Você também pode gostar
- Apostila de Processos de UsinagemDocumento192 páginasApostila de Processos de Usinagemmachsilva100% (2)
- 85 Segredos Revelados para Seu Instagram Bombar As Vendas para 2021Documento49 páginas85 Segredos Revelados para Seu Instagram Bombar As Vendas para 2021Site para Terapeutas Holísticos100% (1)
- 01 Fluidos de CorteDocumento51 páginas01 Fluidos de CorteMarcelo R. SalatiAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Resumo Direito AdministrativoDocumento8 páginasResumo Direito AdministrativoGabriel JauchAinda não há avaliações
- Estudo Sobre Transdutor de Vacuo PDFDocumento11 páginasEstudo Sobre Transdutor de Vacuo PDFJoao Silva Lopes100% (4)
- Plano de Cargos AlemaDocumento44 páginasPlano de Cargos AlemaapcejamAinda não há avaliações
- Processo de FuraçãoDocumento31 páginasProcesso de Furaçãoweslleyrick100% (1)
- Processo de conformação por estampagem: principais conceitos e aplicaçõesDocumento5 páginasProcesso de conformação por estampagem: principais conceitos e aplicaçõesCarolai Fabris100% (1)
- FreddoDocumento17 páginasFreddosanazmelo100% (1)
- UsinabilidadeDocumento14 páginasUsinabilidadevictorAinda não há avaliações
- Curso de Investigação Confirmatória - ABEMADocumento37 páginasCurso de Investigação Confirmatória - ABEMATecnohidro Engenharia AmbientalAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Livro Ensilagem Completo BovinoDocumento72 páginasLivro Ensilagem Completo BovinoSimplicio CarvalhoAinda não há avaliações
- ForjaDocumento46 páginasForjalewisprotecAinda não há avaliações
- 11682-Texto Do Artigo-209209210236-1-10-20180402Documento15 páginas11682-Texto Do Artigo-209209210236-1-10-20180402VITORIA DOS SANTOS SILVAAinda não há avaliações
- Avarias e desgastes de ferramentas de corteDocumento4 páginasAvarias e desgastes de ferramentas de cortegutosudAinda não há avaliações
- Pressão Específica de Corte e Fatores que InfluenciamDocumento10 páginasPressão Específica de Corte e Fatores que InfluenciamGabriel FerreiraAinda não há avaliações
- Mauro Paipa Parte 2Documento90 páginasMauro Paipa Parte 2salomao lucio dos santosAinda não há avaliações
- Fabricação Mecânica - Temperatura na Região de CorteDocumento26 páginasFabricação Mecânica - Temperatura na Região de CorteCarleones SiqueiraAinda não há avaliações
- Revestimentos para Ferramenta de Corte - Vinícius Mendonça Franco CançadoDocumento13 páginasRevestimentos para Ferramenta de Corte - Vinícius Mendonça Franco CançadoVinícius MendonçaAinda não há avaliações
- Usinagem Aula 2Documento74 páginasUsinagem Aula 2Rodrigo TrindadeAinda não há avaliações
- UFPB-CET-DEM Exame Final de Engenharia MecânicaDocumento3 páginasUFPB-CET-DEM Exame Final de Engenharia MecânicaFabrycio Érico de MedeirosAinda não há avaliações
- Processos UsinagemDocumento4 páginasProcessos UsinagemBruno Augusto Dutra FreitasAinda não há avaliações
- Análise Do Desgaste Da Ferramenta de Corte Na Usinagem Dos AÇOS SAE 1020 E SAE 1045Documento9 páginasAnálise Do Desgaste Da Ferramenta de Corte Na Usinagem Dos AÇOS SAE 1020 E SAE 1045Lucas DuarteAinda não há avaliações
- Impressao (1) .Estágio SupervisionadoDocumento16 páginasImpressao (1) .Estágio Supervisionadofaguinho999Ainda não há avaliações
