Você também pode gostar
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- ConteúdoDocumento8 páginasConteúdoBenvindo Ngaca NgacaAinda não há avaliações
- Apresentacao Concreto I - 7º Dia 20.09.2022Documento94 páginasApresentacao Concreto I - 7º Dia 20.09.2022Michele Gomes SaraivaAinda não há avaliações
- Aços para facasDocumento7 páginasAços para facasFelipe GenuínoAinda não há avaliações
- Aços para Cutelaria - Sociedade Brasileira Dos CuteleirosDocumento6 páginasAços para Cutelaria - Sociedade Brasileira Dos CuteleirosNelson MattosAinda não há avaliações
- Aços CutelariaDocumento12 páginasAços CutelariaRodrigo PandaAinda não há avaliações
- Aula 01 Propriedades F Sicas e Mec Nicas Do A oDocumento65 páginasAula 01 Propriedades F Sicas e Mec Nicas Do A oYghor FrançaAinda não há avaliações
- Estruturas de Aco (2010-2)Documento17 páginasEstruturas de Aco (2010-2)Joeberth SouzaAinda não há avaliações
- Ferramentas de Corte ApostilaDocumento23 páginasFerramentas de Corte ApostilaGustavo GTOAinda não há avaliações
- Ferro fundido: tipos, propriedades e aplicaçõesDocumento15 páginasFerro fundido: tipos, propriedades e aplicaçõesKathellyn Aline Inácio50% (2)
- Aços para a cutelaria: propriedades e tratamentos térmicosDocumento8 páginasAços para a cutelaria: propriedades e tratamentos térmicosCarlos Demétrius Rolim FigueiredoAinda não há avaliações
- Aços para cutelariaDocumento6 páginasAços para cutelariaDanielaAinda não há avaliações
- METAIS (Aços, Fundidos e Ligas de Aço)Documento7 páginasMETAIS (Aços, Fundidos e Ligas de Aço)joaojeroAinda não há avaliações
- AçoDocumento18 páginasAçofurmaniak100% (1)
- Materiais Metálicos Construção CivilDocumento46 páginasMateriais Metálicos Construção CivilPaulo HenriqueAinda não há avaliações
- MATERIAIS PARA FERRAMENTAS DE USINAGEMDocumento52 páginasMATERIAIS PARA FERRAMENTAS DE USINAGEMPedro BritoAinda não há avaliações
- QUESTIONARIO 7 Materias de ConstruçãoDocumento4 páginasQUESTIONARIO 7 Materias de ConstruçãoMylenna LimaAinda não há avaliações
- Produto Wilson Carlos FariaDocumento54 páginasProduto Wilson Carlos FariaWILLIAN RICARDO DOS SANTOSAinda não há avaliações
- Aula01-Introdução Estruturas de AçoDocumento78 páginasAula01-Introdução Estruturas de AçoJoão GellerAinda não há avaliações
- Aços Inoxidáveis: Propriedades e AplicaçõesDocumento40 páginasAços Inoxidáveis: Propriedades e Aplicaçõesjaelson silvaAinda não há avaliações
- Siderurgia Aço ProcessosDocumento9 páginasSiderurgia Aço ProcessosJean Marcos Oliveira SilvaAinda não há avaliações
- Cópia de AÇOSDocumento39 páginasCópia de AÇOSharleybicalhoAinda não há avaliações
- Apostila - Estruturas de Aço (Mauro César de Brito e Silva)Documento17 páginasApostila - Estruturas de Aço (Mauro César de Brito e Silva)Gidiône FilipeAinda não há avaliações
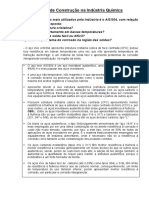
- Materiais de Construção Na Indústria QuímicaDocumento25 páginasMateriais de Construção Na Indústria QuímicaRafael SantosAinda não há avaliações
- Ferro e AçoDocumento4 páginasFerro e AçoNathalia GilAinda não há avaliações
- Grupo - Sebastião e André - WordDocumento7 páginasGrupo - Sebastião e André - WordGh0stKageAinda não há avaliações
- Tipos de Aço e Sua ClassificaçãoDocumento12 páginasTipos de Aço e Sua ClassificaçãoAlvin Badoo AlvinOriginal BadooAinda não há avaliações
- A Origem e os Principais Tipos de AçoDocumento19 páginasA Origem e os Principais Tipos de AçoIvoWanKenobi100% (3)
- Materiais para Construção MecânicaDocumento23 páginasMateriais para Construção MecânicaLuis Filipe Barbosa de OliveiraAinda não há avaliações
- Aula 2 - MetaisDocumento28 páginasAula 2 - MetaiswebvvicAinda não há avaliações
- Materiais e Tipos de Tratamento PDFDocumento11 páginasMateriais e Tipos de Tratamento PDFEriberto NunesAinda não há avaliações
- Aula - 05 - Principais Materiais de Engenharia - Parte - IIDocumento17 páginasAula - 05 - Principais Materiais de Engenharia - Parte - IIBruna SorianoAinda não há avaliações
- Aço Rápido: Composição e AplicaçõesDocumento6 páginasAço Rápido: Composição e AplicaçõesYohan CostaAinda não há avaliações
- Ligas Metálicas - Aço (Introdução A Química - 1S )Documento4 páginasLigas Metálicas - Aço (Introdução A Química - 1S )rodrigosilva1320Ainda não há avaliações
- Apostila de Processos IsDocumento105 páginasApostila de Processos IsevolutionfinsAinda não há avaliações
- Glossário Técnico de Materiais para CutelariaDocumento8 páginasGlossário Técnico de Materiais para Cutelariajonas silvaAinda não há avaliações
- Aula 04 - Aços InoxidaveisDocumento20 páginasAula 04 - Aços InoxidaveisElizeu Ferreira Dos SantosAinda não há avaliações
- Tipos de Aço Inox: Ferríticos, Austeníticos e MartensíticosDocumento11 páginasTipos de Aço Inox: Ferríticos, Austeníticos e MartensíticosAldenir TabosaAinda não há avaliações
