençãoDocumento53 páginasIntrodução à gestão de manutenção e evolução das gerações de manutençãoEdson PortoAinda não há avaliações
- Manutenção Preventiva (Revisado)Documento11 páginasManutenção Preventiva (Revisado)RobertoCTeixeir100% (1)
- Inspeção Baseada em Risco Aplicada a Equipamentos Estáticos: uma aplicação práticaNo EverandInspeção Baseada em Risco Aplicada a Equipamentos Estáticos: uma aplicação práticaNota: 5 de 5 estrelas5/5 (1)
- 5 Proposta de Implantação de Manutenção Preventiva em Um Centro de Usinagem Vertical Um Estudo de CasoDocumento27 páginas5 Proposta de Implantação de Manutenção Preventiva em Um Centro de Usinagem Vertical Um Estudo de Casohjdsofp]aAinda não há avaliações
- Apostila Cpa 10 Professor Lucas SilvaDocumento109 páginasApostila Cpa 10 Professor Lucas SilvaAugustopaz19hotmail.com HenriqueAinda não há avaliações
- Manutenção e Sua PráticaDocumento4 páginasManutenção e Sua PráticaEdnaldo Silveira100% (1)
- Apoapostila Manutenção IndustrialDocumento64 páginasApoapostila Manutenção IndustrialWagner Barbosa MendonçaAinda não há avaliações
- Ética Prática - Peter SingerDocumento286 páginasÉtica Prática - Peter Singeroh271100% (2)
- Eng. de ManutençãoDocumento11 páginasEng. de ManutençãoMauricio Gonçalves FernandesAinda não há avaliações
- Manutenção Centrda Da Confiabilidade PDFDocumento5 páginasManutenção Centrda Da Confiabilidade PDFmnppok100% (1)
- 05.manutençao Preventiva PDFDocumento8 páginas05.manutençao Preventiva PDFPaulo CitrânguloAinda não há avaliações
- Fundamentos do Marketing emDocumento84 páginasFundamentos do Marketing emNuno CadeteAinda não há avaliações
- Proc Estocasticos - Cadeias de Markov Po III - Parte I PDFDocumento29 páginasProc Estocasticos - Cadeias de Markov Po III - Parte I PDFMaria AntôniaAinda não há avaliações
- Introdução à manutenção: conceitos, objetivos e tiposDocumento73 páginasIntrodução à manutenção: conceitos, objetivos e tiposPaulo RenatoAinda não há avaliações
- Artigo Revista Cerâmica IndustrialDocumento7 páginasArtigo Revista Cerâmica IndustrialglendajpAinda não há avaliações
- Manutenção preventiva em comércio automóveisDocumento12 páginasManutenção preventiva em comércio automóveisMauricio NunesAinda não há avaliações
- TCC FINAL - Equipe 1-Bruno Moreira - Revisado Orientador 29-11-2022Documento23 páginasTCC FINAL - Equipe 1-Bruno Moreira - Revisado Orientador 29-11-2022Gabriel BarbosaAinda não há avaliações
- A importância da manutenção em uma indústria alimentíciaDocumento28 páginasA importância da manutenção em uma indústria alimentíciaTadeu Granato100% (1)
- Gestão Da Manutenção Uma Nova PerspectivaDocumento13 páginasGestão Da Manutenção Uma Nova Perspectivawanderson cintraAinda não há avaliações
- TCC JoãoDocumento21 páginasTCC Joãoeve.kellyAinda não há avaliações
- administrador,+1123-Arquivo+do+artigo+em+formato+DOCX-4634-1-15-20210530Documento9 páginasadministrador,+1123-Arquivo+do+artigo+em+formato+DOCX-4634-1-15-20210530Shiryu DragonAinda não há avaliações
- TCC - Proposta de Implantação de Um Plano de Manutenção para Um Supermercado de Pequeno Porte em IbiraçuDocumento57 páginasTCC - Proposta de Implantação de Um Plano de Manutenção para Um Supermercado de Pequeno Porte em IbiraçuuseahmanoAinda não há avaliações
- Aula 1 - Manutenção de Equipamentos IndustriaisDocumento31 páginasAula 1 - Manutenção de Equipamentos IndustriaisMikhail Tibes SoaresAinda não há avaliações
- Implementação do pilar Manutenção Autônoma na TPMDocumento20 páginasImplementação do pilar Manutenção Autônoma na TPMandrecalpad100% (1)
