Você também pode gostar
- Check List de TendasDocumento2 páginasCheck List de TendasAna Paula Barbosa100% (6)
- Condições econômicas de corte na usinagemDocumento17 páginasCondições econômicas de corte na usinagemJoãoAinda não há avaliações
- Prova Munck GabaritoDocumento2 páginasProva Munck GabaritoGemerson Pereira Santos100% (2)
- Práticas Industriais - Atividade 1 - Igor Augusto Severino DamascenoDocumento3 páginasPráticas Industriais - Atividade 1 - Igor Augusto Severino DamascenoIgor Augusto Severino DamascenoAinda não há avaliações
- Modelo do Comando de VálvulasDocumento104 páginasModelo do Comando de VálvulasCicero Melo100% (6)
- NR 18 Treinamento CremalheiraDocumento27 páginasNR 18 Treinamento CremalheiraCPSSTAinda não há avaliações
- Tolerâncias de Rosca para Machos LaminadoresDocumento1 páginaTolerâncias de Rosca para Machos LaminadoresRonei Holz - Veloce Usinagem100% (1)
- Procedimento ReparoDocumento4 páginasProcedimento ReparoThais SchwinderAinda não há avaliações
- Abnt NBR IsoDocumento19 páginasAbnt NBR IsoFrancisco CruzAinda não há avaliações
- Processos de UsinagemDocumento4 páginasProcessos de UsinagemGabriel ConceiçãoAinda não há avaliações
- TPI - 14 - Processos de Manufatura Por Remoção de Material - Usinagem - AULA 02Documento70 páginasTPI - 14 - Processos de Manufatura Por Remoção de Material - Usinagem - AULA 02igorAinda não há avaliações
- 25.08.11 Modelo para Relatorio - Ensaio DinamométricoDocumento8 páginas25.08.11 Modelo para Relatorio - Ensaio DinamométricoGuilherme Pires da SilvaAinda não há avaliações
- Parâmetros de CorteDocumento57 páginasParâmetros de CorteCiro Borges FerreiraAinda não há avaliações
- Visita técnica ao laboratório de engenharia mecânicaDocumento9 páginasVisita técnica ao laboratório de engenharia mecânicaheder mendesAinda não há avaliações
- Torneamento mecânicoDocumento30 páginasTorneamento mecânicoHemerson Menezes100% (1)
- UsinagemDocumento33 páginasUsinagemEmília Catarina PassosAinda não há avaliações
- Laboratório de UsinagemDocumento5 páginasLaboratório de UsinagemLavinia RosaAinda não há avaliações
- Aula - 04 - PROCESSOS DE USINAGEM - TORNEAMENTO - 2023Documento59 páginasAula - 04 - PROCESSOS DE USINAGEM - TORNEAMENTO - 2023Reginaldo CamposAinda não há avaliações
- Processos de Usinagem I - Aula 03 - Geometria Da Ferramenta de CorteDocumento65 páginasProcessos de Usinagem I - Aula 03 - Geometria Da Ferramenta de Cortelorena___20Ainda não há avaliações
- Geometria Ferramentas CorteDocumento22 páginasGeometria Ferramentas CortePaulo PereiraAinda não há avaliações
- Relatório Usinagem Tec III - Prática 3Documento13 páginasRelatório Usinagem Tec III - Prática 3Samuel MonteiroAinda não há avaliações
- Usinagem MetaisDocumento20 páginasUsinagem MetaisMateus BuenoAinda não há avaliações
- Processos de Fabricação - FMUDocumento29 páginasProcessos de Fabricação - FMUleticiafa231Ainda não há avaliações
- 37 MescladoDocumento52 páginas37 MescladoSteel EdsonAinda não há avaliações
- Movimentos e Grandezas No Processo de UsinagemDocumento16 páginasMovimentos e Grandezas No Processo de UsinagemPablo PintoAinda não há avaliações
- Usinagem: Movimentos e ProcessosDocumento26 páginasUsinagem: Movimentos e ProcessosUtt3nAinda não há avaliações
- Fabricação de Engrenagens por FresagemDocumento11 páginasFabricação de Engrenagens por FresagemJohn BarretoAinda não há avaliações
- Ap Torneamento 01Documento16 páginasAp Torneamento 01farofadevozAinda não há avaliações
- Processos de usinagem: torneamento, furação, fresamento e maisDocumento104 páginasProcessos de usinagem: torneamento, furação, fresamento e maiseinsteinmobiAinda não há avaliações
- Parâmetros de usinagem e movimentos de corteDocumento18 páginasParâmetros de usinagem e movimentos de corteAnonymous xEKsRmtjOAinda não há avaliações
