Você também pode gostar
- NBR 11170-1990 - Serviços de PavimentaçãoDocumento6 páginasNBR 11170-1990 - Serviços de PavimentaçãoFlavioCunhaAinda não há avaliações
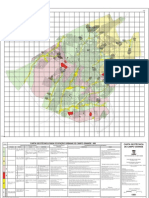
- Carta Geotecnica de Campo Grande - MapaDocumento1 páginaCarta Geotecnica de Campo Grande - MapaGilmar Franco MartinsAinda não há avaliações
- AVALIAÇÃO INDIVIDUAL DE MANUTENÇÃO MECÂNICADocumento6 páginasAVALIAÇÃO INDIVIDUAL DE MANUTENÇÃO MECÂNICASandra Silva MartinsAinda não há avaliações
- Artigo PCMDocumento11 páginasArtigo PCMLucas FerreiraAinda não há avaliações
- 2 - Resenha Segunda - Manutenção IndustrialDocumento21 páginas2 - Resenha Segunda - Manutenção IndustrialGabrielle JannuzziAinda não há avaliações
- Planejamento e Controle Da Manutenção. 1 EdiçãoDocumento72 páginasPlanejamento e Controle Da Manutenção. 1 EdiçãoDaniel Amorim Afonso90% (10)
- RESENHA - Áreas Ambientais Degradadas - Causas e RecuperaçãoDocumento6 páginasRESENHA - Áreas Ambientais Degradadas - Causas e RecuperaçãoLéo SantosAinda não há avaliações
- Produção de mudasDocumento13 páginasProdução de mudasLuciano50% (2)
- 791-Arquivo Do Artigo em Formato DOCX-3465-1-10-20200802Documento13 páginas791-Arquivo Do Artigo em Formato DOCX-3465-1-10-20200802Lucas ÁtilaAinda não há avaliações
- 229 661 1 PBDocumento23 páginas229 661 1 PBDaniel NóbregaAinda não há avaliações
- A História Da Evolução Do Sistema de Gestão de ManutençãoDocumento9 páginasA História Da Evolução Do Sistema de Gestão de ManutençãoGutemberg Rodrigues PinheiroAinda não há avaliações
- Ferramentas de QualidadeDocumento22 páginasFerramentas de QualidadeOVIDIO RAMOSAinda não há avaliações
- Kit manutenção aumenta indicadores retroescavadeirasDocumento23 páginasKit manutenção aumenta indicadores retroescavadeirasBruno SouzaAinda não há avaliações
- PPCM - Rev02Documento64 páginasPPCM - Rev02Higor RobertoAinda não há avaliações
- Bruno Castro Tavares Atividade DefesaDocumento28 páginasBruno Castro Tavares Atividade Defesaheliomartins48Ainda não há avaliações
- Gestão de Manutenção de Frotas de VeículosDocumento30 páginasGestão de Manutenção de Frotas de VeículosRafael JungesAinda não há avaliações
- Apresentação Do TCC3Documento19 páginasApresentação Do TCC3Rai CcAinda não há avaliações
- 761-Arquivo Do Artigo em Formato DOCX-3459-1!10!20200802Documento10 páginas761-Arquivo Do Artigo em Formato DOCX-3459-1!10!20200802Francieli SouzaAinda não há avaliações
- ArcelorMittal Maintenance Plan ReviewDocumento9 páginasArcelorMittal Maintenance Plan ReviewLucas FernandesAinda não há avaliações
- Luciano BertelliDocumento28 páginasLuciano BertelliVinicius Teixeira CostaAinda não há avaliações
- Modelo de Defesa PitágorasDocumento19 páginasModelo de Defesa PitágorasRai CcAinda não há avaliações
- Artigo - A História Da Evolução Do Sistema de Gestão de ManutençãoDocumento3 páginasArtigo - A História Da Evolução Do Sistema de Gestão de ManutençãoJose LucasAinda não há avaliações
- plano de manutençãoDocumento10 páginasplano de manutençãovaniareginavellosoAinda não há avaliações
- TEMA The Last PF IIDocumento20 páginasTEMA The Last PF IICristiano RodriguesAinda não há avaliações
- Gestão da Manutenção IndustrialDocumento28 páginasGestão da Manutenção IndustrialReginaldo CamposAinda não há avaliações
- Eng. de ManutençãoDocumento11 páginasEng. de ManutençãoMauricio Gonçalves FernandesAinda não há avaliações
- Gestão da manutenção industrial: conceitos e benefíciosDocumento33 páginasGestão da manutenção industrial: conceitos e benefíciosAlex AntonioAinda não há avaliações
- administrador,+1123-Arquivo+do+artigo+em+formato+DOCX-4634-1-15-20210530Documento9 páginasadministrador,+1123-Arquivo+do+artigo+em+formato+DOCX-4634-1-15-20210530Shiryu DragonAinda não há avaliações
- Livro GerenciamentoDocumento4 páginasLivro GerenciamentoAlexandre Rubio de Oliveira100% (1)
- Estratégia manutenção usinas pelotizaçãoDocumento12 páginasEstratégia manutenção usinas pelotizaçãoMonica Geska TesolimAinda não há avaliações
- 5 Proposta de Implantação de Manutenção Preventiva em Um Centro de Usinagem Vertical Um Estudo de CasoDocumento27 páginas5 Proposta de Implantação de Manutenção Preventiva em Um Centro de Usinagem Vertical Um Estudo de Casohjdsofp]aAinda não há avaliações