- Implantação de TPM em indústria alimentíciaDocumento16 páginasImplantação de TPM em indústria alimentíciaFabinho GarciaAinda não há avaliações
- Manutenção Preditiva: contribuindo para melhoria de processosDocumento19 páginasManutenção Preditiva: contribuindo para melhoria de processosLuiz BarrosAinda não há avaliações
- Artigo Gestao FalhasDocumento19 páginasArtigo Gestao FalhasLuan DuarteAinda não há avaliações
- RCM application to improve reliability and maintenance of pulp pressesDocumento36 páginasRCM application to improve reliability and maintenance of pulp pressesDaniel HananiasAinda não há avaliações
- Valbaccili, 23-54-1 RVDocumento14 páginasValbaccili, 23-54-1 RVAngelo Baca AriasAinda não há avaliações
- Manutencao PreditivaDocumento17 páginasManutencao PreditivaAlice SilvaAinda não há avaliações
- metodologia-mpt-manuteno-produtiva-total-apostila03Documento12 páginasmetodologia-mpt-manuteno-produtiva-total-apostila03Dewton EspíndolaAinda não há avaliações
- Aula 6 Industria 40Documento15 páginasAula 6 Industria 40Fabiano Jose Fernandes RodriguesAinda não há avaliações
- 229 661 1 PBDocumento23 páginas229 661 1 PBDaniel NóbregaAinda não há avaliações
- Maximizando a disponibilidade de equipamentos com FMEADocumento7 páginasMaximizando a disponibilidade de equipamentos com FMEAJúlia GouveiaAinda não há avaliações
- Manutenção estratégica: evolução em 3 geraçõesDocumento25 páginasManutenção estratégica: evolução em 3 geraçõesRomulo FerreiraAinda não há avaliações
- A Importância Da Gestão Da Manutenção para o Aumento Da ProdutividadeDocumento7 páginasA Importância Da Gestão Da Manutenção para o Aumento Da ProdutividadeReginaldo CamposAinda não há avaliações
- Manutenção mecânica guiaDocumento18 páginasManutenção mecânica guiaJoaoMosbyAinda não há avaliações
- Gerenciamento e Controle Da ManutençãoDocumento31 páginasGerenciamento e Controle Da ManutençãoTiago ForattoAinda não há avaliações
- Análise planos manutenção equipamentos medição empresa petroquímicaDocumento15 páginasAnálise planos manutenção equipamentos medição empresa petroquímicaRafael SchneweissAinda não há avaliações
- Apostila TQPDocumento39 páginasApostila TQPmsmauriciosantosAinda não há avaliações
- Luciano BertelliDocumento28 páginasLuciano BertelliVinicius Teixeira CostaAinda não há avaliações
- Plano de manutenção para tear circularDocumento12 páginasPlano de manutenção para tear circularNatanael CarvalhoAinda não há avaliações
- Implantação Do TPM e Estudo de Caso Revista EspaciosDocumento21 páginasImplantação Do TPM e Estudo de Caso Revista EspaciosanapaulabaraujoAinda não há avaliações
- Aplicação Da Metodologia Lean Manufacturing À Gestão Da Manutenção - André Genuino de Santana (201804973) 3Documento13 páginasAplicação Da Metodologia Lean Manufacturing À Gestão Da Manutenção - André Genuino de Santana (201804973) 3lucasgasparmadastaAinda não há avaliações
- Implantação da manutenção autônoma em frigoríficoDocumento17 páginasImplantação da manutenção autônoma em frigoríficoRicardo BrunnerAinda não há avaliações
- Apresentação Do TCC3Documento19 páginasApresentação Do TCC3Rai CcAinda não há avaliações
- Tcc1-Estudo de Caso de Melhoria de Manutenção Com PlanejamentoDocumento4 páginasTcc1-Estudo de Caso de Melhoria de Manutenção Com PlanejamentoLEANDRO GARCIA ARANTESAinda não há avaliações
- Bruno Castro Tavares Atividade DefesaDocumento28 páginasBruno Castro Tavares Atividade Defesaheliomartins48Ainda não há avaliações
- Proposta de aumento de eficiência em fabricante de embalagensDocumento14 páginasProposta de aumento de eficiência em fabricante de embalagensBarbara ErlacherAinda não há avaliações
