Você também pode gostar
- Administração de MateriaisDocumento0 páginaAdministração de MateriaisCélio ChagasAinda não há avaliações
- Logística - Teoria e ModelosDocumento18 páginasLogística - Teoria e ModelosCatarina CristovamAinda não há avaliações
- AulasDocumento11 páginasAulasAnaAinda não há avaliações
- OK 2planejamento e Controle Da Produção PIDocumento38 páginasOK 2planejamento e Controle Da Produção PIFabio Rodrigo VargasAinda não há avaliações
- Contabilidade de Custos 1Documento47 páginasContabilidade de Custos 1Paulinha DantasAinda não há avaliações
- 7 - CUSTOS EMPRESARIAIS 2011 Texto 2Documento12 páginas7 - CUSTOS EMPRESARIAIS 2011 Texto 2tarzanzaoAinda não há avaliações
- LEC e Custos Totais - Aula 6Documento38 páginasLEC e Custos Totais - Aula 6Arildo Louzano da SilveiraAinda não há avaliações
- Aula Producao Set2015 StoaDocumento13 páginasAula Producao Set2015 StoaSidney Martins MarquesAinda não há avaliações
- Respostas Simples para Problemas Complexos Na Construção CivilDocumento68 páginasRespostas Simples para Problemas Complexos Na Construção CivilGuilhermeAinda não há avaliações
- Lotes EconômicosDocumento12 páginasLotes EconômicosEDGCONSULTAinda não há avaliações
- AML 09 Lotes EconômicosDocumento7 páginasAML 09 Lotes EconômicosKazuza EmersonAinda não há avaliações
- PCP A10 Parte A Estoques Engprod 2020 1Documento26 páginasPCP A10 Parte A Estoques Engprod 2020 1Fábio LucasAinda não há avaliações
- Gestao de StocksDocumento57 páginasGestao de StocksErivaldo AlmeidaAinda não há avaliações
- PCP Ua2 4 ExercíciosDocumento19 páginasPCP Ua2 4 ExercíciosRUBENS MOLINA LOURES DO NASCIMENTOAinda não há avaliações
- Transp 3.3.1Documento43 páginasTransp 3.3.1Andre BessaAinda não há avaliações
- Slides - Planejamento Da ProduçãoDocumento11 páginasSlides - Planejamento Da Produçãoecs71Ainda não há avaliações
- AULA 4 - Ordem de ProduçãoDocumento9 páginasAULA 4 - Ordem de ProduçãoDaniloLyraAinda não há avaliações
- Apuntes de Costos Unidad IiDocumento26 páginasApuntes de Costos Unidad IiDaniela MoragaAinda não há avaliações
- Contabilidade de Custos para Exame de Suficiencia ContabilidadeDocumento32 páginasContabilidade de Custos para Exame de Suficiencia ContabilidadeAdriana SouzaAinda não há avaliações
- Contabilidade de CustoDocumento53 páginasContabilidade de CustoEduTafulaAinda não há avaliações
- APostila Contabilidade de CustosDocumento62 páginasAPostila Contabilidade de CustossimuladocontabilAinda não há avaliações
- Plano de Produção Estratégico - SLIDESDocumento43 páginasPlano de Produção Estratégico - SLIDESFabio Rodrigo VargasAinda não há avaliações
- Planejamento Agregado e PMPDocumento35 páginasPlanejamento Agregado e PMPCláudio Dos SantosAinda não há avaliações
- Adm EstoqueDocumento24 páginasAdm Estoquevitim30Ainda não há avaliações
- Logística ParteDocumento46 páginasLogística ParteKtlyn AraújoAinda não há avaliações
- Economia Capitulo 3 - Produção e Custo de ProduçãoDocumento22 páginasEconomia Capitulo 3 - Produção e Custo de ProduçãorafaelmamareAinda não há avaliações
- Cap 7 - Função Produção (Stocks)Documento5 páginasCap 7 - Função Produção (Stocks)TALebreAinda não há avaliações
- Introducao A Gestao Da Producao e Operacoes - 2016-1Documento209 páginasIntroducao A Gestao Da Producao e Operacoes - 2016-1Aristofane ManuelAinda não há avaliações
- 1-Introducao A Gestao Da Producao e Operacoes - 2016-1 PDFDocumento209 páginas1-Introducao A Gestao Da Producao e Operacoes - 2016-1 PDFAristofane ManuelAinda não há avaliações
- Módulo 3 - Estrutura Sistemas de CustosDocumento19 páginasMódulo 3 - Estrutura Sistemas de Custosvanessajo0203Ainda não há avaliações
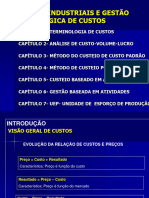
- Custos IndustriaisDocumento144 páginasCustos IndustriaisjonasAinda não há avaliações
- Aula 4 Custo de Estoque Modulo6Documento38 páginasAula 4 Custo de Estoque Modulo6Humberto NegrãoAinda não há avaliações
- PCP - Planejamento e Controle de Produção 03 Apontamento de ProduçãoDocumento19 páginasPCP - Planejamento e Controle de Produção 03 Apontamento de ProduçãoCleberton Antunes100% (1)