- Kit de Ferramentas para RolamentosDocumento21 páginasKit de Ferramentas para RolamentosRodrigo FigueiredoAinda não há avaliações
- TCC JoãoDocumento21 páginasTCC Joãoeve.kellyAinda não há avaliações
- Planejamento e Controle de Manutenção (PCM) em Unidade Hidráulica de Alto Forno - Estudo de Caso - TCC - Yuri F. CostaDocumento25 páginasPlanejamento e Controle de Manutenção (PCM) em Unidade Hidráulica de Alto Forno - Estudo de Caso - TCC - Yuri F. CostaInternet File SystemAinda não há avaliações
- Introdução à Engenharia de ManutençãoDocumento62 páginasIntrodução à Engenharia de ManutençãoAguinaldo Lima100% (3)
- Manufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoDocumento12 páginasManufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoVicLimaAinda não há avaliações
- A importância da manutenção em uma indústria alimentíciaDocumento28 páginasA importância da manutenção em uma indústria alimentíciaTadeu Granato100% (1)
- Galoa Proceedings CONEMI 2018 92900Documento16 páginasGaloa Proceedings CONEMI 2018 92900Filipe CoimbraAinda não há avaliações
- Técnicas de Manutenção em Equipamentos IndustriaisDocumento39 páginasTécnicas de Manutenção em Equipamentos IndustriaisFelipeSantiagoAinda não há avaliações
- Aplicação Do Planejamento e Controle Da Manutenção (PCM)Documento15 páginasAplicação Do Planejamento e Controle Da Manutenção (PCM)Carine De Paula Cunha CahAinda não há avaliações
- Gestão manutenção preventiva frotasDocumento15 páginasGestão manutenção preventiva frotasRondi GuimarãesAinda não há avaliações
- Implantação de TPM em indústria alimentíciaDocumento16 páginasImplantação de TPM em indústria alimentíciaFabinho GarciaAinda não há avaliações
- Gestão Da Manutenção 18112023 - ImprimirDocumento9 páginasGestão Da Manutenção 18112023 - ImprimirAlelena1Ainda não há avaliações
- PB - PPGEPS - M - MUNARO, Andre Felipe - 2018Documento82 páginasPB - PPGEPS - M - MUNARO, Andre Felipe - 2018Alexsandro Da Silva Fernandes JuniorAinda não há avaliações
- Questionario Engenharia de ManutençãoDocumento5 páginasQuestionario Engenharia de ManutençãoMarcio LuizAinda não há avaliações
- Valbaccili, 23-54-1 RVDocumento14 páginasValbaccili, 23-54-1 RVAngelo Baca AriasAinda não há avaliações
- Gestão Da ManutençãoDocumento31 páginasGestão Da Manutençãojebl58Ainda não há avaliações
- UAM - ENGENHARIA MECANICA - PRE PROJETO FINAL DE CURSO - Samyra de Lima Zambom.docxDocumento28 páginasUAM - ENGENHARIA MECANICA - PRE PROJETO FINAL DE CURSO - Samyra de Lima Zambom.docxShiryu DragonAinda não há avaliações
- Artigo Gestao FalhasDocumento19 páginasArtigo Gestao FalhasLuan DuarteAinda não há avaliações
- Aplicação Da Metodologia Lean Manufacturing À Gestão Da Manutenção - André Genuino de Santana (201804973) 3Documento13 páginasAplicação Da Metodologia Lean Manufacturing À Gestão Da Manutenção - André Genuino de Santana (201804973) 3lucasgasparmadastaAinda não há avaliações
- Implantação dos 4 passos de manutenção autônoma em célula robóticaDocumento20 páginasImplantação dos 4 passos de manutenção autônoma em célula robóticaAndré BassaniAinda não há avaliações
- Implantação Do TPM e Estudo de Caso Revista EspaciosDocumento21 páginasImplantação Do TPM e Estudo de Caso Revista EspaciosanapaulabaraujoAinda não há avaliações
- Artigo Sobre PCMDocumento20 páginasArtigo Sobre PCMleandro_ozelin97480% (1)
- Leonardo Magalhaes Atividade3Documento29 páginasLeonardo Magalhaes Atividade3Leonardo MagalhãesAinda não há avaliações
- Gestão manutenção SENAI MacaéDocumento30 páginasGestão manutenção SENAI MacaéPedro Guilherme SouzaAinda não há avaliações
- Aumento de Produtividade de Mão de Obra Técnica Aplicando o Scrum e Técnicas de Gerenciamento de Backlog Na Rotina de Times de ManutençãoDocumento15 páginasAumento de Produtividade de Mão de Obra Técnica Aplicando o Scrum e Técnicas de Gerenciamento de Backlog Na Rotina de Times de ManutençãoLuan DuarteAinda não há avaliações
- Artigo FinalDocumento15 páginasArtigo FinalLuan AntonioAinda não há avaliações
- Multivix Gestão Da Produção PeiDocumento17 páginasMultivix Gestão Da Produção PeiElton RochaAinda não há avaliações
