Você também pode gostar
- Planilha FMEA - ENGETELESDocumento20 páginasPlanilha FMEA - ENGETELESTulismar Lacerda100% (1)
- PlanilhaDocumento19 páginasPlanilhaLuiz Fernando Gomes da SilvaAinda não há avaliações
- Treinamento FMEADocumento64 páginasTreinamento FMEARafael Pádua Oliveira100% (1)
- Cálculo MTBF MTTR máquinasDocumento16 páginasCálculo MTBF MTTR máquinasMarinete Borges100% (1)
- Metodologia FRACAS para análise de falha na gestão de ativos conforme PAS 55Documento43 páginasMetodologia FRACAS para análise de falha na gestão de ativos conforme PAS 55thiagoaugustobeloAinda não há avaliações
- Relatório de Análise de Falhas - ENGETELES 2Documento17 páginasRelatório de Análise de Falhas - ENGETELES 2André MansanoAinda não há avaliações
- O RCM Na Moderna Gestão de Ativos - LP2014Documento59 páginasO RCM Na Moderna Gestão de Ativos - LP2014Alexandre SilvaAinda não há avaliações
- Curva ABC - EngetelesDocumento63 páginasCurva ABC - EngetelesRodrigo AlbertiniAinda não há avaliações
- Análise de causas raízes em equipamentosDocumento24 páginasAnálise de causas raízes em equipamentosMarcelo CardosoAinda não há avaliações
- Engenharia Da Confiabilidade Voltada A Manutencao ResumidaDocumento136 páginasEngenharia Da Confiabilidade Voltada A Manutencao ResumidaMarcio100% (1)
- 10 Características Que o PCM Da Sua Empresa É Falho Ou Inexistente PDFDocumento26 páginas10 Características Que o PCM Da Sua Empresa É Falho Ou Inexistente PDFtarcides100% (1)
- Implementação Do Processo de Análise de FalhasDocumento82 páginasImplementação Do Processo de Análise de FalhasAnonymous 3yfUtYAinda não há avaliações
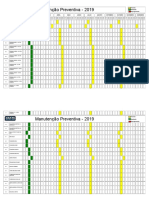
- manutenção preventiva máquinas 2019Documento3 páginasmanutenção preventiva máquinas 2019Camila MilaAinda não há avaliações
- Apresentação NBR ISO 55000Documento59 páginasApresentação NBR ISO 55000Fabio Snp100% (1)
- Análise Vibração DAE Analândia Relatório Técnico 0914Documento7 páginasAnálise Vibração DAE Analândia Relatório Técnico 0914Cesar SampaioAinda não há avaliações
- 1 - PGA - Programa Gestao de AtivosDocumento90 páginas1 - PGA - Programa Gestao de Ativosbruno100% (4)
- Analise de Falhas Um Caminho para A ConfiabilidadeDocumento41 páginasAnalise de Falhas Um Caminho para A ConfiabilidadePatrícia Silva100% (1)
- Norma ISO 2372Documento1 páginaNorma ISO 2372Celiocp PinheiroAinda não há avaliações
- Abraman 157Documento49 páginasAbraman 157eberfelipe3381Ainda não há avaliações
- Engenharia de ManutençãoDocumento80 páginasEngenharia de ManutençãomaracatuuAinda não há avaliações
- IndicadoresManutDocumento120 páginasIndicadoresManutSidney Pereira JuniorAinda não há avaliações
- KPI ManutencaoDocumento54 páginasKPI ManutencaoRoberto Reis100% (2)
- Gestão de Custos em ManutençãoDocumento58 páginasGestão de Custos em ManutençãoAlencar Santos100% (2)
- Implantando PCM - Planejamento e Controle de ManutençãoDocumento84 páginasImplantando PCM - Planejamento e Controle de ManutençãoFelipeSantiago86% (7)
- Programa de inspeção em tanques de armazenamento em operaçãoDocumento18 páginasPrograma de inspeção em tanques de armazenamento em operaçãoRafael SanchesAinda não há avaliações
- FMEA_análise_de_falhas_e_efeitos_e_suas_ações_corretivasDocumento3 páginasFMEA_análise_de_falhas_e_efeitos_e_suas_ações_corretivasMarcelo EspinheiraAinda não há avaliações
- Análise RAM em 7 passosDocumento7 páginasAnálise RAM em 7 passosLucas OrtunhoAinda não há avaliações
- Apresentaçao FMEADocumento18 páginasApresentaçao FMEALuis GomesAinda não há avaliações
- API 770 - Confiabilidade HumanaDocumento77 páginasAPI 770 - Confiabilidade Humanafaeduardo100% (1)