- Usinabilidade Dos MateriaisDocumento103 páginasUsinabilidade Dos MateriaisbexigaobrotherAinda não há avaliações
- 9 - Desgaste em Ferramentas de UsinagemDocumento22 páginas9 - Desgaste em Ferramentas de UsinagemFELIPE ALMEIDAAinda não há avaliações
- Materiais Utilizados Na Fabricação de Ferramentas e CorteDocumento17 páginasMateriais Utilizados Na Fabricação de Ferramentas e CorteMatheus SilvaAinda não há avaliações
- Desgaste de Cratera: Desgaste Frontal: Desgaste de EntalheDocumento2 páginasDesgaste de Cratera: Desgaste Frontal: Desgaste de EntalheLeonardo SaraivaAinda não há avaliações
- Cap.6 Avarias e DesgasteDocumento94 páginasCap.6 Avarias e DesgastegaborinAinda não há avaliações
- ME - PereiraDocumento8 páginasME - PereiraDavi MarquesAinda não há avaliações
- Aula de Trefilaçao Parte 1Documento9 páginasAula de Trefilaçao Parte 1Bruno CostaAinda não há avaliações
- UFPB Centro Tecnologia Engenharia Mecânica Tecnologia Mecânica IDocumento3 páginasUFPB Centro Tecnologia Engenharia Mecânica Tecnologia Mecânica IFabrycio Érico de MedeirosAinda não há avaliações
- Fatores que influenciam no desgaste e vida de ferramentas de corteDocumento14 páginasFatores que influenciam no desgaste e vida de ferramentas de corteRodrigo ManoelAinda não há avaliações
- EM535 - Prova 2s2016Documento6 páginasEM535 - Prova 2s2016guilherme lacerdaAinda não há avaliações
- FEITA Prova Usinagem ExerciciosDocumento6 páginasFEITA Prova Usinagem ExerciciosAdriel AvilaAinda não há avaliações
- Desgaste e Vida Da FerramentaDocumento23 páginasDesgaste e Vida Da Ferramentadark_angel2Ainda não há avaliações
- Manufatura Mecânica UsinagemDocumento4 páginasManufatura Mecânica UsinagemMarlon WillyanAinda não há avaliações
- Questões 27 À 39 UsinagemDocumento7 páginasQuestões 27 À 39 UsinagemFelipe GomesAinda não há avaliações
- Avaliação do desgaste de brocas de aço-rápido modificadas por nitretação a plasmaDocumento9 páginasAvaliação do desgaste de brocas de aço-rápido modificadas por nitretação a plasmaEmmirmecAinda não há avaliações
- Desgaste Ferramenta UsinagemDocumento7 páginasDesgaste Ferramenta UsinagemCharlles PimentaAinda não há avaliações
- UNIFEI Campus Itabira: Tecnologia da Fabricação IIIDocumento2 páginasUNIFEI Campus Itabira: Tecnologia da Fabricação IIIIsaque SilvaAinda não há avaliações
- UsinagemDocumento16 páginasUsinagemBrian GriffinAinda não há avaliações
- Usinagem g2Documento25 páginasUsinagem g2maidana sistemasdeclimatizaçãoAinda não há avaliações
- Relatorio Maquinas OperatrizesDocumento4 páginasRelatorio Maquinas OperatrizesCaio486Ainda não há avaliações
- Usinagem Aços - Gustavo AugustoDocumento6 páginasUsinagem Aços - Gustavo AugustoGustavo DominguesAinda não há avaliações
- Lista 3 - UsinagemDocumento11 páginasLista 3 - UsinagemLaíse GusmãoAinda não há avaliações
- Processos de usinagem e materiais para ferramentas de corteDocumento85 páginasProcessos de usinagem e materiais para ferramentas de corteassemilAinda não há avaliações
- Conteúdo de Sala USIN IDocumento14 páginasConteúdo de Sala USIN IAnselmo FabrisAinda não há avaliações
- Aula 02 Processos de Fabricação ConformaçãoDocumento56 páginasAula 02 Processos de Fabricação ConformaçãoReginaldo CamposAinda não há avaliações
