Você também pode gostar
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Conformacao 1Documento35 páginasConformacao 1Luis TertulianoAinda não há avaliações
- 12 - Processo de Conformação de Metais-1Documento52 páginas12 - Processo de Conformação de Metais-1luizmario15Ainda não há avaliações
- Processos de Fabricação de EngrenagensDocumento9 páginasProcessos de Fabricação de EngrenagensAndré ZuchettoAinda não há avaliações
- Processos de Fabricação ConformaçãoDocumento19 páginasProcessos de Fabricação ConformaçãoWashington GonçalvesAinda não há avaliações
- Conformação de MetaisDocumento68 páginasConformação de MetaisTaisa PachecoAinda não há avaliações
- Conformação MecânicaDocumento39 páginasConformação MecânicaRenato César Andrade100% (2)
- Conformação MecânicaDocumento13 páginasConformação MecânicaVinicius Arthur LimaAinda não há avaliações
- 7 - LaminaçãoDocumento13 páginas7 - LaminaçãoDaniel CavalcantiAinda não há avaliações
- Estudo Dos MateriaisDocumento39 páginasEstudo Dos MateriaisReginaldo AlvesAinda não há avaliações
- 9 Casa de Ferreiro Espeto de AcoDocumento9 páginas9 Casa de Ferreiro Espeto de Aconunes1000Ainda não há avaliações
- 4prática - ForjamentoDocumento6 páginas4prática - ForjamentoWalter Gabriel de Abreu JúniorAinda não há avaliações
- Curso de Fundição 1 ParteDocumento108 páginasCurso de Fundição 1 ParteJefferson MachadoAinda não há avaliações
- TM-Mectron. UMA - (Actualização 2) PDFDocumento80 páginasTM-Mectron. UMA - (Actualização 2) PDFAdolfo Marques NessitaAinda não há avaliações
- 4 Aula P MecanicoDocumento51 páginas4 Aula P MecanicokelvinAinda não há avaliações
- Conformação MecânicaDocumento13 páginasConformação MecânicaRafael Henriques100% (1)
- Questionário - Conformação Mecânica - Editado1Documento12 páginasQuestionário - Conformação Mecânica - Editado1vurelo100% (1)
- Material DidaticoDocumento46 páginasMaterial DidaticoKholen Paulo BenjamimAinda não há avaliações
- Abendiead Print Index - PHP Id 15&mod 5&impressao S PDFDocumento168 páginasAbendiead Print Index - PHP Id 15&mod 5&impressao S PDFWendel FernandesAinda não há avaliações
- Relatório 5 - Fundição em CoquilhaDocumento20 páginasRelatório 5 - Fundição em CoquilhaLeonan SacchiAinda não há avaliações
- SENAI Conformação Mecânica, Propriedades Dos Materiais e Ensaios MecânicosDocumento9 páginasSENAI Conformação Mecânica, Propriedades Dos Materiais e Ensaios Mecânicosjoaocabralfatec100% (1)
- Processos de Conformação Forjament0Documento10 páginasProcessos de Conformação Forjament0Artur RochaAinda não há avaliações
- ForjamentoDocumento34 páginasForjamentoAldo CarvalhoAinda não há avaliações
- Conformação MecânicaDocumento78 páginasConformação MecânicaJose FidelAinda não há avaliações
- 07-PF E Depois Da FundiçãoDocumento13 páginas07-PF E Depois Da Fundiçãopablopinto290Ainda não há avaliações
- Fundição em Molde MetálicoDocumento32 páginasFundição em Molde MetálicoEduardo Domingues100% (1)
- Trabalho Iris ConformaçãoDocumento25 páginasTrabalho Iris ConformaçãoViniciusAinda não há avaliações
- Trabalho de Introdução A MetalurgiaDocumento3 páginasTrabalho de Introdução A MetalurgiaValmor B. TrindadeAinda não há avaliações
- Conformação MecânicaDocumento90 páginasConformação MecânicaJoão VictorAinda não há avaliações
- ForjamentoDocumento16 páginasForjamentoJayane GondimAinda não há avaliações
- Apostila - ForjamentoDocumento17 páginasApostila - ForjamentovagnermurasAinda não há avaliações
- Processos de Conformaçao Mecanica ActualizadoDocumento119 páginasProcessos de Conformaçao Mecanica ActualizadoRuben Selula ÁlvaroAinda não há avaliações
