Você também pode gostar
- Kultivi Cursos Gratuitos - Francês - Plano de Estudos PDFDocumento27 páginasKultivi Cursos Gratuitos - Francês - Plano de Estudos PDFMarianaMoreiraAndradeAinda não há avaliações
- Corrosão e Proteção dos MateriaisNo EverandCorrosão e Proteção dos MateriaisNota: 5 de 5 estrelas5/5 (1)
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Preciso SuperarDocumento112 páginasPreciso Superarluciane erthal100% (1)
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Trabalho Com Os AnjosDocumento7 páginasTrabalho Com Os AnjosSérgio Correia100% (1)
- Suchodolski - Teoria Marxista Da Educacao I PDFDocumento224 páginasSuchodolski - Teoria Marxista Da Educacao I PDFRafael Machado100% (2)
- 72 Superinteressante+-+o+guia+da+filosofiaDocumento64 páginas72 Superinteressante+-+o+guia+da+filosofiaVeronica RiedelAinda não há avaliações
- Metalurgia Da Soldagem ProminpDocumento19 páginasMetalurgia Da Soldagem ProminpmaiconAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Mini ImplantesDocumento8 páginasMini ImplantesJurandy LeiteAinda não há avaliações
- Geografia - Encarte Geografia Do ParanáDocumento6 páginasGeografia - Encarte Geografia Do ParanáGeografia Geoclasy100% (7)
- Manual Siadap 2017 2018Documento39 páginasManual Siadap 2017 2018Sandra SousaAinda não há avaliações
- Metalurgia básica para ourives e designers: Do metal à joiaNo EverandMetalurgia básica para ourives e designers: Do metal à joiaAinda não há avaliações
- Atividade 2 - RS-20192-TTI-M1-UC02-66003544CDocumento2 páginasAtividade 2 - RS-20192-TTI-M1-UC02-66003544CRenan Lima8% (12)
- MMPI-A Trabalho Final CarlaDocumento13 páginasMMPI-A Trabalho Final CarlaMarta PamolAinda não há avaliações
- Vnemesio PDFDocumento605 páginasVnemesio PDFCasimiro CarvalhoAinda não há avaliações
- Ligas de TitanioDocumento34 páginasLigas de TitanioDiego NavarroAinda não há avaliações
- Trajo Regional Português (Minho)Documento42 páginasTrajo Regional Português (Minho)helenaladeiroAinda não há avaliações
- 6 Ra 24Documento451 páginas6 Ra 24Leandro BatistaAinda não há avaliações
- Outros Metais e Suas LigasDocumento52 páginasOutros Metais e Suas Ligaskaka**Ainda não há avaliações
- TitanioDocumento61 páginasTitanioDimas JuniorAinda não há avaliações
- Titânio e Suas LigasDocumento9 páginasTitânio e Suas Ligasfrancisco.juniorAinda não há avaliações
- Sistema Ferro-CarbonoDocumento47 páginasSistema Ferro-Carbonoitalo68Ainda não há avaliações
- Tratamentos Trmicos 110303170607 Phpapp02Documento139 páginasTratamentos Trmicos 110303170607 Phpapp02André BrusiusAinda não há avaliações
- Lista de Exerccios 3 - ResolvidaDocumento4 páginasLista de Exerccios 3 - ResolvidaGiovanna centenaroAinda não há avaliações
- Anais Do Xvi Enict-IaeDocumento523 páginasAnais Do Xvi Enict-IaeRodolfo rAinda não há avaliações
- Ligas de Titânio para Aplicação Aeroespacial - Trabalho Final PDFDocumento9 páginasLigas de Titânio para Aplicação Aeroespacial - Trabalho Final PDFDarkThiAinda não há avaliações
- Isys Sampaio - Trabalho de Sistemas Construtivos e Materiais - MetaisDocumento17 páginasIsys Sampaio - Trabalho de Sistemas Construtivos e Materiais - MetaisFelipe FelixAinda não há avaliações
- 09aula.09 06.eletrocorrDocumento53 páginas09aula.09 06.eletrocorrBruno HerdyAinda não há avaliações
- Caracterização Mecânica e Microestrutural de Compósitos de Al2o3Documento12 páginasCaracterização Mecânica e Microestrutural de Compósitos de Al2o3Thiago Do Santos FerreiraAinda não há avaliações
- Trabalho Engenharia de Metais - Beatris Polaco RA11093613Documento7 páginasTrabalho Engenharia de Metais - Beatris Polaco RA11093613Beatris PolacoAinda não há avaliações
- Exercícios AULAS 6 A 10 - Princípios Da Ciencia e Tecnologia Dos MateriaisDocumento9 páginasExercícios AULAS 6 A 10 - Princípios Da Ciencia e Tecnologia Dos MateriaisHenrique BritoAinda não há avaliações
