Você também pode gostar
- Cabala Pratica Charles Fielding PDFDocumento188 páginasCabala Pratica Charles Fielding PDFPedro Arthur100% (3)
- Armador de ferrosNo EverandArmador de ferrosSENAI-SP EditoraNota: 5 de 5 estrelas5/5 (1)
- Reologia do Concreto: Fatores influentes para previsão da retração e fluênciaNo EverandReologia do Concreto: Fatores influentes para previsão da retração e fluênciaAinda não há avaliações
- Apostila Conformação MecânicaDocumento67 páginasApostila Conformação MecânicaIvonete SampaioAinda não há avaliações
- Conformação mecânica processosDocumento39 páginasConformação mecânica processosRenato César Andrade100% (2)
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNo EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerAinda não há avaliações
- A chave da difusão do ensinamento de Meishu SamaDocumento289 páginasA chave da difusão do ensinamento de Meishu SamaMaria Dal Secco100% (2)
- BTMB0009 - Boletim Técnico Brastemp Máquina de BebidasDocumento20 páginasBTMB0009 - Boletim Técnico Brastemp Máquina de BebidasAntonio Cesario Junior100% (2)
- Conformação Mecânica PDFDocumento40 páginasConformação Mecânica PDFDiego Fernandes do NascimentoAinda não há avaliações
- Propriedades mecânicas dos materiais: resistência, módulo de Young e tipos de falhaDocumento32 páginasPropriedades mecânicas dos materiais: resistência, módulo de Young e tipos de falhamarcussodreAinda não há avaliações
- Endurecimento Via Encruamento PDFDocumento25 páginasEndurecimento Via Encruamento PDFBrian BecharaAinda não há avaliações
- Conformação MecânicaDocumento90 páginasConformação MecânicaJoão VictorAinda não há avaliações
- Dilla Time A Vida e Pós Vida de J-Dilla o Produtor Hip-Hop Que Reinventou o RitmoDocumento472 páginasDilla Time A Vida e Pós Vida de J-Dilla o Produtor Hip-Hop Que Reinventou o RitmoJessé Martins100% (1)
- Propriedades mecânicas principaisDocumento26 páginasPropriedades mecânicas principaisLucas LobãoAinda não há avaliações
- Modelo de plano de aula para estágio supervisionadoDocumento16 páginasModelo de plano de aula para estágio supervisionadoCarol Santiago0% (1)
- Ativ GEO 3ano 03 05Documento5 páginasAtiv GEO 3ano 03 05Amanda MattosAinda não há avaliações
- Processos de Conformaçao Mecanica ActualizadoDocumento119 páginasProcessos de Conformaçao Mecanica ActualizadoRuben Selula ÁlvaroAinda não há avaliações
- 4 Aula P MecanicoDocumento51 páginas4 Aula P MecanicokelvinAinda não há avaliações
- Aula 1 CMDocumento46 páginasAula 1 CMFernando BezerraAinda não há avaliações
- Fluagem e RelaxaçãoDocumento11 páginasFluagem e RelaxaçãoPapa Martelo Martelo100% (1)
- Questões - Deformação PlásticaDocumento8 páginasQuestões - Deformação Plásticatavares.21raquelAinda não há avaliações
- Propriedades mecânicas: entenda resistência, elasticidade e maisDocumento70 páginasPropriedades mecânicas: entenda resistência, elasticidade e maisHenry MorenoAinda não há avaliações
- PROPRIEDADES MECÂNICAS-provaDocumento25 páginasPROPRIEDADES MECÂNICAS-provaOziel Ferreira SilvaAinda não há avaliações
- Fundamentos da conformação mecânica dos metaisDocumento88 páginasFundamentos da conformação mecânica dos metaisTalwaniAinda não há avaliações
- Aula 07 - Disc. e Mec. de Aumento de ResistnciaDocumento65 páginasAula 07 - Disc. e Mec. de Aumento de ResistnciaDavid Calasans CastroAinda não há avaliações
- Disciplina Processos de Conformacao MecaDocumento22 páginasDisciplina Processos de Conformacao MecaDanielle GontijoAinda não há avaliações
- Resumo Propriedades Mecânicas Dos Materiais e EnsaiosDocumento7 páginasResumo Propriedades Mecânicas Dos Materiais e EnsaiosNathália RozaAinda não há avaliações
- Aula 1. Conformado-1Documento36 páginasAula 1. Conformado-1fernandoAinda não há avaliações
- Mecanismos de Aumento de ResistênciaDocumento31 páginasMecanismos de Aumento de ResistênciaDuda FerreiraAinda não há avaliações
- 4-Prop Mec Dos Materiais - PDocumento86 páginas4-Prop Mec Dos Materiais - PPaloma Pereira BorgesAinda não há avaliações
- Conformação Plástica dos MetaisDocumento4 páginasConformação Plástica dos MetaisPaulo JúniorAinda não há avaliações