- LaminaçãoDocumento24 páginasLaminaçãomaxAinda não há avaliações
- Aula 3 (Processos de Conformação Volumétrica - Laminação)Documento88 páginasAula 3 (Processos de Conformação Volumétrica - Laminação)TalwaniAinda não há avaliações
- Apostila ConformaçãoDocumento55 páginasApostila ConformaçãoFerdinandoBorgesAinda não há avaliações
- Trabalho SoldagemDocumento66 páginasTrabalho SoldagemdiogodbfAinda não há avaliações
- Tratamentos TermicosDocumento13 páginasTratamentos TermicosGson CarlAinda não há avaliações
- Análise Dos Processos de Conormação Envolvidos Na Fabricação de Chave FixaDocumento6 páginasAnálise Dos Processos de Conormação Envolvidos Na Fabricação de Chave FixaBruno LimaAinda não há avaliações
- Processos de Conformação Mecânica e UsinagemDocumento29 páginasProcessos de Conformação Mecânica e UsinagemPriscilla DinizAinda não há avaliações
- 1.2.AÇOS TREFIL-WPS OfficeDocumento13 páginas1.2.AÇOS TREFIL-WPS OfficeMaurício Felisberto MambasseAinda não há avaliações
- Apostila ConformacaoDocumento76 páginasApostila Conformacaoerickmbs100% (1)
- Lista 2 Tec IDocumento12 páginasLista 2 Tec IFsa FabrícioAinda não há avaliações
- Fabricação de Peças Por Conformação (Guardado Automaticamente)Documento16 páginasFabricação de Peças Por Conformação (Guardado Automaticamente)Djisas Sniper djisasAinda não há avaliações
- Apostila Soldagem-1Documento15 páginasApostila Soldagem-1Edinei RibeiroAinda não há avaliações
- Trabalho TrefilaçãoDocumento23 páginasTrabalho TrefilaçãoKaue Hume100% (3)
- Processos de Fabricação - Aula 7Documento24 páginasProcessos de Fabricação - Aula 7Guilherme ManhãesAinda não há avaliações
- Aula 4Documento26 páginasAula 4Bruna SimonaggioAinda não há avaliações
- Disciplina Processos de Conformacao MecaDocumento22 páginasDisciplina Processos de Conformacao MecaDanielle GontijoAinda não há avaliações
- Aula 1 - 3Documento9 páginasAula 1 - 3Richard RicardoAinda não há avaliações
- U3 LD PFDocumento50 páginasU3 LD PFIndyanara OliveiraAinda não há avaliações
- Processos Conformação LaminaçãoDocumento90 páginasProcessos Conformação LaminaçãojoseAinda não há avaliações
- Atividade 2 - Usinagem e Conformação - 52 2023Documento5 páginasAtividade 2 - Usinagem e Conformação - 52 2023Gustavo KonishAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNo EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Edital Completo N 113 2023Documento63 páginasEdital Completo N 113 2023Katia GamaAinda não há avaliações
- Sej Us ProvaDocumento1 páginaSej Us ProvaKatia GamaAinda não há avaliações
- Matemática - 6º Ano - SôniaDocumento4 páginasMatemática - 6º Ano - SôniaKatia GamaAinda não há avaliações
- Matemática BásicaDocumento68 páginasMatemática BásicaSantosAinda não há avaliações
- 2014 Utfpr Mat PDP Adilene Pereira Lopes Duffeck PDFDocumento64 páginas2014 Utfpr Mat PDP Adilene Pereira Lopes Duffeck PDFKatia GamaAinda não há avaliações
- Questoes Da Prova de ReclassificaçãoDocumento4 páginasQuestoes Da Prova de ReclassificaçãoKatia GamaAinda não há avaliações
- 3 - Exercícios - Potenciação de Números NaturaisDocumento4 páginas3 - Exercícios - Potenciação de Números NaturaisKatia GamaAinda não há avaliações
- Apostila Gratuita Moldes Galinhas PDFDocumento16 páginasApostila Gratuita Moldes Galinhas PDFKatia GamaAinda não há avaliações
- Analise de GraficosDocumento4 páginasAnalise de GraficosKatia GamaAinda não há avaliações
- Exercícios de Reforço Medidas de Massa RespostasDocumento3 páginasExercícios de Reforço Medidas de Massa RespostasKatia Gama0% (1)