- AVARIAS E DESGASTE DE FERRAMENTAS DE CORTE - Molde Injeção PlásticosDocumento9 páginasAVARIAS E DESGASTE DE FERRAMENTAS DE CORTE - Molde Injeção PlásticosGislaini SantosAinda não há avaliações
- Fundamentos da Usinagem dos Materiais - Desgaste e Falhas da FerramentaDocumento11 páginasFundamentos da Usinagem dos Materiais - Desgaste e Falhas da FerramentaGisele FernandaAinda não há avaliações
- Propriedades Requeridas para Aços FerramentaDocumento7 páginasPropriedades Requeridas para Aços FerramentaQuelton NgulubeAinda não há avaliações
- Cutting Temperature Measurement While Machining - A Review (4)Documento9 páginasCutting Temperature Measurement While Machining - A Review (4)qxnyqhhcznAinda não há avaliações
- Conformacao 2Documento35 páginasConformacao 2Luis TertulianoAinda não há avaliações
- Solda Na Manutenção IIDocumento3 páginasSolda Na Manutenção IIMarx AraujoAinda não há avaliações
- Lista 1 - PPMDocumento9 páginasLista 1 - PPMlucasmsn38Ainda não há avaliações
- Processos ConformaçãoDocumento9 páginasProcessos ConformaçãoLucas KurosakiAinda não há avaliações
- Comparação da usinabilidade de ferro fundido nodular e austemperado em furaçãoDocumento6 páginasComparação da usinabilidade de ferro fundido nodular e austemperado em furaçãoluigi_mazzuccoAinda não há avaliações
- Materiais para Ferramentas de Corte09112016Documento68 páginasMateriais para Ferramentas de Corte09112016Vitor LopesAinda não há avaliações
- E-Book Básico Aspersão TérmicaDocumento10 páginasE-Book Básico Aspersão TérmicaJosue araujoAinda não há avaliações
- Aol 02 Maquinas OperatrizesDocumento8 páginasAol 02 Maquinas OperatrizesbarataengAinda não há avaliações
- Fundamentos do corte CNCDocumento24 páginasFundamentos do corte CNCTorcato JorgeAinda não há avaliações
- Pv2 Usinagem2sem2020 AugustoSouzaDocumento4 páginasPv2 Usinagem2sem2020 AugustoSouzaPedroAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Rela 10Documento9 páginasRela 10gustavoAinda não há avaliações
- Rela 10Documento9 páginasRela 10gustavoAinda não há avaliações
- Pv1-Usinagem2sem20 Joao Augusto Da Costa Terilli - Joao Vitor de OliveiraDocumento6 páginasPv1-Usinagem2sem20 Joao Augusto Da Costa Terilli - Joao Vitor de OliveiragustavoAinda não há avaliações
- Rela 10Documento9 páginasRela 10gustavoAinda não há avaliações
- Perda de CargaDocumento12 páginasPerda de CargagustavoAinda não há avaliações
- Contrato Sorria Aguas Lindas Pmoc 27.11Documento6 páginasContrato Sorria Aguas Lindas Pmoc 27.11gustavoAinda não há avaliações
- Eb Prova p2 2021 2s Leonardo Ruella CamposDocumento11 páginasEb Prova p2 2021 2s Leonardo Ruella CamposgustavoAinda não há avaliações
- Contrato Sorria Aguas Lindas Pmoc 27.11Documento6 páginasContrato Sorria Aguas Lindas Pmoc 27.11gustavoAinda não há avaliações
- Trabalho de Soldagem - Eletrodo RevestidoDocumento23 páginasTrabalho de Soldagem - Eletrodo RevestidogustavoAinda não há avaliações
- Contrato Sorria Aguas Lindas Pmoc 27.11Documento6 páginasContrato Sorria Aguas Lindas Pmoc 27.11gustavoAinda não há avaliações
- Contrato Sorria Aguas Lindas Pmoc 27.11Documento6 páginasContrato Sorria Aguas Lindas Pmoc 27.11gustavoAinda não há avaliações
- InativosDocumento8 páginasInativosgustavoAinda não há avaliações