- Tema 1 - Controle de Custos em Projetos: Paulo RomaroDocumento32 páginasTema 1 - Controle de Custos em Projetos: Paulo RomarojanabarrosAinda não há avaliações
- Estoque Orçamento de ProduçãoDocumento3 páginasEstoque Orçamento de ProduçãozeramentocontabilAinda não há avaliações
- 2 EstoquesDocumento38 páginas2 EstoquesKarine Aparecida de CastroAinda não há avaliações
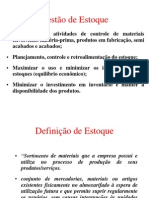
- Gestão de Estoque Cap12NDocumento34 páginasGestão de Estoque Cap12Nadaias297Ainda não há avaliações
- Orçamento Empresarial Integrado AtualizadoDocumento44 páginasOrçamento Empresarial Integrado AtualizadoCintia EvelynAinda não há avaliações
- Contabilidade Custos Mota Resumos ConcurDocumento62 páginasContabilidade Custos Mota Resumos Concurmizael ferreiraAinda não há avaliações
- Empurrada Versus PuxadaDocumento20 páginasEmpurrada Versus PuxadaÉrica GomesAinda não há avaliações
- Custos DesempenhoDocumento44 páginasCustos DesempenhoLIMADEMATOS0% (1)
- PPCPDocumento39 páginasPPCPNicolle AvilaAinda não há avaliações
- Contabilidade de CustosDocumento62 páginasContabilidade de Custosmeyremarques100% (3)
- Elaboração e Análise de Projetos PDFDocumento39 páginasElaboração e Análise de Projetos PDFRafael Soares de LemosAinda não há avaliações
- Iniciação A Administração E Controle Da ProduçãoNo EverandIniciação A Administração E Controle Da ProduçãoAinda não há avaliações
- Apostila de Contabilidade de Custos e EstoquesDocumento24 páginasApostila de Contabilidade de Custos e EstoquesKarl MaxAinda não há avaliações
- Aula 4Documento22 páginasAula 4Felipe CarvalhoAinda não há avaliações
- 1755exercicios Especializacao PCP 1aFDSDocumento4 páginas1755exercicios Especializacao PCP 1aFDSpaula71Ainda não há avaliações
- PCP 1 OlDocumento38 páginasPCP 1 OlBruno QuintoAinda não há avaliações
- Aula 11 Gestão de EstoquesDocumento53 páginasAula 11 Gestão de EstoqueselclesioAinda não há avaliações
- Gestão Da Demanda e Do EstoqueDocumento48 páginasGestão Da Demanda e Do EstoqueAmaral BarbosaAinda não há avaliações
- UFCD7850Documento45 páginasUFCD7850Célia Batista100% (1)
- Faça Você Mesmo O Sistema Da Qualidade AutogeridoNo EverandFaça Você Mesmo O Sistema Da Qualidade AutogeridoAinda não há avaliações
- Planejamento E Controle Da Produção: Volume 1No EverandPlanejamento E Controle Da Produção: Volume 1Ainda não há avaliações
- Monetização De Usinas Hidrelétricas, Solares E Eólicas: Aspectos Regulatórios De Mapeamento, Modelagem E MediçõesNo EverandMonetização De Usinas Hidrelétricas, Solares E Eólicas: Aspectos Regulatórios De Mapeamento, Modelagem E MediçõesAinda não há avaliações
- Kpi’s Para Estoque De Matéria PrimaNo EverandKpi’s Para Estoque De Matéria PrimaAinda não há avaliações
- Administracao de Materiais e LogisticaDocumento5 páginasAdministracao de Materiais e Logisticabrunalima.rdAinda não há avaliações
- Documento de Erick QueirozDocumento20 páginasDocumento de Erick QueirozErick QueirozAinda não há avaliações
- PIL Fatec Mauá - Logística - 1º SemestreDocumento12 páginasPIL Fatec Mauá - Logística - 1º Semestrematheusjames479Ainda não há avaliações
- Aula 3 - Conceitos Do LeanDocumento40 páginasAula 3 - Conceitos Do LeanjessicatitoAinda não há avaliações
- ADMICAMI-LDA PF2023 v2 PT-ENDocumento4 páginasADMICAMI-LDA PF2023 v2 PT-ENAlex Alexander MuhaleAinda não há avaliações
- Aula Adm Estoques 2 MRPDocumento23 páginasAula Adm Estoques 2 MRPFábio de Almeida Faria FariaAinda não há avaliações
- 1 - Plano de Aula - Fundamentos de LogísticaDocumento2 páginas1 - Plano de Aula - Fundamentos de Logísticapaulo BertaAinda não há avaliações
- Item Estoque Preço Unitário (R$) Consumo Anual (Unid)Documento2 páginasItem Estoque Preço Unitário (R$) Consumo Anual (Unid)23009601Ainda não há avaliações
- Cadastro de Espaços Confinados.Documento30 páginasCadastro de Espaços Confinados.João MouraAinda não há avaliações
- A Cadeia de SuprimentosDocumento24 páginasA Cadeia de SuprimentossuelemwAinda não há avaliações
- Funcionários Ativos 2 2024Documento10 páginasFuncionários Ativos 2 2024Jose Carlos CruzAinda não há avaliações
- LDB Guarulhos - Pesquisa GoogleDocumento1 páginaLDB Guarulhos - Pesquisa GoogleEmanuel MartinsAinda não há avaliações