Você também pode gostar
- Injeção de MetaisDocumento8 páginasInjeção de MetaisJoão Lucas CAinda não há avaliações
- CC9166Documento8 páginasCC9166cleitoAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Apostila Fundamentos ProjetosDocumento16 páginasApostila Fundamentos ProjetosTorres1953100% (1)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Defesa de Artigo - PoliméricosDocumento14 páginasDefesa de Artigo - PoliméricosArthur VictorAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Apostila Fundamentos ProjetosDocumento16 páginasApostila Fundamentos ProjetosLuiz Cesar TorresAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- ForjamentoDocumento10 páginasForjamentoHenrique GenesttraAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Forjamento LivreDocumento22 páginasForjamento LivrePriscila F. Leal100% (1)
- Canais de InjecaoDocumento18 páginasCanais de InjecaoAlessandro MarquesAinda não há avaliações
- Apostila 2009-1Documento232 páginasApostila 2009-1ajhp2010Ainda não há avaliações
- Automação em Celulas de Fundição de Aluminio Por GravidadeDocumento20 páginasAutomação em Celulas de Fundição de Aluminio Por GravidadeBruno Roberto BaumgartnerAinda não há avaliações
- Moldes para Injeção de TermoplásticosDocumento31 páginasMoldes para Injeção de TermoplásticosGuilherme Lamb100% (1)
- Injeção PlasticaDocumento7 páginasInjeção PlasticaRodrigo AndradeAinda não há avaliações
- 05 PF Molde PermanenteDocumento10 páginas05 PF Molde PermanenteLucas LobãoAinda não há avaliações
- Projeto de Moldes para PlásticosDocumento110 páginasProjeto de Moldes para PlásticosLucas Tavares100% (6)
- Antes Da RotomoldagemDocumento13 páginasAntes Da RotomoldagemAmarildoAinda não há avaliações
- Problemas No Processo de Fabricação - MEC VDocumento24 páginasProblemas No Processo de Fabricação - MEC Vdaniel.hg16Ainda não há avaliações
- Fundamentos de Projeto de FerramentasDocumento194 páginasFundamentos de Projeto de Ferramentas14192200Ainda não há avaliações
- Seminário 2 Injeção e ExtrusãoDocumento22 páginasSeminário 2 Injeção e ExtrusãoysaqyAinda não há avaliações
- Processos de Extrusão e Injeção Polimeros 29 09 20Documento22 páginasProcessos de Extrusão e Injeção Polimeros 29 09 20joseAinda não há avaliações
- Aula 6 - Fundição Sob Pressão - CópiaDocumento38 páginasAula 6 - Fundição Sob Pressão - Cópiafabioelizandro20Ainda não há avaliações
- Moldes PermanentesDocumento7 páginasMoldes PermanentesBeto AraújoAinda não há avaliações
- ZamakDocumento18 páginasZamakIsmar PortesAinda não há avaliações
- Fundição Sob PressãoDocumento44 páginasFundição Sob PressãoForró Pegadinha oficialAinda não há avaliações
- Fundição em Molde MetálicoDocumento32 páginasFundição em Molde MetálicoEduardo Domingues100% (1)
- Seminário 2 Injeção e ExtrusãoDocumento22 páginasSeminário 2 Injeção e ExtrusãoCleber GuimarãesAinda não há avaliações
- Resumo MetalúrgiaDocumento10 páginasResumo Metalúrgiahil96Ainda não há avaliações
- Exercícios Sobre FundiçãoDocumento2 páginasExercícios Sobre FundiçãoAlfredo Nunes da Silva100% (1)
- Aula 1 - Noções de ProjetoDocumento25 páginasAula 1 - Noções de Projetorodri_bgAinda não há avaliações
- Fundição Por CentrifugaçãoDocumento17 páginasFundição Por Centrifugaçãomotokaloka100% (3)
- Cap 26 Molde de SoproDocumento7 páginasCap 26 Molde de Soprometalcoppi100% (1)
- Relatório Jurandir 20.05Documento12 páginasRelatório Jurandir 20.05Luis EduardoAinda não há avaliações
