Você também pode gostar
- Capitulo 4 Aluno - Arranjo FisicoDocumento34 páginasCapitulo 4 Aluno - Arranjo Fisicomiria oliveira100% (1)
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Tempos e MetodosDocumento42 páginasTempos e Metodosgislayne1484Ainda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Administração Da Produção Cap VDocumento38 páginasAdministração Da Produção Cap VTâniaMerten0% (1)
- Lista de Exercícios - Administração Da ProduçãoDocumento3 páginasLista de Exercícios - Administração Da ProduçãoTom Wan Der100% (1)
- Silo - Tips Estruturando o Fluxo PuxadoDocumento10 páginasSilo - Tips Estruturando o Fluxo Puxadopaula71Ainda não há avaliações
- Apostila Planejamento, Programação & Controle Da ProduçãoDocumento36 páginasApostila Planejamento, Programação & Controle Da ProduçãoDiegoTavaresAinda não há avaliações
- PCP - Módulo 6 - Sequenciamento e Emissão de OrdensDocumento37 páginasPCP - Módulo 6 - Sequenciamento e Emissão de OrdensTamirisMoraisAinda não há avaliações
- Sistemas Empresariais SlidesDocumento37 páginasSistemas Empresariais SlidesCarlos BernussiAinda não há avaliações
- 05 - PUP - Projeto de Layout (Técnicas)Documento73 páginas05 - PUP - Projeto de Layout (Técnicas)Djalma RangelAinda não há avaliações
- Ferramentas STPDocumento48 páginasFerramentas STPAnonymous gy237mAinda não há avaliações
- Trabalho de Transporte Aeroviário (Auxiliar de Operações Logísticas) SlidesDocumento25 páginasTrabalho de Transporte Aeroviário (Auxiliar de Operações Logísticas) SlidesMarcelo0% (1)
- LISTA DE EXERCICIO 03 - Custo Do Estoque - Lote EconomicoDocumento2 páginasLISTA DE EXERCICIO 03 - Custo Do Estoque - Lote EconomicoEmanuel CalvoAinda não há avaliações
- Teoria Sistema KanbanDocumento45 páginasTeoria Sistema KanbanFabrício ResendeAinda não há avaliações
- MRP - EstruturaDocumento19 páginasMRP - EstruturaEduca Logística e GestãoAinda não há avaliações
- Processo e LayoutDocumento6 páginasProcesso e LayoutAndre RorizAinda não há avaliações
- Gestão Da Qualidade - Normas ISO - Aula 4Documento8 páginasGestão Da Qualidade - Normas ISO - Aula 4Paulo Sampaio100% (1)
- Adm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoDocumento9 páginasAdm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoFelipe ParaizoAinda não há avaliações
- Ferramentas Da QualidadeDocumento32 páginasFerramentas Da QualidadeMatheus GusmãoAinda não há avaliações
- 2 Lista Exercícios PCP 2014-1 GabaritoDocumento4 páginas2 Lista Exercícios PCP 2014-1 GabaritoPati PauliAinda não há avaliações
- CEP Treinamento (Apostila)Documento56 páginasCEP Treinamento (Apostila)geison6263Ainda não há avaliações
- 13.1 Planejamento Mestre de ProduçãoDocumento10 páginas13.1 Planejamento Mestre de ProduçãoJeanJ7TAinda não há avaliações
- Lay Out Arranjo FisicoDocumento11 páginasLay Out Arranjo FisicoMarcos BuenoAinda não há avaliações
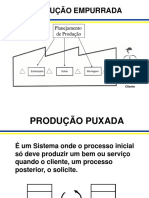
- Produção Puxada e EmpurradaDocumento3 páginasProdução Puxada e EmpurradaRodrigo RamosAinda não há avaliações
- Gestão Da Cadeia de Suprimentos - Exercício de Apoio - Semanas 3 A 7Documento8 páginasGestão Da Cadeia de Suprimentos - Exercício de Apoio - Semanas 3 A 7Ademir VecchiAinda não há avaliações
- MASP Frigorifico - Depieri, Barnabé e Oenning (2015)Documento12 páginasMASP Frigorifico - Depieri, Barnabé e Oenning (2015)Silmara G. Barnabé100% (1)
- Capítulo 6.5 CUSTO PADRÃO OU STANDARDDocumento45 páginasCapítulo 6.5 CUSTO PADRÃO OU STANDARDLívia MirandaAinda não há avaliações
- Aula CadeiaDocumento111 páginasAula CadeiaÉrik Januário da Silva100% (1)
- 01.PPCP - Aula 01Documento36 páginas01.PPCP - Aula 01testeAinda não há avaliações