- Capitulo 09Documento3 páginasCapitulo 09João OliveiraAinda não há avaliações
- Transmissão V4A51 V5A51Documento146 páginasTransmissão V4A51 V5A51Injeletro Diesel100% (7)
- Manual de Instru Es T80 Rev.2Documento2 páginasManual de Instru Es T80 Rev.2Jorge GarciaAinda não há avaliações
- Relatorio de aula Pratica- Física GeralDocumento5 páginasRelatorio de aula Pratica- Física GeralheitorligoriooAinda não há avaliações
- AULA 03 - EM 1 - Peças TracionadasDocumento60 páginasAULA 03 - EM 1 - Peças TracionadasLeandro Dias KüsterAinda não há avaliações
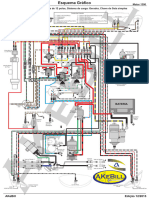
- 05-a3CL Esquema Eletrico Fusca-1 (75-76 12polos Standard)Documento1 página05-a3CL Esquema Eletrico Fusca-1 (75-76 12polos Standard)castroxAinda não há avaliações
- Aula 5 - Ruptura Por FadigaDocumento39 páginasAula 5 - Ruptura Por FadigaRonaldo SilvaAinda não há avaliações
- Sistema de Controle de Freios: ConteúdoDocumento37 páginasSistema de Controle de Freios: ConteúdoBalariniRetíficaAinda não há avaliações
- Aula 05 - LigaçõesDocumento42 páginasAula 05 - LigaçõesDouglas OliveiraAinda não há avaliações
- Nota de Aula 04Documento22 páginasNota de Aula 04Daniel Fec FluAinda não há avaliações
- Lista UerjDocumento26 páginasLista Uerjapi-262968070Ainda não há avaliações
- Estudo Do Mecanismo de Difusão No Processo de Obtenção Do Acetileno (Nickolly)Documento10 páginasEstudo Do Mecanismo de Difusão No Processo de Obtenção Do Acetileno (Nickolly)NickollyBukkyoAinda não há avaliações
- 816 - Catalogo de PeçasDocumento201 páginas816 - Catalogo de PeçasAntonio Monteiro90% (10)
- Complemento Freio ABS 2021 V5Documento4 páginasComplemento Freio ABS 2021 V5rooseveltanonymous123Ainda não há avaliações
- Aula 6 - Revisão AV1Documento4 páginasAula 6 - Revisão AV1Aliel BatalhaAinda não há avaliações
- Diesel VWDocumento5 páginasDiesel VWgustavo silvaAinda não há avaliações
- Apresentacao Falhas em EngrenagensDocumento63 páginasApresentacao Falhas em EngrenagensJoão Vitor Sousa SilvaAinda não há avaliações
- Mapas de RiscoDocumento25 páginasMapas de RiscoivoneiapolinarioAinda não há avaliações
- ValefDocumento4 páginasValefLucas SantosAinda não há avaliações
- Lista de Exercícios-Diagrama D Fases 2019Documento3 páginasLista de Exercícios-Diagrama D Fases 2019Hercules CosmeAinda não há avaliações
- Calculo de Eixo 2Documento6 páginasCalculo de Eixo 2Gabriela Lara PereiraAinda não há avaliações
- Porque A Matéria/Energia Não Pode Ser Criado Ou DestruidoDocumento5 páginasPorque A Matéria/Energia Não Pode Ser Criado Ou DestruidoIranFilhoAinda não há avaliações
- Lista OndulatóriaDocumento6 páginasLista OndulatóriaLeonilson Ribeiro NunesAinda não há avaliações
- UNED SERRA Instrumentação Módulo VazãoDocumento49 páginasUNED SERRA Instrumentação Módulo VazãoppatrickkkAinda não há avaliações
- 16 MigracaoDocumento126 páginas16 Migracaorodrigo_nurnbergAinda não há avaliações
- Sequência Didática - Tipos de Força III (2.0) - ElásticaDocumento6 páginasSequência Didática - Tipos de Força III (2.0) - ElásticaThiago Machado da CostaAinda não há avaliações
- PORTUGUES Manual-De-Instrucoes-Spd-Spd08017 PDFDocumento70 páginasPORTUGUES Manual-De-Instrucoes-Spd-Spd08017 PDFEdwin Andres Hernandez VasquezAinda não há avaliações
- EMC 410033 Convecção PDFDocumento2 páginasEMC 410033 Convecção PDFKaká RamosAinda não há avaliações
- IListade ExercícioDocumento6 páginasIListade ExercícioLuana DamascenoAinda não há avaliações
- Exercício Bombas NPSHDocumento4 páginasExercício Bombas NPSHRobson valle100% (1)