- Fundicao - Moldes e Modelos - Aula 2-OkDocumento32 páginasFundicao - Moldes e Modelos - Aula 2-OkWagner Oliveira92% (13)
- FACULDADE ANHANGUERA EstampagemDocumento7 páginasFACULDADE ANHANGUERA Estampagemkilap84067Ainda não há avaliações
- O Sistema de Câmara Quente Apropriado Ao Molde e Produto Permite Automatização Do Ciclo e AumentoDocumento5 páginasO Sistema de Câmara Quente Apropriado Ao Molde e Produto Permite Automatização Do Ciclo e AumentogutosudAinda não há avaliações
- Metalurgia Do Pó - 2va ApDocumento21 páginasMetalurgia Do Pó - 2va ApBernard LopesAinda não há avaliações
- Relatório 4 - FundiçãoDocumento11 páginasRelatório 4 - FundiçãoMarcos José JúniorAinda não há avaliações
- Apresentação TCC Rev2Documento40 páginasApresentação TCC Rev2André BarbozaAinda não há avaliações
- Projeto de Molde para Injeção Aplicado A Fabricação de Tampas de Garrafa Do Tipo SqueezeDocumento30 páginasProjeto de Molde para Injeção Aplicado A Fabricação de Tampas de Garrafa Do Tipo SqueezeLucasAinda não há avaliações
- Trabalho de Projeto de FerramentasDocumento14 páginasTrabalho de Projeto de Ferramentasduda3427Ainda não há avaliações
- Processo de Fundição em Casca e CoquilhaDocumento12 páginasProcesso de Fundição em Casca e CoquilhaMatheus JoséAinda não há avaliações
- Tecnologia - Metalúrgica - Fundição - Processos 2Documento102 páginasTecnologia - Metalúrgica - Fundição - Processos 2Jimmy T.100% (1)
- 04-PF Cera PerdidaDocumento8 páginas04-PF Cera PerdidaDiego PerreraAinda não há avaliações
- Trabalho TermoformaçãoDocumento16 páginasTrabalho TermoformaçãoSilvio FillaAinda não há avaliações
- Moldagem Por Injeção (Petropol)Documento32 páginasMoldagem Por Injeção (Petropol)mario mowatAinda não há avaliações
- Curso de Projeto de Moldes para PlásticosDocumento110 páginasCurso de Projeto de Moldes para PlásticosSidney Lins100% (1)
- Análise Dos Processos de Conormação Envolvidos Na Fabricação de Chave FixaDocumento6 páginasAnálise Dos Processos de Conormação Envolvidos Na Fabricação de Chave FixaBruno LimaAinda não há avaliações
- Injeção de Plásticos FalhasDocumento7 páginasInjeção de Plásticos FalhasCarla Lidi StajnAinda não há avaliações
- Pesquisa MateusDocumento8 páginasPesquisa Mateusmateus palmeiraAinda não há avaliações
- Forjamento TTDocumento12 páginasForjamento TTZeca Boaventura NhachungueAinda não há avaliações
- Planilha VerificacaoDocumento3 páginasPlanilha VerificacaoonildodfAinda não há avaliações
- Resumo Fundição Por GravidadeDocumento6 páginasResumo Fundição Por GravidadeFelipe ToscanoAinda não há avaliações
- Trabalho de Forja DesenhoDocumento17 páginasTrabalho de Forja DesenhoVictor ColomboAinda não há avaliações
- Resumo - UsinagemDocumento14 páginasResumo - UsinagemBreno RochaAinda não há avaliações
- Papel CeluloseDocumento9 páginasPapel Celuloseleticiakuster1Ainda não há avaliações
- Analise Estrutural - Exercício 01Documento5 páginasAnalise Estrutural - Exercício 01Breno RochaAinda não há avaliações
- ProdnotDocumento2 páginasProdnotapi-19786298Ainda não há avaliações
- Apostila de Soldagem Aço InoxDocumento70 páginasApostila de Soldagem Aço InoxeduardoskycutAinda não há avaliações
- Yamaha XTZ125 Guia Servi SpanishDocumento53 páginasYamaha XTZ125 Guia Servi SpanishGianluca NapoletanoAinda não há avaliações
- Apresentação Da Disciplina de Processos Químicos Industriais Da UspDocumento19 páginasApresentação Da Disciplina de Processos Químicos Industriais Da Usppacesar482Ainda não há avaliações