- Aula 9 - Aquisicao MRPDocumento30 páginasAula 9 - Aquisicao MRPhyan159Ainda não há avaliações
- TRF - lIVRODocumento224 páginasTRF - lIVROpaulo lucas silva salesAinda não há avaliações
- Adminstração Da Produção e Operações - Daniel Moreira - Cap 13 - ResolvidoDocumento4 páginasAdminstração Da Produção e Operações - Daniel Moreira - Cap 13 - ResolvidoRafael Costa Sampaio100% (1)
- 1 - Aula - Apresentao Da Disciplina - Engenharia de MtodosDocumento30 páginas1 - Aula - Apresentao Da Disciplina - Engenharia de MtodosMandharada GuerreiroAinda não há avaliações
- Gestão Da ProduçãoDocumento164 páginasGestão Da ProduçãoPaulo RicardoAinda não há avaliações
- Aula 04-10 - VSM - GhinatoDocumento118 páginasAula 04-10 - VSM - GhinatoLorena JordãoAinda não há avaliações
- Aula 5 - Conceitos e Estrutura Da Administração de Produção e Sistemas de ProduçãoDocumento22 páginasAula 5 - Conceitos e Estrutura Da Administração de Produção e Sistemas de ProduçãoDiego CasagrandeAinda não há avaliações
- Aula 4.2 - Kaizen, Kanban e KPIsDocumento6 páginasAula 4.2 - Kaizen, Kanban e KPIsFelix Adrian Garmendia GonzalezAinda não há avaliações
- Ferramentas Do Sistema Toyota de Produção FinalDocumento40 páginasFerramentas Do Sistema Toyota de Produção FinalDanilo MarquesAinda não há avaliações
- 13planejamento, Programação e Controle de ProduçãoDocumento16 páginas13planejamento, Programação e Controle de ProduçãoLucas SimocoAinda não há avaliações
- Exercícios de ParetoDocumento2 páginasExercícios de ParetoMICAELAinda não há avaliações
- Capacidade Exercícios EAD Gabarito ErrataDocumento1 páginaCapacidade Exercícios EAD Gabarito ErrataGabriel Defendi100% (2)
- Gabarito Exercícios MPSMRPDocumento21 páginasGabarito Exercícios MPSMRPSamuelCruz100% (3)
- c4 - Planejamento Mestre (MRP e MRPII)Documento32 páginasc4 - Planejamento Mestre (MRP e MRPII)Fernando José França de AndradeAinda não há avaliações
- Aula4-Plano Mestre Da ProduçãoDocumento36 páginasAula4-Plano Mestre Da ProduçãoIsabela AraujoAinda não há avaliações
- Producao Puxada e Producao Empurrada PDFDocumento16 páginasProducao Puxada e Producao Empurrada PDFJéssica KaliAinda não há avaliações
- Administração Da Produção IIDocumento5 páginasAdministração Da Produção IIDionéia BertolettiAinda não há avaliações
- Exemplo Prova PCPDocumento6 páginasExemplo Prova PCPRenato Simões100% (1)
- Programação e Controle de Produção (Recuperação Automática)Documento2 páginasProgramação e Controle de Produção (Recuperação Automática)paulaAinda não há avaliações
- Apostila - Engenharia de MétodosDocumento20 páginasApostila - Engenharia de Métodosfmv1972Ainda não há avaliações
- 5SDocumento55 páginas5SreynancsAinda não há avaliações
- Indicadores PCP PDFDocumento7 páginasIndicadores PCP PDFPaulo Roberto AndradeAinda não há avaliações
- Aula Arranjo Físico SlackDocumento18 páginasAula Arranjo Físico SlackFrancismilton TelesAinda não há avaliações
- VolvismoDocumento71 páginasVolvismoPhaelucasAinda não há avaliações
- Exercícios Sobre Estimativas DeCapacidade Produtividade e ProdutividadeDocumento2 páginasExercícios Sobre Estimativas DeCapacidade Produtividade e ProdutividadeRodrigo HerpichAinda não há avaliações
- 05 - CapacidadeDocumento55 páginas05 - CapacidadeCassia ArantesAinda não há avaliações
- Exercicios Adm Da Producao e Operacoes Moreira Cap 6Documento9 páginasExercicios Adm Da Producao e Operacoes Moreira Cap 6Eduarda LoureiroAinda não há avaliações
- Pensando em Gestão Da Capacidade ProdutivaDocumento8 páginasPensando em Gestão Da Capacidade ProdutivaLuis F. DechandtAinda não há avaliações
- Exercicio Capacidade ProduçãoDocumento2 páginasExercicio Capacidade ProduçãoEng Lucila MorenoAinda não há avaliações