- Mateus Conteudo PDFDocumento17 páginasMateus Conteudo PDFDomingos MuandaAinda não há avaliações
- Modelo de Defesa PitágorasDocumento19 páginasModelo de Defesa PitágorasRai CcAinda não há avaliações
- Enegep2009 TN STO 091 619 13678Documento13 páginasEnegep2009 TN STO 091 619 13678Lara Geovanna SoaresAinda não há avaliações
- Planejamento de manutenção: partes necessáriasDocumento14 páginasPlanejamento de manutenção: partes necessáriasLucas Frederico Ribeiro0% (1)
- Estudo de Teorias de Manutenção. Tipos e Tendências AtuaisDocumento11 páginasEstudo de Teorias de Manutenção. Tipos e Tendências AtuaisDouglas Darmani Marques LimaAinda não há avaliações
- Thaisa - Manutencao - Preditiva - Empresa - ADocumento5 páginasThaisa - Manutencao - Preditiva - Empresa - AMauricio NunesAinda não há avaliações
- A Tecnologia e Manutenção Industrial PDFDocumento4 páginasA Tecnologia e Manutenção Industrial PDFRicardo GregorioAinda não há avaliações
- Aula23 Poco DisponibilizadaDocumento30 páginasAula23 Poco DisponibilizadaMaria AntôniaAinda não há avaliações
- WWW Nucleodoconhecimento Com BR Engenharia de Producao Manutencao IndustrialDocumento27 páginasWWW Nucleodoconhecimento Com BR Engenharia de Producao Manutencao IndustrialMaria AntôniaAinda não há avaliações
- WWW Nucleodoconhecimento Com BR Engenharia de Producao Manutencao IndustrialDocumento27 páginasWWW Nucleodoconhecimento Com BR Engenharia de Producao Manutencao IndustrialMaria AntôniaAinda não há avaliações
- Problema 4 - RelatórioDocumento6 páginasProblema 4 - RelatórioMaria AntôniaAinda não há avaliações
- Relatorio ModeloDocumento2 páginasRelatorio ModeloMaria AntôniaAinda não há avaliações
- CT Geob Xxii 2016 04Documento46 páginasCT Geob Xxii 2016 04Maria AntôniaAinda não há avaliações
- Experimento 11Documento12 páginasExperimento 11Mihyun KimAinda não há avaliações
- Razaoem 1Documento6 páginasRazaoem 1Richard FrotaAinda não há avaliações
- PG Daenp 2019 1 20Documento44 páginasPG Daenp 2019 1 20Maria AntôniaAinda não há avaliações
- Construindo um questionário eficazDocumento58 páginasConstruindo um questionário eficazschirifeAinda não há avaliações
- Artigo PerdasDocumento13 páginasArtigo PerdasMaria AntôniaAinda não há avaliações
- Manual Gestao TransportesDocumento36 páginasManual Gestao TransportesBruno AlvesAinda não há avaliações
- Tipos de AmostrasDocumento15 páginasTipos de AmostrasMaria AntôniaAinda não há avaliações
- Julio TerraDocumento9 páginasJulio TerraMaria AntôniaAinda não há avaliações
- SALERNO, Mario S. Projeto de Organizações Integradas e FlexíDocumento160 páginasSALERNO, Mario S. Projeto de Organizações Integradas e FlexíMarcelo De MenezesAinda não há avaliações
- Amostragem USPDocumento9 páginasAmostragem USPMaria AntôniaAinda não há avaliações
- Costa 2016 Analise Conteudo PDFDocumento197 páginasCosta 2016 Analise Conteudo PDFMaria AntôniaAinda não há avaliações
- Exercício - Objetivo de DesempenhoDocumento11 páginasExercício - Objetivo de DesempenhoMaria AntôniaAinda não há avaliações
- Rela To Rio Materia IsDocumento8 páginasRela To Rio Materia IsMaria AntôniaAinda não há avaliações
- Adm Financeira Grad 2019Documento67 páginasAdm Financeira Grad 2019Maria AntôniaAinda não há avaliações
- 126 - Seminario Belderrain - CastelliniDocumento25 páginas126 - Seminario Belderrain - CastelliniMaria AntôniaAinda não há avaliações
- Me Todos Final BLDocumento16 páginasMe Todos Final BLMaria AntôniaAinda não há avaliações