- CPM - Aula 01Documento39 páginasCPM - Aula 01Robert RyanAinda não há avaliações
- Introdução à conformação mecânica e seus processos tradicionais de fabricaçãoDocumento42 páginasIntrodução à conformação mecânica e seus processos tradicionais de fabricaçãoPaulo Guilherme GodoyAinda não há avaliações
- 03 - TM1 - Propriedades Mecânicas Dos MetaisDocumento136 páginas03 - TM1 - Propriedades Mecânicas Dos MetaisEdgar100% (1)
- Aula 02 - Propriedades e Tratamento Dos MateriaisDocumento139 páginasAula 02 - Propriedades e Tratamento Dos MateriaisiaracalmonnAinda não há avaliações
- Deformação Plástica Dos MetaisDocumento23 páginasDeformação Plástica Dos MetaisLicurgo Borges WinckAinda não há avaliações
- Resistencia Dos MateriaisDocumento60 páginasResistencia Dos MateriaisAilton MulinaAinda não há avaliações
- Deformação Plastica MetaisDocumento10 páginasDeformação Plastica MetaisRogério CAinda não há avaliações
- Material DidaticoDocumento46 páginasMaterial DidaticoKholen Paulo BenjamimAinda não há avaliações
- 3 ESTRUTURAS DE AO Propriedades Dos AosDocumento9 páginas3 ESTRUTURAS DE AO Propriedades Dos Aoscamila rebeca rebecaAinda não há avaliações
- Deformação plástica dos metais: endurecimento por discordânciasDocumento49 páginasDeformação plástica dos metais: endurecimento por discordânciastiago.trad69240% (1)
- Problemas Metalurgicos Comuns A Varios PDFDocumento39 páginasProblemas Metalurgicos Comuns A Varios PDFJoao SilvaAinda não há avaliações
- Cap 8 Aço-Metais Parte 2 OKDocumento27 páginasCap 8 Aço-Metais Parte 2 OKLuis Z. BrizollaAinda não há avaliações
- Comportamento de Materiais IndustriaisDocumento45 páginasComportamento de Materiais IndustriaisPabloekatyAinda não há avaliações
- Propriedades do Aço emDocumento5 páginasPropriedades do Aço emWagner MendonçaAinda não há avaliações
- Conformação MecânicaDocumento78 páginasConformação MecânicaJose FidelAinda não há avaliações
- Processos Conformação LaminaçãoDocumento90 páginasProcessos Conformação LaminaçãojoseAinda não há avaliações
- Fundamentos Da ConformaçãoDocumento60 páginasFundamentos Da ConformaçãoEliana FrancoAinda não há avaliações
- Aula5 - Resistência Dos MateriaisDocumento47 páginasAula5 - Resistência Dos MateriaisFábio CremaschiAinda não há avaliações
- Ensaios mecânicos e propriedades mecânicas em traçãoDocumento78 páginasEnsaios mecânicos e propriedades mecânicas em traçãoDaniele Souza PassosAinda não há avaliações
- Aula 02. Propriedades Dos Materiais - Critérios de Falha PDFDocumento128 páginasAula 02. Propriedades Dos Materiais - Critérios de Falha PDFGian GiovaniAinda não há avaliações
- Aula 6 - Resistência MecânicaDocumento91 páginasAula 6 - Resistência MecânicaJoão Victor ChagasAinda não há avaliações
- Propriedades Dos Aços Disponíveis No MercadoDocumento34 páginasPropriedades Dos Aços Disponíveis No MercadoFernando TenórioAinda não há avaliações
- Metalurgia e Materiais - Resistência Dos MateriaisDocumento4 páginasMetalurgia e Materiais - Resistência Dos MateriaisThiago Henrique0% (1)
- EncruamentoDocumento7 páginasEncruamentoAndre Luis EstefaneliAinda não há avaliações
- Movimento Das DiscordânciasDocumento14 páginasMovimento Das DiscordânciasAdriana AdrianaAinda não há avaliações
- Propriedades mecânicas dos materiaisDocumento49 páginasPropriedades mecânicas dos materiaisMarcela AzevedoAinda não há avaliações
- Engenharia Dos Materiais Metálicos - Parte 1Documento144 páginasEngenharia Dos Materiais Metálicos - Parte 1Nick AaronAinda não há avaliações
- Propriedades Mecânicas MetaisDocumento82 páginasPropriedades Mecânicas MetaisNathan Santa BarbaraAinda não há avaliações
- SENAI Conformação Mecânica, Propriedades Dos Materiais e Ensaios MecânicosDocumento9 páginasSENAI Conformação Mecânica, Propriedades Dos Materiais e Ensaios MecânicosjoaocabralfatecAinda não há avaliações
- O Aço Na Construção CivilDocumento6 páginasO Aço Na Construção CivilMarcos PangananheAinda não há avaliações
- Relatório de Materiais para Indústria QuímicaDocumento18 páginasRelatório de Materiais para Indústria QuímicajarbasAinda não há avaliações
- PMT2200aula4em2009 Mec Da FraturaDocumento47 páginasPMT2200aula4em2009 Mec Da FraturaDalton XavierAinda não há avaliações
