Você também pode gostar
- Cálculos de Custos UsinagemDocumento5 páginasCálculos de Custos UsinagembiasottopinAinda não há avaliações
- Calculo de Torque ParafusoDocumento7 páginasCalculo de Torque ParafusoPauloAinda não há avaliações
- PROGRAMADOR - Manual de ProgramacaoDocumento118 páginasPROGRAMADOR - Manual de Programacaoclaytonbarbieri100% (10)
- Catálogo 320D - 1Documento42 páginasCatálogo 320D - 1Salatiel MarquesAinda não há avaliações
- Processo de Fabricação - Mecânica - SENAIDocumento35 páginasProcesso de Fabricação - Mecânica - SENAIsalpaiAinda não há avaliações
- Lista de Exercicios I - UsinagemDocumento7 páginasLista de Exercicios I - UsinagemGuilherme Soares Nascimento MachadoAinda não há avaliações
- Catálogo Conduletes e Acessórios PDFDocumento5 páginasCatálogo Conduletes e Acessórios PDFAlessandro E Mali DiasAinda não há avaliações
- TOGNON Geração de Engrenagens RenaniaDocumento10 páginasTOGNON Geração de Engrenagens RenaniaewersontxxAinda não há avaliações
- Catalogo PCP 6000 Automatizada 27 11 17Documento44 páginasCatalogo PCP 6000 Automatizada 27 11 17manutencao manutencaoAinda não há avaliações
- PROGRAMADORES (Manual de Programação Fanuc) - LY7507.10021 PDFDocumento129 páginasPROGRAMADORES (Manual de Programação Fanuc) - LY7507.10021 PDFJosé Francisco Ramos Teixeira50% (2)
- 34 PF TorneamentoDocumento14 páginas34 PF Torneamentolock3215Ainda não há avaliações
- Apostila - TORNEAMENTO - Apostila 1Documento64 páginasApostila - TORNEAMENTO - Apostila 1Radar T Radar T100% (1)
- Catalogo SF Sulcador 2 Linhas MDocumento7 páginasCatalogo SF Sulcador 2 Linhas MVadinho BenezAinda não há avaliações
- AplainamentoDocumento40 páginasAplainamentoWebert Soares100% (2)
- 3 - O Processo Mecânico de Usinagem - Torneamento PDFDocumento30 páginas3 - O Processo Mecânico de Usinagem - Torneamento PDFHemerson Menezes100% (1)
- Catalogo Pecas 023650 0 Double Master II Rev 1Documento62 páginasCatalogo Pecas 023650 0 Double Master II Rev 1wander50% (2)
- Apresentação Processos de UsinagemDocumento65 páginasApresentação Processos de UsinagemDiego AzevedoAinda não há avaliações
- Catálogo Peças: IT-1900 ATFDocumento10 páginasCatálogo Peças: IT-1900 ATFmatuzalem brandaoAinda não há avaliações
- 4 - Introdução Ao TorneamentoDocumento23 páginas4 - Introdução Ao TorneamentoEdmarLimaAinda não há avaliações
- Trabalho de Pesquisa MarriaDocumento12 páginasTrabalho de Pesquisa MarriaIrmãos LanternasAinda não há avaliações
- Trabalho Final Tec MecDocumento27 páginasTrabalho Final Tec MecIsabel Castro100% (1)
- Processos de UsinagemDocumento4 páginasProcessos de UsinagemGabriel ConceiçãoAinda não há avaliações
- Máquinas Operatrizes Prof AriellyDocumento33 páginasMáquinas Operatrizes Prof AriellyIvana MacedoAinda não há avaliações
- Trabalho LuisDocumento23 páginasTrabalho LuisIrmãos LanternasAinda não há avaliações
- Processos de Usinagem Por FresamentoDocumento47 páginasProcessos de Usinagem Por FresamentoturmacharliecfsdAinda não há avaliações
- Avaliaçao Oficina MecanicaDocumento7 páginasAvaliaçao Oficina MecanicaNael souzaAinda não há avaliações
- Definição de UsinagemDocumento10 páginasDefinição de UsinagemEvandro Fabrisio100% (1)
- Relatorio FresaDocumento10 páginasRelatorio FresaAdriano GhiggiAinda não há avaliações
- Relatório Da Prática de FRESAMENTO-ArianaDocumento23 páginasRelatório Da Prática de FRESAMENTO-ArianaAriana SilvaAinda não há avaliações