- Evolução da Manutenção e fundação da ABRAMANDocumento6 páginasEvolução da Manutenção e fundação da ABRAMANmarcozziAinda não há avaliações
- MPT PDFDocumento55 páginasMPT PDFgabao123Ainda não há avaliações
- Gestão de riscos na manutenção industrialDocumento17 páginasGestão de riscos na manutenção industrialHelry CampregherAinda não há avaliações
- Redução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoNo EverandRedução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Gênese Da Geografia AgráriaDocumento21 páginasGênese Da Geografia AgráriaJuan LoAinda não há avaliações
- Mamona - 500 PerguntasDocumento254 páginasMamona - 500 Perguntassenhora_de_avalon100% (1)
- Glossário conciso de termos cársticos e espeleológicosDocumento71 páginasGlossário conciso de termos cársticos e espeleológicosPedro YamashiroAinda não há avaliações
- Aula 1 2020Documento104 páginasAula 1 2020DicksonAinda não há avaliações
- Análise de solos para fundações: tipos de sondagensDocumento30 páginasAnálise de solos para fundações: tipos de sondagensRogerio Castro - Condomínio Santa ÚrsulaAinda não há avaliações
- Preparo Reduzido de SoloDocumento1 páginaPreparo Reduzido de SoloSmaiello Ou MazyAinda não há avaliações
- Geologia Aplicada À GeografiaDocumento14 páginasGeologia Aplicada À Geografia16-117Ainda não há avaliações
- Dnit105 2009 Es PDFDocumento9 páginasDnit105 2009 Es PDFarpjunior22Ainda não há avaliações
- Cultura de Beringela - OmarDocumento25 páginasCultura de Beringela - OmarMaarufo Ibn Mahabubi GiuaAinda não há avaliações
- Cartilha Com As Principais Doenças Da Cana-De-Açúcar No Brasil.Documento30 páginasCartilha Com As Principais Doenças Da Cana-De-Açúcar No Brasil.Rogério Rangel ChavesAinda não há avaliações
- Nutrição mineral de hortaliças: absorção e transporteDocumento7 páginasNutrição mineral de hortaliças: absorção e transporteThayná RochaAinda não há avaliações
- Queimadas descontroladas no Parque Nacional de GorongosaDocumento15 páginasQueimadas descontroladas no Parque Nacional de GorongosaZünëÿdÿ Jülïäö Dös Müchängä100% (1)
- Apostila de Geologia AmbientalDocumento23 páginasApostila de Geologia AmbientalGilAinda não há avaliações
- Interpretação de análises de solo para adubação do cacaueiroDocumento48 páginasInterpretação de análises de solo para adubação do cacaueiroraulAinda não há avaliações
- Índices físicos dos solos: peso específico, porosidade, grau de saturação e umidadeDocumento26 páginasÍndices físicos dos solos: peso específico, porosidade, grau de saturação e umidadePROJETO IFF UENFAinda não há avaliações
- Fundações de edifícios: conceitos técnicos e estudo de casoDocumento28 páginasFundações de edifícios: conceitos técnicos e estudo de casoAndrielly CarrijoAinda não há avaliações
- Experiência Com Encostas em Recife - Gusmão FilhoDocumento14 páginasExperiência Com Encostas em Recife - Gusmão FilhoMayssa AlvesAinda não há avaliações
- Máquinas e Métodos de DesmatamentoDocumento18 páginasMáquinas e Métodos de DesmatamentoEugenioViana100% (1)
- Jardim Comestível: plantando saúde, colhendo felicidadeDocumento72 páginasJardim Comestível: plantando saúde, colhendo felicidadeanonimust00100% (1)
- Planejamento Bimestral para Educação Infantil 05 Anos Alinhado A BNCC - 4° BimestreDocumento3 páginasPlanejamento Bimestral para Educação Infantil 05 Anos Alinhado A BNCC - 4° BimestreLara Oliveira100% (1)
- Tese Tirante Parede DiafragmaDocumento61 páginasTese Tirante Parede DiafragmaWilber VillegasAinda não há avaliações
- Caracois PDFDocumento86 páginasCaracois PDFHilario Nobre0% (1)
- Patologia Das Construcoes Parte0201Documento10 páginasPatologia Das Construcoes Parte0201Mark ReurisonAinda não há avaliações
- Anais GEORS 2017Documento730 páginasAnais GEORS 2017Diogo CordovaAinda não há avaliações
- EnC - Planilha de Calculo de Fundacoes em Estacas v2-20150630Documento17 páginasEnC - Planilha de Calculo de Fundacoes em Estacas v2-20150630camilarnogueiraAinda não há avaliações
- Magnésio Manejo para o Equilibrio Nutricional Da SojaDocumento55 páginasMagnésio Manejo para o Equilibrio Nutricional Da SojawehelbioAinda não há avaliações