- José Willian - Relatório 2 UsinagemDocumento9 páginasJosé Willian - Relatório 2 UsinagemJosé Willian UfpiAinda não há avaliações
- Conceitos de usinagem: movimentos ativos e velocidades de corte e avançoDocumento9 páginasConceitos de usinagem: movimentos ativos e velocidades de corte e avançoRenato PessiniAinda não há avaliações
- Relatório de aula prática sobre processos de usinagemDocumento7 páginasRelatório de aula prática sobre processos de usinagemFelipe Rodrigues Do NascimentoAinda não há avaliações
- FuraçãoDocumento24 páginasFuraçãoGiovanniAinda não há avaliações
- Relatório 2-FresamentoDocumento24 páginasRelatório 2-FresamentoBeatriz PiresAinda não há avaliações
- Aula 2 - TorneamentoDocumento34 páginasAula 2 - TorneamentoHudson AlvesAinda não há avaliações
- Processos de torneamento e aplainamentoDocumento24 páginasProcessos de torneamento e aplainamentoRogério JuniorAinda não há avaliações
- Usinagem BrunoDocumento142 páginasUsinagem BrunoBruno GuedesAinda não há avaliações
- Processo de usinagem de peçasDocumento34 páginasProcesso de usinagem de peçasricardo6a6zimmermannAinda não há avaliações
- Mapa - Usinagem e Conformação -Documento9 páginasMapa - Usinagem e Conformação -Herbio BarbosaAinda não há avaliações
- Exercicios de Usinagem 1-13Documento3 páginasExercicios de Usinagem 1-13Felipe GomesAinda não há avaliações
- Lista I - Usinagem 2021.2Documento2 páginasLista I - Usinagem 2021.2Arthur Sena SilvaAinda não há avaliações
- Processos de usinagem: movimentos e grandezasDocumento41 páginasProcessos de usinagem: movimentos e grandezasHelder Anibal HerminiAinda não há avaliações
- Aula Prática Nº 1 - Identificação Das Grandezas Físicas e Comparação Exp. vs. Teórico 2023-2Documento2 páginasAula Prática Nº 1 - Identificação Das Grandezas Físicas e Comparação Exp. vs. Teórico 2023-2viniciusalencar2Ainda não há avaliações
- Aula 2 - UsinabilidadeDocumento50 páginasAula 2 - UsinabilidadeLayzza Tardin da Silva SoffnerAinda não há avaliações
- Lfs-Ic2007 8Documento5 páginasLfs-Ic2007 8Gabriel BrandãoAinda não há avaliações
- Os principais processos de maquinagem e seus movimentosDocumento108 páginasOs principais processos de maquinagem e seus movimentospereiramcfAinda não há avaliações
- Aula 3 - UsinagemDocumento30 páginasAula 3 - UsinagemYurgen KlinsmannAinda não há avaliações
- Avaliacao DimensionalDocumento51 páginasAvaliacao Dimensionalalan.campos3Ainda não há avaliações
- TOTALDocumento17 páginasTOTALSilva ErreniteAinda não há avaliações
- Aula 1 - CadcamDocumento34 páginasAula 1 - CadcamWalney RamiresAinda não há avaliações
- Roteiro - Pena Do MarteloDocumento3 páginasRoteiro - Pena Do MarteloThamires BustillosAinda não há avaliações
- Conceitos UsinagemDocumento29 páginasConceitos UsinagemRogerio OliveiraAinda não há avaliações
- Aula Atividade - Usinagem PT 1Documento22 páginasAula Atividade - Usinagem PT 1Hortencia NoronhaAinda não há avaliações
- Fundamentos da UsinagemDocumento31 páginasFundamentos da UsinagemLucas CunhaAinda não há avaliações
- Mapa - Usinagem e Conformação - 52 2023Documento5 páginasMapa - Usinagem e Conformação - 52 2023Marcelo KonishAinda não há avaliações
- UNIFEI Campus Itabira - Tecnologia da Fabricação III 2022.2Documento5 páginasUNIFEI Campus Itabira - Tecnologia da Fabricação III 2022.2Isaque SilvaAinda não há avaliações
- 2011 Determinacao Curva Vida Ferramentas UsinagemDocumento10 páginas2011 Determinacao Curva Vida Ferramentas UsinagemVinicius AlmeidaAinda não há avaliações
- 1 Introducao e Tipos de Processos de Usinagem PDFDocumento23 páginas1 Introducao e Tipos de Processos de Usinagem PDFMaria Clara ChavesAinda não há avaliações