- Trabalho de CNCDocumento2 páginasTrabalho de CNCgctremm2023Ainda não há avaliações
- Aula - 04 - PROCESSOS DE USINAGEM - TORNEAMENTO - 2023Documento59 páginasAula - 04 - PROCESSOS DE USINAGEM - TORNEAMENTO - 2023Reginaldo CamposAinda não há avaliações
- Apostila Tecnologia de Usinagem - Analise Das Operações Mecânicas - Resumo 2011Documento13 páginasApostila Tecnologia de Usinagem - Analise Das Operações Mecânicas - Resumo 2011Brunno VenancioAinda não há avaliações
- 01 - Pocesso de Usinagem - 2017Documento207 páginas01 - Pocesso de Usinagem - 2017Marcelo Oliveira AnastacioAinda não há avaliações
- Aula 1 IntroduçãoDocumento44 páginasAula 1 Introduçãoarturfernan24Ainda não há avaliações
- Portifolio CNCDocumento16 páginasPortifolio CNCvandreserodioAinda não há avaliações
- Relatório - Aula Prática de UsinagemDocumento14 páginasRelatório - Aula Prática de UsinagemVanessa SampaioAinda não há avaliações
- 1 Introducao e Tipos de Processos de Usinagem PDFDocumento23 páginas1 Introducao e Tipos de Processos de Usinagem PDFMaria Clara ChavesAinda não há avaliações
- Movimentos e Grandezas No Processo de Usinagem Com Destaque para Operação de Furação e Operação de Aplainamento.Documento12 páginasMovimentos e Grandezas No Processo de Usinagem Com Destaque para Operação de Furação e Operação de Aplainamento.Árlei Huebra Póvoa100% (1)
- MandrilhamentoDocumento6 páginasMandrilhamentoDiego SoaresAinda não há avaliações
- TOTALDocumento17 páginasTOTALSilva ErreniteAinda não há avaliações
- FresadoraDocumento11 páginasFresadoraZeca Boaventura NhachungueAinda não há avaliações
- Relatório - FuraçãoDocumento31 páginasRelatório - FuraçãoWeslley SampaioAinda não há avaliações
- Centros de Usinagem CNC AvançadasDocumento46 páginasCentros de Usinagem CNC Avançadasalmeida10Ainda não há avaliações
- Trabalho TornoDocumento4 páginasTrabalho Tornowellynton29875Ainda não há avaliações
- Aula 1 Tecnologia MecânicaDocumento22 páginasAula 1 Tecnologia MecânicaLetícia Costa RibeiroAinda não há avaliações
- MaquinaDocumento11 páginasMaquinaKholen Paulo BenjamimAinda não há avaliações
- Aula 01 Apresentacao Da DisciplinaDocumento48 páginasAula 01 Apresentacao Da DisciplinacocianAinda não há avaliações
- TORNO - TrabalhoDocumento40 páginasTORNO - TrabalhoNesher SantosAinda não há avaliações
- TORNEAMENTODocumento11 páginasTORNEAMENTOFernando AlbertoAinda não há avaliações
- 0.0 PRI - Introdução À DisciplinaDocumento44 páginas0.0 PRI - Introdução À DisciplinaArk VadoAinda não há avaliações
- Aula 7 - Máquinas OperatrizesDocumento42 páginasAula 7 - Máquinas OperatrizesPaulo Guilherme GodoyAinda não há avaliações
- Torne Amen ToDocumento54 páginasTorne Amen ToPaulo Guilherme GodoyAinda não há avaliações
- Resumo de Manutenção Preditivo para Uma Fresadora Triaxial de Médio Porte PDFDocumento41 páginasResumo de Manutenção Preditivo para Uma Fresadora Triaxial de Médio Porte PDFTamires RossiAinda não há avaliações
- Trabalho Completo - MadrilhadoraDocumento9 páginasTrabalho Completo - Madrilhadoratiago_mozart100% (1)
- 3 - O Que É Usinagem CNCDocumento10 páginas3 - O Que É Usinagem CNCFernandoAinda não há avaliações
- Usinagem BrunoDocumento142 páginasUsinagem BrunoBruno GuedesAinda não há avaliações