- Análise FMEA para revestimento UHMW preto 6mmDocumento1 páginaAnálise FMEA para revestimento UHMW preto 6mmMarconi HartmannAinda não há avaliações
- Planejamento e Controle de Manuteno Na Indstria 4.0Documento69 páginasPlanejamento e Controle de Manuteno Na Indstria 4.0Mairos Barbosa Bittencourt Modesto100% (3)
- Planejamento de ManutençãoDocumento76 páginasPlanejamento de ManutençãoJunior Seixas100% (4)
- PNR-000012 - Manual de Indicadores ValeDocumento6 páginasPNR-000012 - Manual de Indicadores ValeCertified Rabbits Lover100% (4)
- Análise de falhas de máquinas rotativasDocumento13 páginasAnálise de falhas de máquinas rotativasHugo MaiaAinda não há avaliações
- RCM - Manutenção Centrada Na ConfiabilidadeDocumento285 páginasRCM - Manutenção Centrada Na ConfiabilidadeGabriele MedeirosAinda não há avaliações
- FMEA VDA AnáliseDocumento93 páginasFMEA VDA Análiserosaldo_rodrigues100% (3)
- 260TR02 Relatorio AnomaliaDocumento9 páginas260TR02 Relatorio AnomaliaOtavio LacerdaAinda não há avaliações
- Ebook FmeaDocumento14 páginasEbook FmeaMarcos CarvalhoAinda não há avaliações
- Guia para Implantação de Indicadores de Manutenção Rev.2Documento22 páginasGuia para Implantação de Indicadores de Manutenção Rev.2Roberto Camargo100% (1)
- Planejamento manutenção calibraçãoDocumento22 páginasPlanejamento manutenção calibraçãosoldatech50% (2)
- FMEA VDA GuiaDocumento18 páginasFMEA VDA GuiaAlex Silva50% (2)
- Gerenciamento de Riscos de Incêndio em Sistema de Alarme DomésticoDocumento12 páginasGerenciamento de Riscos de Incêndio em Sistema de Alarme DomésticoIvan MedeirosAinda não há avaliações
- RSXX LCC - Final - Rev10.09.20 - Part2 - M PDFDocumento121 páginasRSXX LCC - Final - Rev10.09.20 - Part2 - M PDFDaniel88036100% (1)
- Análise de modos de falha e efeitos potenciais (FMEADocumento17 páginasAnálise de modos de falha e efeitos potenciais (FMEARaphael LimaAinda não há avaliações
- Treinamento FMEADocumento62 páginasTreinamento FMEAPaulo Mattos67% (3)
- DIMENSIONAMENTO EIXO ENTRADA REDUTORDocumento17 páginasDIMENSIONAMENTO EIXO ENTRADA REDUTORGleidson PavãoAinda não há avaliações
- NBR 5462 TB 116 - Confiabilidade e MantenabilidadeDocumento37 páginasNBR 5462 TB 116 - Confiabilidade e MantenabilidadeAntonio Jose78% (9)
- Gerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeNo EverandGerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeNota: 4.5 de 5 estrelas4.5/5 (5)
- FMEA para Manutenção PlanejadaDocumento10 páginasFMEA para Manutenção PlanejadaHelder CarvalhoAinda não há avaliações
- FMEA para Plano de Manutenção de RedutorDocumento13 páginasFMEA para Plano de Manutenção de RedutorDavid Ferreira SilvnoAinda não há avaliações
- Análise FMEA para aplicação da metodologia de manutenção centrada em confiabilidade em turbinas hidráulicasDocumento4 páginasAnálise FMEA para aplicação da metodologia de manutenção centrada em confiabilidade em turbinas hidráulicasRobsonstatistics100% (1)
- F.M.E.A. - Análise de Modos de Falhas E Efeitos: ApendiceDocumento2 páginasF.M.E.A. - Análise de Modos de Falhas E Efeitos: ApendiceJúlia GouveiaAinda não há avaliações
- 4 PfmeaDocumento4 páginas4 PfmeanidaoAinda não há avaliações
- Checklist LaserDocumento1 páginaChecklist Laser8tswshgtmtAinda não há avaliações
- Iveco Bus 170s28Documento602 páginasIveco Bus 170s28martecmec100% (9)
- AOI12Documento1 páginaAOI12Júlia GouveiaAinda não há avaliações
- Práticas para TreinamentoDocumento4 páginasPráticas para TreinamentoTreinamento OperacionalAinda não há avaliações
- ALL-TEST PRO TabelaDocumento1 páginaALL-TEST PRO TabelaKidjonAinda não há avaliações
- ISAS For-013 - Checklist Dos Caminhões - Rev01Documento1 páginaISAS For-013 - Checklist Dos Caminhões - Rev01felipe.pevideAinda não há avaliações