- PCU - Módulo II - Movimentos de Usinagem - 2020Documento29 páginasPCU - Módulo II - Movimentos de Usinagem - 2020LeonardoAinda não há avaliações
- Aula 7 - Máquinas OperatrizesDocumento42 páginasAula 7 - Máquinas OperatrizesPaulo Guilherme GodoyAinda não há avaliações
- Usinagem dos Metais: Lista de Exercícios sobre Formação de CavacoDocumento2 páginasUsinagem dos Metais: Lista de Exercícios sobre Formação de CavacoRodrigo VerissimoAinda não há avaliações
- Cálculo de UsinagemDocumento9 páginasCálculo de Usinagemmaicon100% (1)
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Catalogos Herramienta NeumaticaDocumento58 páginasCatalogos Herramienta NeumaticamanuelAinda não há avaliações
- Modelo AT-3010C: AplicaçãoDocumento2 páginasModelo AT-3010C: AplicaçãoWilson Araujo BarrozoAinda não há avaliações
- CATALOGO - KO600 PecuariaDocumento13 páginasCATALOGO - KO600 PecuariaEvert Vargas TorrezAinda não há avaliações
- Guia completo sobre acoplamentos industriaisDocumento18 páginasGuia completo sobre acoplamentos industriaisAntônio MiguelAinda não há avaliações
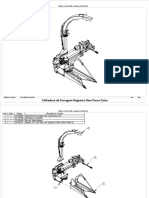
- Colhedora de Forragem Nogueira New PecusDocumento44 páginasColhedora de Forragem Nogueira New PecusFelipe de Paula100% (1)
- Soldagem 7018Documento14 páginasSoldagem 7018celline duranAinda não há avaliações
- Perfurador de SoloDocumento12 páginasPerfurador de SoloThiago FredyAinda não há avaliações
- ABNT - NBR - 11900-4 - Terminal para Cabo de Aço Grampo Leve e PesadoDocumento20 páginasABNT - NBR - 11900-4 - Terminal para Cabo de Aço Grampo Leve e PesadomoonbathAinda não há avaliações
- Catálogo Peças 7000,8000 e 9200Documento116 páginasCatálogo Peças 7000,8000 e 9200pedro henrique rodriguesAinda não há avaliações
- Relação de EmpresasDocumento6 páginasRelação de EmpresasMARILIAAinda não há avaliações
- Monte e Instale A Caixa Das Planetárias e o Cubo Da Roda-Série 1300 - tm119154 - Service ADVISOR™-1Documento7 páginasMonte e Instale A Caixa Das Planetárias e o Cubo Da Roda-Série 1300 - tm119154 - Service ADVISOR™-1Willyan SouzaAinda não há avaliações
- CatálogoDocumento1 páginaCatálogoamandaAinda não há avaliações
- TREINAMENTO Aspirador Cirurgico de Sistema FechadoDocumento10 páginasTREINAMENTO Aspirador Cirurgico de Sistema FechadoThális NunesAinda não há avaliações
- Macaco Kalango Hidropneumatico kl20000 20 TDocumento2 páginasMacaco Kalango Hidropneumatico kl20000 20 Twagner cardosoAinda não há avaliações
- Elton - Neves@passofundo - Ifsul.edu - BR Anselmo - Cukla@ufsm - BR: Passo FundoDocumento1 páginaElton - Neves@passofundo - Ifsul.edu - BR Anselmo - Cukla@ufsm - BR: Passo FundoJoão PedroAinda não há avaliações
- Guia completo de operações para prensa pneumáticaDocumento27 páginasGuia completo de operações para prensa pneumáticaAlexandre RAinda não há avaliações
- Manual Técnico Atomizador ZanoniDocumento17 páginasManual Técnico Atomizador ZanoniJosean LopesAinda não há avaliações
- Processo de extrusão: classificação, tipos e variáveisDocumento9 páginasProcesso de extrusão: classificação, tipos e variáveisLEONIDASAinda não há avaliações
- MECÂNICA DOS SÓLIDOS 2 - CÁLCULO DE TENSÕES EM ESTRUTURASDocumento1 páginaMECÂNICA DOS SÓLIDOS 2 - CÁLCULO DE TENSÕES EM ESTRUTURASRonilson AraujoAinda não há avaliações
- Guia Montagem Solomonoposte Sl001 8 Perfilh2Documento8 páginasGuia Montagem Solomonoposte Sl001 8 Perfilh2Suporte QSolarAinda não há avaliações
- Conversor de torque especificações dadosDocumento32 páginasConversor de torque especificações dadosCicero MeloAinda não há avaliações
- Mandrilamento PDFDocumento6 páginasMandrilamento PDFMaria Júlia XavierAinda não há avaliações
- Diagrama unifilar rede EnergisaDocumento1 páginaDiagrama unifilar rede EnergisaEduardo SantosAinda não há avaliações