- Maquinas e Ferramentas Torno Fresadora FuradeiraDocumento51 páginasMaquinas e Ferramentas Torno Fresadora FuradeiraAdailson Morais100% (1)
- Trabalho TORNOSDocumento32 páginasTrabalho TORNOSlolzeraAinda não há avaliações
- PMR3101 - Lab 3 - TorneamentoDocumento6 páginasPMR3101 - Lab 3 - TorneamentoTaís CatrinqueAinda não há avaliações
- Trabalho de Talha - 114655Documento17 páginasTrabalho de Talha - 114655André MiudoAinda não há avaliações
- Trabalho Fresadora FinalDocumento44 páginasTrabalho Fresadora Finaljoubertporto50% (4)
- Relatório de Visita Técnica N 2 CEUMADocumento9 páginasRelatório de Visita Técnica N 2 CEUMAheder mendesAinda não há avaliações
- 53 Fresagem CNCDocumento9 páginas53 Fresagem CNCAlessandro Roger RodriguesAinda não há avaliações
- TORNO CNC: Evolução, Características e Importância para A UsinagemDocumento14 páginasTORNO CNC: Evolução, Características e Importância para A Usinagemjamessantos88214660Ainda não há avaliações
- Fundamentos dos processos de retificação centerlessNo EverandFundamentos dos processos de retificação centerlessAinda não há avaliações
- Terminologia Da SoldagemDocumento56 páginasTerminologia Da SoldagemAndré SáAinda não há avaliações
- Medidas Unc - UnfDocumento2 páginasMedidas Unc - UnfcarlospinillaAinda não há avaliações
- 5 Extrusao e TrefilacaoDocumento33 páginas5 Extrusao e TrefilacaoFelipe Della Via0% (1)
- Como Fabricar Pastilhas de Metal Duro - Usinagem - CIMMDocumento10 páginasComo Fabricar Pastilhas de Metal Duro - Usinagem - CIMMAntonio GuedesAinda não há avaliações
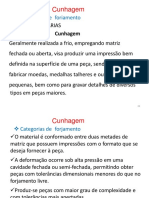
- Cunhagem - 2022Documento48 páginasCunhagem - 2022Rafael Lourenco TameleAinda não há avaliações
- Catalogo - Mancais - ObrDocumento8 páginasCatalogo - Mancais - ObrRodrigo AlionAinda não há avaliações
- Parafusos 3Documento6 páginasParafusos 3Rafael OliveiraAinda não há avaliações
- BrochuraDocumento3 páginasBrochuralionelcostaribeiroAinda não há avaliações
- Transformação Dos MetaisDocumento118 páginasTransformação Dos MetaisVanderson Soares de Araujo100% (1)
- Avaliação de Pesquisa II (1) ProntoDocumento2 páginasAvaliação de Pesquisa II (1) ProntofabiobrandaomachadoAinda não há avaliações
- Tec. Met. Trefilação - Extrusão Mota 13.2Documento78 páginasTec. Met. Trefilação - Extrusão Mota 13.2Willian Ricardo SantosAinda não há avaliações
- Assistente de OurivesariaDocumento22 páginasAssistente de OurivesariaMiguel de JesusAinda não há avaliações
- Catalogo 2020-Compactado USILUXDocumento52 páginasCatalogo 2020-Compactado USILUXCOMPRAS JACARÉAinda não há avaliações
- Torneamento WalterDocumento209 páginasTorneamento Waltermarcokreffta1Ainda não há avaliações
- Lista Jacto - Jan 2023 - IngaDocumento18 páginasLista Jacto - Jan 2023 - IngaBruno MoreiraAinda não há avaliações
- Catalogo de Peças sdn210Documento20 páginasCatalogo de Peças sdn210Elessandro SoaresAinda não há avaliações
- Stihl Fs 160Documento116 páginasStihl Fs 160Ricardo Oscar FiegelAinda não há avaliações
- 01 FerramentasDocumento98 páginas01 FerramentasfabricioAinda não há avaliações
- Catalogo SNC CivemasaDocumento28 páginasCatalogo SNC CivemasamatheusAinda não há avaliações
- Catalogo Parafusos ASTM 325Documento4 páginasCatalogo Parafusos ASTM 325Nilton César AndradeAinda não há avaliações
- IMETEX - Aneis de Fixacao RFN1012 PDFDocumento2 páginasIMETEX - Aneis de Fixacao RFN1012 PDFAndre alexander dos santosAinda não há avaliações