- Hierarquia e Fronteiras Do Sistema PDFDocumento7 páginasHierarquia e Fronteiras Do Sistema PDFAlexandre SilvaAinda não há avaliações
- E Book GPCM Gestao Planejamento e Controle Da Manutencao Na Visao Da Industria 4.0 MCC Consultoria e Assessoria PDFDocumento31 páginasE Book GPCM Gestao Planejamento e Controle Da Manutencao Na Visao Da Industria 4.0 MCC Consultoria e Assessoria PDFAlexandre SilvaAinda não há avaliações
- RCM AutomotivoDocumento102 páginasRCM AutomotivoAlexandre SilvaAinda não há avaliações
- GestãoDocumento135 páginasGestãoDiego Vinícius Machado Drummond100% (1)
- 2011 Fabricacao Celulose Papel PDFDocumento222 páginas2011 Fabricacao Celulose Papel PDFAdelmoKarig100% (1)
- Curso - Parte 04 de 04Documento36 páginasCurso - Parte 04 de 04Sidney Pereira JuniorAinda não há avaliações
- Metodologia RCM para manutenção elétricaDocumento239 páginasMetodologia RCM para manutenção elétricaAlexandre SilvaAinda não há avaliações
- Criticidade Do EquipamentoDocumento4 páginasCriticidade Do EquipamentoSantyagoAinda não há avaliações
- MTBF: Um indicador de confiabilidadeDocumento10 páginasMTBF: Um indicador de confiabilidadeAlexandre SilvaAinda não há avaliações
- RCM MetroDocumento23 páginasRCM MetroAlexandre SilvaAinda não há avaliações
- Manual CBCA - Uniones y ConexionesDocumento87 páginasManual CBCA - Uniones y ConexionessergioaozAinda não há avaliações
- Manutenção centrada em confiabilidade e falhas ocultasDocumento7 páginasManutenção centrada em confiabilidade e falhas ocultasvictor__ms7743Ainda não há avaliações
- Curso - Parte 03 de 04Documento54 páginasCurso - Parte 03 de 04Sidney Pereira JuniorAinda não há avaliações
- Organizacao IndustrialDocumento34 páginasOrganizacao IndustrialFábio de SouzaAinda não há avaliações
- Exemplo de Roteiro PCMDocumento1 páginaExemplo de Roteiro PCMAlexandre SilvaAinda não há avaliações
- Curso - Parte 01 de 04Documento56 páginasCurso - Parte 01 de 04Sidney Pereira JuniorAinda não há avaliações
- Apostilas Petrobras - Noções de Confiabilidade e ManutençãoDocumento24 páginasApostilas Petrobras - Noções de Confiabilidade e ManutençãoGleydson RabeloAinda não há avaliações
- Curso - Parte 02 de 04Documento55 páginasCurso - Parte 02 de 04Sidney Pereira JuniorAinda não há avaliações
- Cálculo Diferencial e Integral FundamentosDocumento40 páginasCálculo Diferencial e Integral FundamentosAlexandre SilvaAinda não há avaliações
- 9SMTF0309T27Documento25 páginas9SMTF0309T27Antonio Carlos EvangelistaAinda não há avaliações
- DFP Sker - 31 - 12 - 2018 - Completa PDFDocumento92 páginasDFP Sker - 31 - 12 - 2018 - Completa PDFAlexandre SilvaAinda não há avaliações
- 9SMTF0309T27Documento25 páginas9SMTF0309T27Antonio Carlos EvangelistaAinda não há avaliações
- PDFDocumento1 páginaPDFAlexandre SilvaAinda não há avaliações
- 9SMTF0309T27Documento25 páginas9SMTF0309T27Antonio Carlos EvangelistaAinda não há avaliações
- Proposta Da Administracao para A Age 07 01 2020Documento4 páginasProposta Da Administracao para A Age 07 01 2020Alexandre SilvaAinda não há avaliações
- Apostila Facilitador 2019 PDFDocumento73 páginasApostila Facilitador 2019 PDFAlexandre SilvaAinda não há avaliações
- NBR 5462 TB 116 - Confiabilidade e MantenabilidadeDocumento37 páginasNBR 5462 TB 116 - Confiabilidade e MantenabilidadeAntonio Jose78% (9)
- Comandos Eletricos 1Documento65 páginasComandos Eletricos 1Carlos Alberto24100% (2)
- PM TreinamentoDocumento71 páginasPM TreinamentoDanilo XavierAinda não há avaliações
- Manual RECETOR 433MHz 1000memoryDocumento24 páginasManual RECETOR 433MHz 1000memorypedrooliveiraAinda não há avaliações
- Gestão da produção industrialDocumento44 páginasGestão da produção industrialErico ThomasiAinda não há avaliações