- Experimento 3Documento9 páginasExperimento 3gustavoAinda não há avaliações
- CARTA ABERTA DE PATROCÍNIO - Festival Da CarneDocumento1 páginaCARTA ABERTA DE PATROCÍNIO - Festival Da CarnegustavoAinda não há avaliações
- PDF - Darllan Queiroz Da SilvaDocumento48 páginasPDF - Darllan Queiroz Da SilvaGraciano emilio VaquinaAinda não há avaliações
- LivroDocumento109 páginasLivrotgviniciusAinda não há avaliações
- Regimento Interno Condomínio Morada Recanto dos PássarosDocumento18 páginasRegimento Interno Condomínio Morada Recanto dos PássaroseguanabaraAinda não há avaliações
- Plano de Aula - Elevador HidráulicoDocumento4 páginasPlano de Aula - Elevador HidráulicoMichele JastrowAinda não há avaliações
- FISPQ 0014069 - Loctite 262Documento7 páginasFISPQ 0014069 - Loctite 262Guilherme SchwartzAinda não há avaliações
- Cobreq Catálogo Linha Leve GeralDocumento92 páginasCobreq Catálogo Linha Leve GeralLEODECIO BELO DE OLIVEIRAAinda não há avaliações
- Plano de Negocio para Way BeerDocumento71 páginasPlano de Negocio para Way BeerVinícius Chiquetto FariaAinda não há avaliações
- LukeDocumento1 páginaLukedaviguilhermesaoresAinda não há avaliações
- Relatório de Arrasamento de Estaca - Pype Rack 09-07Documento1 páginaRelatório de Arrasamento de Estaca - Pype Rack 09-07Eng Fabio DantasAinda não há avaliações
- História da ciência forense revela pioneiros excêntricosDocumento4 páginasHistória da ciência forense revela pioneiros excêntricoscaningar outroAinda não há avaliações
- Av Alg CDocumento6 páginasAv Alg Ccaritasmas15Ainda não há avaliações
- Orçamento e Contabilidade Pública - Deusvaldo CarvalhoDocumento392 páginasOrçamento e Contabilidade Pública - Deusvaldo CarvalhoOdnanref Asuos LaelAinda não há avaliações
- Ficha de segurança para Flakeglass 500 D - Componente ADocumento10 páginasFicha de segurança para Flakeglass 500 D - Componente ASloane FreitasAinda não há avaliações
- 2075 - Configuração Do Caixa NFCEDocumento8 páginas2075 - Configuração Do Caixa NFCEJunior IfgAinda não há avaliações
- Modelo de APR Movimentação de Cargas - Blog Segurança Do TrabalhoDocumento5 páginasModelo de APR Movimentação de Cargas - Blog Segurança Do TrabalhoEduardo BarbosaAinda não há avaliações
- Ficha Técnica GolDocumento1 páginaFicha Técnica GolRanieri Meireles OliveiraAinda não há avaliações
- Livro Banco de Dados Volume 04Documento76 páginasLivro Banco de Dados Volume 04Vilson Cristiano GärtnerAinda não há avaliações
- CATÁLOGO Pedagógico - ImpressãoDocumento86 páginasCATÁLOGO Pedagógico - Impressãoalvesdudac2004Ainda não há avaliações
- Resumo de lançamentos automotivos 2019Documento8 páginasResumo de lançamentos automotivos 2019fabiano silvaAinda não há avaliações
- Instalações elétricas: potências ativa e reativaDocumento2 páginasInstalações elétricas: potências ativa e reativaCarlos BrandãoAinda não há avaliações
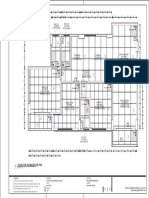
- Planta de PaginaçãoDocumento1 páginaPlanta de PaginaçãoKercia sampaioAinda não há avaliações
- A Origem Do RadioDocumento2 páginasA Origem Do RadioCelia EEdilvo SilvaAinda não há avaliações
- Acesso Pelo Hik-Connect NuvemDocumento9 páginasAcesso Pelo Hik-Connect NuvemErick OliveiraAinda não há avaliações