- Superligas PDFDocumento14 páginasSuperligas PDFVitor Mayworm GomesAinda não há avaliações
- Exercicios 4, 5 e 6Documento13 páginasExercicios 4, 5 e 6Rafael Mullin von MontfortAinda não há avaliações
- Resposta Segunda Avaliação MateriaisDocumento3 páginasResposta Segunda Avaliação MateriaisGaa castelaniAinda não há avaliações
- Ensaio de OxidaçãoDocumento20 páginasEnsaio de OxidaçãoGuilherme Dias zarurAinda não há avaliações
- Glossário Eng. Mec.Documento24 páginasGlossário Eng. Mec.Fernando LimaAinda não há avaliações
- Aço Inox Duplex e Aço Maraging (GISELLY BASILIO E GILBERTO PDocumento27 páginasAço Inox Duplex e Aço Maraging (GISELLY BASILIO E GILBERTO PEdis KuznierAinda não há avaliações
- Exercicios de CienciasDocumento13 páginasExercicios de CienciasMarilis MaguengueAinda não há avaliações
- Acos MaragingDocumento5 páginasAcos Maragingfernando.andrezoAinda não há avaliações
- Capitulo 1 Metalurgia Geral Da SoldagemDocumento34 páginasCapitulo 1 Metalurgia Geral Da SoldagemFabiano CaldasAinda não há avaliações
- DM Lista1 2021Documento12 páginasDM Lista1 2021magicvictor1Ainda não há avaliações
- Projetopax Journal Manager 2412 7263 1 LeDocumento9 páginasProjetopax Journal Manager 2412 7263 1 LeEDUARDO MAGALHÃES SANTOSAinda não há avaliações
- Analise Desgaste Ferramenta Metal DuroDocumento10 páginasAnalise Desgaste Ferramenta Metal DurolcmengeAinda não há avaliações
- 1687062155120+introdução TeoricaDocumento5 páginas1687062155120+introdução TeoricaLuan MoraesAinda não há avaliações
- 1 Introdução Tratamento TérmicoDocumento25 páginas1 Introdução Tratamento TérmicoKenneth PortoAinda não há avaliações
- Simulado 2 Materiais de Construção MecanicaDocumento8 páginasSimulado 2 Materiais de Construção MecanicaMarcos BastosAinda não há avaliações
- Avaliação Metalográfica e de Dureza Do Aço Inoxidável Hiper Duplex Saf 2707 HD Tratado TérmicamenteDocumento8 páginasAvaliação Metalográfica e de Dureza Do Aço Inoxidável Hiper Duplex Saf 2707 HD Tratado TérmicamenteInstituto Mauá de TecnologiaAinda não há avaliações
- Módulo 07 - Tratamento de MetaisDocumento34 páginasMódulo 07 - Tratamento de MetaisCarlos Simões Dos SantosAinda não há avaliações
- Aços e TratamentosDocumento10 páginasAços e Tratamentosedson16087984Ainda não há avaliações
- Ligas Nao FerosasDocumento5 páginasLigas Nao FerosasManjolo Janfar WilsonAinda não há avaliações
- Conformação e Estampo - APOSTILA 2Documento60 páginasConformação e Estampo - APOSTILA 2LaerteBessaMatias1Ainda não há avaliações
- 5.2 - Os Aços-InoxidáveisDocumento40 páginas5.2 - Os Aços-Inoxidáveisjaelson silvaAinda não há avaliações
- Apostila ST524Documento44 páginasApostila ST524Vitor AraujoAinda não há avaliações
- Tratamento Termico PDFDocumento5 páginasTratamento Termico PDFJoctã GomesAinda não há avaliações
- Trabalho Equipe 5 Ligas MetálicasDocumento32 páginasTrabalho Equipe 5 Ligas MetálicasJeferson CaioAinda não há avaliações
- Fundição e MetaisDocumento9 páginasFundição e MetaisThamires RiosAinda não há avaliações
- Trinca A Frio em Arbl CR MoDocumento16 páginasTrinca A Frio em Arbl CR MocarecalcsmAinda não há avaliações
- Ligas Metálicas - Processo Produtivo Do Aço e Suas Formas de UtilizaçãoDocumento14 páginasLigas Metálicas - Processo Produtivo Do Aço e Suas Formas de Utilizaçãowlton VgaAinda não há avaliações
- 19 PF Soldagem Por BrasagemDocumento11 páginas19 PF Soldagem Por BrasagemYuri Queiroz100% (1)
- Trabalho Soldagem de Aços InoxidáveisDocumento24 páginasTrabalho Soldagem de Aços Inoxidáveisfilipe100% (1)
- Dicionário Técnico Tratamento Térmico PDFDocumento6 páginasDicionário Técnico Tratamento Térmico PDFgordolaAinda não há avaliações
- Compilao de Questes Quimica Do MaterialDocumento57 páginasCompilao de Questes Quimica Do MaterialJailsondaSilvaAinda não há avaliações