- Fatura BR 11-2020Documento2 páginasFatura BR 11-2020Sergio HenriqueAinda não há avaliações
- Aplicações financiamento PriceDocumento1 páginaAplicações financiamento PriceJoão DantasAinda não há avaliações
- PageGroup SalaryGuides 2024Documento26 páginasPageGroup SalaryGuides 2024almirante_andreAinda não há avaliações
- Tendências Do Mercado Imobiliário Navegando Na Dinâmica Com Ricardo OliveiraDocumento7 páginasTendências Do Mercado Imobiliário Navegando Na Dinâmica Com Ricardo OliveiraRicardo OliveiraAinda não há avaliações
- Inovações na transação tributária federal facilitam compensação de dívidasDocumento5 páginasInovações na transação tributária federal facilitam compensação de dívidasLins e Silva Empreendimentos ImobiliáriosAinda não há avaliações
- Project C (1) ..AGPI Final Entregue2Documento24 páginasProject C (1) ..AGPI Final Entregue2Wilson MotaAinda não há avaliações
- Contrato de locação residencialDocumento3 páginasContrato de locação residencialGorenildagmail.com AlmeidaAinda não há avaliações
- Braip - Termos de UsoDocumento31 páginasBraip - Termos de UsoJNildoAinda não há avaliações
- Estudo de Caso Danone, Bom Frio e Casas BahiaDocumento12 páginasEstudo de Caso Danone, Bom Frio e Casas BahiaFabio ZuffoAinda não há avaliações
- Sobre Nós A Rosaves É Uma Empresa Familiar Fundada em Desde Então Vem Solidificando Sua Excelência No Setor Agroindustrial Através Da ExperiênciDocumento26 páginasSobre Nós A Rosaves É Uma Empresa Familiar Fundada em Desde Então Vem Solidificando Sua Excelência No Setor Agroindustrial Através Da Experiêncimarionsc34Ainda não há avaliações
- Terceirização - A Terceirização e o Descompasso Com A Higidez, SSTDocumento15 páginasTerceirização - A Terceirização e o Descompasso Com A Higidez, SSTCPSSTAinda não há avaliações
- Brochure - BR-Colchão-Reno-Plus-PT-Jan21 PTDocumento2 páginasBrochure - BR-Colchão-Reno-Plus-PT-Jan21 PTSauloAinda não há avaliações
- Como elaborar DREDocumento8 páginasComo elaborar DREIago MazzeiAinda não há avaliações
- Petrobras: estrutura organizacional e atuação na logística de petróleoDocumento15 páginasPetrobras: estrutura organizacional e atuação na logística de petróleoSimone CostaAinda não há avaliações
- Balducci Kanaane, 2007Documento16 páginasBalducci Kanaane, 2007RafaelAinda não há avaliações
- Sistema Financeiro Nacional e Participantes do MercadoDocumento65 páginasSistema Financeiro Nacional e Participantes do MercadoluizaAinda não há avaliações
- 1 SMDocumento236 páginas1 SMTalita AvilaAinda não há avaliações
- Bioeconomia e agronegócio: serviços ecossistêmicosDocumento6 páginasBioeconomia e agronegócio: serviços ecossistêmicosSam MirandaAinda não há avaliações
- Aula Atividade AlunoDocumento43 páginasAula Atividade Alunokatarynamarques636Ainda não há avaliações
- Discrininação de PreçosDocumento3 páginasDiscrininação de PreçosmaluAinda não há avaliações
- Educação FinanceiraDocumento3 páginasEducação FinanceiraBIANCA LIMA RIBEIROAinda não há avaliações
- Nota 1Documento1 páginaNota 1Anderson TenórioAinda não há avaliações
- Tarefas Coordenador GeralDocumento7 páginasTarefas Coordenador GeralPEDAGÓGICO PIDAinda não há avaliações
- EVA: aplicabilidade prática a qualquer organizaçãoDocumento15 páginasEVA: aplicabilidade prática a qualquer organizaçãoMiguel SilvaAinda não há avaliações
- Estatuto do BASA e fundos constitucionaisDocumento11 páginasEstatuto do BASA e fundos constitucionaisemanuelleAinda não há avaliações
- Manutenção industrial: tipos de manutençãoDocumento30 páginasManutenção industrial: tipos de manutençãoJonata KleinAinda não há avaliações