- Manual Fechadura Digital Intelbras FR 101Documento56 páginasManual Fechadura Digital Intelbras FR 101Enéas GonçalvesAinda não há avaliações
- FascinioDocumento120 páginasFascinioFernando OliveiraAinda não há avaliações
- Cone Tronco Area e Volume 2 1Documento16 páginasCone Tronco Area e Volume 2 1Giovanna SilvaAinda não há avaliações
- Derivadas Parciais e Diferencial TotalDocumento4 páginasDerivadas Parciais e Diferencial TotalA Tall Chatinha Machaca100% (1)
- Programa e TreinamentoDocumento14 páginasPrograma e TreinamentoFabricio Otavio de Oliveira100% (1)
- Mescalina - SlidesDocumento45 páginasMescalina - SlidesCarlos JuniorAinda não há avaliações
- Como Fazer Amigos e Influenciar PessoasDocumento4 páginasComo Fazer Amigos e Influenciar PessoasAntônio ValmireAinda não há avaliações
- SD Álbum de FigurinhasDocumento19 páginasSD Álbum de FigurinhasElizeth Lellis RossiAinda não há avaliações
- Optimização Do Uso de Bolus Na Radioterapia Externa Da MamaDocumento13 páginasOptimização Do Uso de Bolus Na Radioterapia Externa Da MamaSoc. Portuguesa de Radioterapia OncologiaAinda não há avaliações
- A Máquina by Adriana FalcãoDocumento70 páginasA Máquina by Adriana FalcãoFelipe Eduardo100% (3)
- Philips FWD831Documento21 páginasPhilips FWD831Rodrigo SousaAinda não há avaliações
- Aula 3 - EnzimasDocumento62 páginasAula 3 - EnzimasMaiza Raphael CunhaAinda não há avaliações
- Centralbots - Central - Bots - Funciona - Central Bots Funciona Mesmo - Central Bots 13 Robôs ProntosDocumento35 páginasCentralbots - Central - Bots - Funciona - Central Bots Funciona Mesmo - Central Bots 13 Robôs ProntosPedroAinda não há avaliações
- Curso FT I UFPADocumento160 páginasCurso FT I UFPAjake poppe100% (2)
- Equacoes IrracionaisDocumento6 páginasEquacoes IrracionaisHenrique Plinio Nascimento Dos SantosAinda não há avaliações
- Ficha Poesia Aquelanuvem Naoerapor MalDocumento5 páginasFicha Poesia Aquelanuvem Naoerapor MalDina DuarteAinda não há avaliações
- Psicotécnico - Associações Lógicas: Raciocínio Lógico-MatemáticoDocumento6 páginasPsicotécnico - Associações Lógicas: Raciocínio Lógico-MatemáticolucianomartinsdreisAinda não há avaliações
- Trabalhos Práticos de EteriatriaDocumento3 páginasTrabalhos Práticos de EteriatriaRicardo Plaça0% (1)
- Vista Explodida - Wap Term 1200 Plus - TrifasDocumento20 páginasVista Explodida - Wap Term 1200 Plus - TrifasTIM PECAS100% (1)
- Forum AL Acompanhar Discernir e Integrar A Fragilidade Dom VitorDocumento14 páginasForum AL Acompanhar Discernir e Integrar A Fragilidade Dom VitorElisangela TaroucoAinda não há avaliações
- Exercícios - 08 - EletroHidroPneumáticaDocumento2 páginasExercícios - 08 - EletroHidroPneumáticaRONALDO BATISTA DE ALMEIDA LAPA100% (1)
- O Homem Espiritual - Watchman Nee 1, 2, 3Documento128 páginasO Homem Espiritual - Watchman Nee 1, 2, 3Graciane Paixão83% (6)
- Unitermos LocomotorDocumento49 páginasUnitermos LocomotorSaraAinda não há avaliações
- Bula Exodus-Gts Set2013Documento2 páginasBula Exodus-Gts Set2013CharlesAinda não há avaliações
- 4 - PAUTA DA QUARTA REUNIÃO - Dia 11/06/2013 - PASTORAL FAMILIAL 2013Documento1 página4 - PAUTA DA QUARTA REUNIÃO - Dia 11/06/2013 - PASTORAL FAMILIAL 2013Cosme BentoAinda não há avaliações
- O Petróleo e Gás Natural em AngolaDocumento21 páginasO Petróleo e Gás Natural em AngolaAngelina Martins0% (1)
- 257466Documento210 páginas257466Haroldo MatosAinda não há avaliações
- 51 Optica Equacoes FabricantesDocumento6 páginas51 Optica Equacoes Fabricantesapi-3713096100% (1)
- Manual ANACDocumento6 páginasManual ANAClucianaejeanAinda não há avaliações
- Starplan 3000 09-2018Documento53 páginasStarplan 3000 09-2018Usuario2023Ainda não há avaliações