- Apostila Aço e Ferro FundidoDocumento48 páginasApostila Aço e Ferro FundidoMauricio CamargoAinda não há avaliações
- Exercícios NíquelDocumento6 páginasExercícios NíquelVictor LimaAinda não há avaliações
- LigaMetalicas 054907Documento12 páginasLigaMetalicas 054907Henriques Sebastiao0% (1)
- Análise Das Transformações Metalúrgicas Ocorridas Na ZAC de Aço Inoxidável Duplex UNS S31803 Soldado Pelo Processo GMAW PulsadoDocumento9 páginasAnálise Das Transformações Metalúrgicas Ocorridas Na ZAC de Aço Inoxidável Duplex UNS S31803 Soldado Pelo Processo GMAW PulsadoSantos AXAinda não há avaliações
- Ferro e AçoDocumento4 páginasFerro e AçoNathalia GilAinda não há avaliações
- Elementos de Liga PDFDocumento39 páginasElementos de Liga PDFmunekatsAinda não há avaliações
- A Estranha Natureza Dos Núcleos AtômicosNo EverandA Estranha Natureza Dos Núcleos AtômicosAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Correntes SociológicasDocumento3 páginasCorrentes SociológicasMarianaMoreiraAndrade0% (1)
- Violência Contra Os Povos Indigenas No BrasilDocumento172 páginasViolência Contra Os Povos Indigenas No BrasilBárbaraSGAinda não há avaliações
- Checklist ErgoListDocumento9 páginasChecklist ErgoListCharlesEvertonGomesAinda não há avaliações
- Um Modelo de Telescópio de Baixo Custo e Suas AplicaçõesDocumento41 páginasUm Modelo de Telescópio de Baixo Custo e Suas AplicaçõesGê RochaAinda não há avaliações
- ApresentaçãoDocumento30 páginasApresentaçãoBERNARDO CORTYAinda não há avaliações
- 2015 Cpamt Ituassu Calculo Povoamento ViveirosDocumento8 páginas2015 Cpamt Ituassu Calculo Povoamento ViveirosclaudiousdecastroAinda não há avaliações
- Crónica 9 - Clara Carlota&Silvia CháDocumento1 páginaCrónica 9 - Clara Carlota&Silvia CháEva FranciscoAinda não há avaliações
- Populações Tradicionais Amazônicas - Revisando ConceitosDocumento18 páginasPopulações Tradicionais Amazônicas - Revisando ConceitosEdson CruzAinda não há avaliações
- Matemática - Resumos Vestibular - Logaritmos Teoria Gabarito IDocumento27 páginasMatemática - Resumos Vestibular - Logaritmos Teoria Gabarito IMatemática Mathclassy100% (4)
- Ficha 10º Física - Subdomínio 3 - Exercícios ExameDocumento11 páginasFicha 10º Física - Subdomínio 3 - Exercícios ExameTeam StradaAinda não há avaliações
- 4 O - BRIEN Standards - For - Reporting - Qualitative - Research - A - 990451Documento7 páginas4 O - BRIEN Standards - For - Reporting - Qualitative - Research - A - 990451Afonso AzzolaAinda não há avaliações
- História Antiga - Passei Direto27a36Documento11 páginasHistória Antiga - Passei Direto27a36gilmar silvaAinda não há avaliações
- Apost OSM Capitulo I UniforDocumento27 páginasApost OSM Capitulo I UniforkkiccoAinda não há avaliações
- Modelo Artigo SBC Template PortuguesDocumento5 páginasModelo Artigo SBC Template Portuguesfurtadocarlos153Ainda não há avaliações
- Apostila 6ano 1bDocumento72 páginasApostila 6ano 1bMarcoPolo LucianaAinda não há avaliações
- Roteiro - Trabalho Tipo 1 - Movimentos Sociais/entidadesDocumento2 páginasRoteiro - Trabalho Tipo 1 - Movimentos Sociais/entidadesFelipe PiresAinda não há avaliações
- Apostila EvoluçãoDocumento129 páginasApostila EvoluçãoEduardoAlvesFerreiraAinda não há avaliações
- Plano de Ensino Oficna Técnicas de Vendas - Denise SenaDocumento2 páginasPlano de Ensino Oficna Técnicas de Vendas - Denise SenaNatalice OliveiraAinda não há avaliações
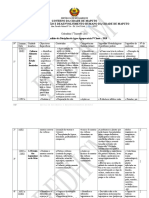
- Dosificações 9 Classe 2018 Agropec.Documento5 páginasDosificações 9 Classe 2018 Agropec.rafael chechu100% (1)
- Revista ABHO - Edição Dezembro 2022Documento96 páginasRevista ABHO - Edição Dezembro 2022Eduardo LJCAinda não há avaliações
- Treinamento e Desenvolvimento de Pessoas: Dois Lados Da Mesma MoedaDocumento2 páginasTreinamento e Desenvolvimento de Pessoas: Dois Lados Da Mesma MoedaWesley PurificaçãoAinda não há avaliações