- Metais - Propriedades MecânicasDocumento31 páginasMetais - Propriedades MecânicasaleftgomesAinda não há avaliações
- Discordancias e DeformaçoesDocumento15 páginasDiscordancias e DeformaçoesWilliam Rembert Montaño MontañoAinda não há avaliações
- Aula 7 - Defeitos em Peças Fundida - CópiaDocumento43 páginasAula 7 - Defeitos em Peças Fundida - Cópiafabioelizandro20Ainda não há avaliações
- Aula 6 - Fundição Sob Pressão - CópiaDocumento38 páginasAula 6 - Fundição Sob Pressão - Cópiafabioelizandro20Ainda não há avaliações
- Aula 10 - Conformação Mecânica - Laminação - CópiaDocumento101 páginasAula 10 - Conformação Mecânica - Laminação - Cópiafabioelizandro20Ainda não há avaliações
- Questionario de FundicaoDocumento5 páginasQuestionario de Fundicaofabioelizandro20Ainda não há avaliações
- Questionario Laminaçao Prova 2Documento5 páginasQuestionario Laminaçao Prova 2fabioelizandro20Ainda não há avaliações
- Apresentação Natal EvangelísticoDocumento16 páginasApresentação Natal EvangelísticoMaurilia AraújoAinda não há avaliações
- A geografia da solidariedade e os desafios dos lugares na contemporaneidadeDocumento8 páginasA geografia da solidariedade e os desafios dos lugares na contemporaneidadeSantiago VasconcelosAinda não há avaliações
- O Seder de Rosh HashanaDocumento5 páginasO Seder de Rosh HashanaFlavio BrondeAinda não há avaliações
- No Princípio Das Tuas Súplicas Saiu A OrdemDocumento2 páginasNo Princípio Das Tuas Súplicas Saiu A OrdemSamuel a serviço do Rei JesusAinda não há avaliações
- Lista de Porções AlimentaresDocumento5 páginasLista de Porções AlimentaresLuis Felipe CamargosAinda não há avaliações
- GregoDocumento32 páginasGregoRildoejadi MascarenhaAinda não há avaliações
- Exercícios Resolvidos: Reta ParalelaDocumento3 páginasExercícios Resolvidos: Reta ParalelaDiego OliveiraAinda não há avaliações
- Ética ProfissionalDocumento38 páginasÉtica ProfissionalCarolina CruzAinda não há avaliações
- Auditoria Interna EvidenciasDocumento47 páginasAuditoria Interna Evidenciasniltonsamaral100% (1)
- ROTEIRO DA AULA PRÁTICA DO SISTEMA ESQUELÉTICO Histologia e AnatomiaDocumento7 páginasROTEIRO DA AULA PRÁTICA DO SISTEMA ESQUELÉTICO Histologia e AnatomiaLuiza PlasterAinda não há avaliações
- A sociedade aberta dos intérpretes da ConstituiçãoDocumento19 páginasA sociedade aberta dos intérpretes da ConstituiçãoVinicius Alves ScherchAinda não há avaliações
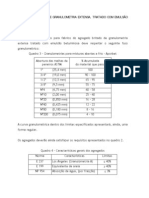
- Agregado Britado de Granulometria ExtensaDocumento7 páginasAgregado Britado de Granulometria ExtensaRoberto GamaAinda não há avaliações
- Exercícios Análise Sintática KatiaDocumento10 páginasExercícios Análise Sintática KatiaRafaelly Andressa SchallembergerAinda não há avaliações
- Introdução À HISTORIA DA MATEMÁTICADocumento38 páginasIntrodução À HISTORIA DA MATEMÁTICAIcaro San marAinda não há avaliações
- POLIMERODocumento29 páginasPOLIMEROVip DesignerAinda não há avaliações
- Simulados Anac CgaDocumento84 páginasSimulados Anac Cgaem junxAinda não há avaliações
- Guia de Serviços e Monetização - SpotifyDocumento10 páginasGuia de Serviços e Monetização - SpotifySamuel AlmeidaAinda não há avaliações
- Forma integral e diferencial das leis fundamentaisDocumento21 páginasForma integral e diferencial das leis fundamentaisBarbara Mylena AlmeidaAinda não há avaliações
- Como Se Livrar de Um CorpoDocumento48 páginasComo Se Livrar de Um CorpoAgni ShaktiAinda não há avaliações
- Exercícios de fixação sobre carga elétricaDocumento5 páginasExercícios de fixação sobre carga elétricaYasmim BarbosaAinda não há avaliações
- Guia completo para criar uma bandeira usando ferramentas de seleção no PhotoshopDocumento33 páginasGuia completo para criar uma bandeira usando ferramentas de seleção no PhotoshopGuitar PlayAinda não há avaliações
- ISECENSA - Resistência de MateriaisDocumento14 páginasISECENSA - Resistência de MateriaisSilvio EduardoAinda não há avaliações
- Central Split CasseteDocumento14 páginasCentral Split Cassetealexdosprazeres2016Ainda não há avaliações
- Caso ClínicoDocumento16 páginasCaso ClínicoCarol MenezesAinda não há avaliações