- Almeida, M. T. - Manutenção PreditivaDocumento5 páginasAlmeida, M. T. - Manutenção PreditivaMariane Chludzinski100% (2)
- Edital IFMT.2019.106.CS.2020.1.ENEM - Resultado Geral CBADocumento38 páginasEdital IFMT.2019.106.CS.2020.1.ENEM - Resultado Geral CBAPriscila Macedo de MouraAinda não há avaliações
- Apr 061 - Montagem Do Piso Elevado Se Ya01Documento8 páginasApr 061 - Montagem Do Piso Elevado Se Ya01Ronaldo Pereira da SilvaAinda não há avaliações
- Remanejamento3 SSA3 2020 PDFDocumento57 páginasRemanejamento3 SSA3 2020 PDFDaniel FerreiraAinda não há avaliações
- Apostila HP48 PDFDocumento63 páginasApostila HP48 PDFTais SantannaAinda não há avaliações
- Introdução À Engenharia de Segurança Do TrabalhoDocumento126 páginasIntrodução À Engenharia de Segurança Do TrabalhoClaudio Fernando Jr.Ainda não há avaliações
- Egis 9 PavimentoDocumento3 páginasEgis 9 PavimentoJhonatan GomesAinda não há avaliações
- Curriculum - Tiago - Insp. Dimensional - 2018Documento3 páginasCurriculum - Tiago - Insp. Dimensional - 2018Guilherme B. BatistaAinda não há avaliações
- Selo LEEDDocumento183 páginasSelo LEEDDébora Raíssa MarçalAinda não há avaliações
- 2 - Trabalho Circuitos ElétricosDocumento7 páginas2 - Trabalho Circuitos ElétricosVictor GabrielAinda não há avaliações
- Orçamento de ObrasDocumento49 páginasOrçamento de Obrasit_protect84% (19)
- Educação para a Sustentabilidade CosteiraDocumento32 páginasEducação para a Sustentabilidade CosteiraMgvd0% (1)
- Atividade 2 - Análise de Sistemas de Potência - 54 2023Documento4 páginasAtividade 2 - Análise de Sistemas de Potência - 54 2023Fabio GuimaraesAinda não há avaliações
- Teoria Estruturas Vigas InclinadasDocumento19 páginasTeoria Estruturas Vigas InclinadasArmando Belato PereiraAinda não há avaliações
- Manutenção programada de equipamentos médicosDocumento9 páginasManutenção programada de equipamentos médicosEmannuel FernandesAinda não há avaliações
- Perfil de Carl Gustav Jung, psicólogo suíço fundador da psicologia analíticaDocumento34 páginasPerfil de Carl Gustav Jung, psicólogo suíço fundador da psicologia analíticadeniseAinda não há avaliações
- Serviços de engenharia para construção e indústriaDocumento12 páginasServiços de engenharia para construção e indústriaMauricio Jeronymo100% (1)
- TR PratDocumento5 páginasTR PratRaquel RochaAinda não há avaliações
- Análise de riscos em marcenariaDocumento27 páginasAnálise de riscos em marcenariaWesley AssunçãoAinda não há avaliações
- Cálculo e Desenho de Concreto Armado - Roberto MagnaniDocumento205 páginasCálculo e Desenho de Concreto Armado - Roberto MagnaniEduardo Augusto Lemos Rocha100% (2)
- Normas técnicas ABNT, IEC e ISO para equipamentos em atmosferas explosivasDocumento6 páginasNormas técnicas ABNT, IEC e ISO para equipamentos em atmosferas explosivasLemur Racing0% (2)
- TES-144 en PTDocumento4 páginasTES-144 en PTmarcos coelhoAinda não há avaliações
- Planejamento Do Arranjo Fisico de Uma Industria QuimicaDocumento134 páginasPlanejamento Do Arranjo Fisico de Uma Industria Quimicamiria oliveiraAinda não há avaliações
- Capítulo 1Documento46 páginasCapítulo 1LucasDantasAinda não há avaliações
- Art Barcos TrianguloDocumento1 páginaArt Barcos TrianguloMariaAinda não há avaliações
- 05 - Aula 05 - Cortes - Fachadas e Coberturas PDFDocumento38 páginas05 - Aula 05 - Cortes - Fachadas e Coberturas PDFFilipe CostaAinda não há avaliações
- PGR Programa de Gerenciamento de RiscosDocumento39 páginasPGR Programa de Gerenciamento de Riscosleandro vieiraAinda não há avaliações
- A história e aplicação da marcenariaDocumento50 páginasA história e aplicação da marcenariaLaís DantasAinda não há avaliações