- Modulo de Elasticidade Materiais EngDocumento1 páginaModulo de Elasticidade Materiais EngJohnny Pereira de Sousa0% (1)
- QuimicaDocumento2 páginasQuimicaAline AlvesAinda não há avaliações
- Lista de Exercícios Dilatação Térmica PDFDocumento4 páginasLista de Exercícios Dilatação Térmica PDFBruno BellateAinda não há avaliações
- Master PurDocumento6 páginasMaster PurAndré GazzoniAinda não há avaliações
- Cinética ResolvidaDocumento6 páginasCinética ResolvidajnfjjuniorAinda não há avaliações
- Pec 11Documento37 páginasPec 11betoassuncaoAinda não há avaliações
- Aula 06 - Reações de EliminaçãoDocumento32 páginasAula 06 - Reações de EliminaçãoMarina Leite100% (1)
- Relatório 1 - RecristalizaçãoDocumento9 páginasRelatório 1 - RecristalizaçãoAlexander JuniorAinda não há avaliações
- FQT2 - Lista 01 - LiquidosDocumento3 páginasFQT2 - Lista 01 - LiquidosLeo RugieriAinda não há avaliações
- Teste de TermodinâmicaDocumento2 páginasTeste de TermodinâmicaMarcus ChrystianAinda não há avaliações
- Trab. As Ligações Do Átomo de CarbonoDocumento12 páginasTrab. As Ligações Do Átomo de CarbonoFrancisco André Panzo Kaiaka DeflóAinda não há avaliações
- Ficha8 Química PDFDocumento6 páginasFicha8 Química PDFDaniela TargonAinda não há avaliações
- Curva ABC - Planilha OrçamentáriaDocumento21 páginasCurva ABC - Planilha OrçamentáriaJean SantosAinda não há avaliações
- 19-A - Cap.17 (Antigo Cap.15) - Ligações ParafusadasDocumento22 páginas19-A - Cap.17 (Antigo Cap.15) - Ligações ParafusadasFernando LemeAinda não há avaliações
- Classificação, Composição e Superfícies Dos Coloides No COTIDIANODocumento12 páginasClassificação, Composição e Superfícies Dos Coloides No COTIDIANOAnonymous UYDJtUnAinda não há avaliações
- Apostila de Geradores de Vapor PDFDocumento88 páginasApostila de Geradores de Vapor PDFrodrigo santosAinda não há avaliações
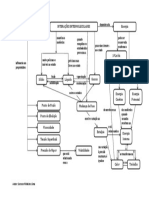
- Mapa Conceitual - Interações e EnergiaDocumento1 páginaMapa Conceitual - Interações e EnergiaGerson LimaAinda não há avaliações
- Trocadores de CalorDocumento33 páginasTrocadores de CalorJefferson SamuelAinda não há avaliações
- Estudo Do Desgaste de Revestimento Interno de Um Moinho de Bolas Operando Com Rocha FosfáticaDocumento8 páginasEstudo Do Desgaste de Revestimento Interno de Um Moinho de Bolas Operando Com Rocha FosfáticaTamiris LourençoAinda não há avaliações
- Relatório IX - Pressão de VaporDocumento9 páginasRelatório IX - Pressão de VaporJeiel FrancisAinda não há avaliações
- Analisador de GasesDocumento2 páginasAnalisador de GasesDaniel NóbregaAinda não há avaliações
- PCM2 2019-2 XPS e Esp AugerDocumento50 páginasPCM2 2019-2 XPS e Esp AugerMarcelo SouzaAinda não há avaliações
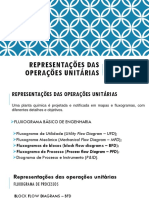
- Fluxograma de BlocosDocumento34 páginasFluxograma de BlocosElmo Sena JúniorAinda não há avaliações
- 6 - Diagramas de Fases em Materiais CerâmicosDocumento69 páginas6 - Diagramas de Fases em Materiais CerâmicosAlexandreAinda não há avaliações
- Aço Destinado Às Armaduras para Estruturas de Concreto Armado - RequisitosDocumento4 páginasAço Destinado Às Armaduras para Estruturas de Concreto Armado - RequisitosSUMEHACK HackmanAinda não há avaliações
- Tubulações e Conexões AeronáuticasDocumento7 páginasTubulações e Conexões AeronáuticasAnderson E TatiAinda não há avaliações
- VidrosDocumento14 páginasVidrosFabio CelassisAinda não há avaliações
- LIVRO Concreto Armado Vol. 1Documento135 páginasLIVRO Concreto Armado Vol. 1Kimberley HollandAinda não há avaliações