- Resultado de Aprendizagem Da Atividade EdM U1.aeg1915Documento14 páginasResultado de Aprendizagem Da Atividade EdM U1.aeg1915ScribdTranslationsAinda não há avaliações
- Materiais metálicos na construção navalDocumento11 páginasMateriais metálicos na construção navalHelleryDeCastroAinda não há avaliações
- Aços e Tratamentos Térmicos para CutelariaDocumento29 páginasAços e Tratamentos Térmicos para CutelariamylykaAinda não há avaliações
- 1 Introdução + MARTENSITICOS (1) OkDocumento21 páginas1 Introdução + MARTENSITICOS (1) OkEdenilson BotelhoAinda não há avaliações
- Ligas metálicas: propriedades e aplicaçõesDocumento195 páginasLigas metálicas: propriedades e aplicaçõesJorge Américo Da Conceição RamosAinda não há avaliações
- AÇOS Inoxidáveis - o Que Deve SaberDocumento17 páginasAÇOS Inoxidáveis - o Que Deve SaberVanilson ValAinda não há avaliações
- AçoDocumento4 páginasAçoJessika SuedAinda não há avaliações
- Propriedades e utilização dos aços ferramentaDocumento2 páginasPropriedades e utilização dos aços ferramentaLucas MartinsAinda não há avaliações
- 2 ESTRUTURAS DE AO Tipos de AosDocumento10 páginas2 ESTRUTURAS DE AO Tipos de Aoscamila rebeca rebecaAinda não há avaliações
- Lne 500Documento8 páginasLne 500Matheus CunhaAinda não há avaliações
- Aula 14Documento13 páginasAula 14RcardoCstaAinda não há avaliações
- Ciro Toledo - Fresta PDFDocumento0 páginaCiro Toledo - Fresta PDFbafoncio13579Ainda não há avaliações
- Slide Aços InoxidaveisDocumento17 páginasSlide Aços InoxidaveisWilliam MoraesAinda não há avaliações
- Usinabilidade dos materiaisDocumento78 páginasUsinabilidade dos materiaisFabianoKovalechenAinda não há avaliações
- Introdução aos Aços: Composição, Estrutura e PropriedadesDocumento43 páginasIntrodução aos Aços: Composição, Estrutura e Propriedadesfagner ribeiroAinda não há avaliações
- Trabalho SenaiDocumento13 páginasTrabalho SenaiHairton SilveiraAinda não há avaliações
- Estrutura de Aço - Aula 1Documento54 páginasEstrutura de Aço - Aula 1Vitor FrançaAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Lei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99Documento1 páginaLei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99gerardo penaAinda não há avaliações
- As Sete Principais Leis Ambientais BrasileirasDocumento6 páginasAs Sete Principais Leis Ambientais Brasileirasgerardo penaAinda não há avaliações
- A Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do MundoDocumento2 páginasA Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do Mundogerardo pena100% (1)
- Outorga EsDocumento49 páginasOutorga Esgerardo penaAinda não há avaliações
- P Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004Documento2 páginasP Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004gerardo penaAinda não há avaliações
- Outorga EsDocumento49 páginasOutorga Esgerardo penaAinda não há avaliações
- Lei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99Documento1 páginaLei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99gerardo penaAinda não há avaliações
- LEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)Documento7 páginasLEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)gerardo penaAinda não há avaliações
- LEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)Documento7 páginasLEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)gerardo penaAinda não há avaliações
- P Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004Documento2 páginasP Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004gerardo penaAinda não há avaliações
- P Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004Documento2 páginasP Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004gerardo penaAinda não há avaliações
- As Sete Principais Leis Ambientais BrasileirasDocumento6 páginasAs Sete Principais Leis Ambientais Brasileirasgerardo penaAinda não há avaliações
- As Sete Principais Leis Ambientais BrasileirasDocumento6 páginasAs Sete Principais Leis Ambientais Brasileirasgerardo penaAinda não há avaliações
- A Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do MundoDocumento2 páginasA Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do Mundogerardo pena100% (1)
- As Sete Principais Leis Ambientais BrasileirasDocumento6 páginasAs Sete Principais Leis Ambientais Brasileirasgerardo penaAinda não há avaliações
- LEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)Documento7 páginasLEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)gerardo penaAinda não há avaliações
- Outorga EsDocumento49 páginasOutorga Esgerardo penaAinda não há avaliações
- P Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004Documento2 páginasP Sudepe 466 1972 Revgd Piracema Alterada P 18 1981 Revgd in Ibama 43 2004gerardo penaAinda não há avaliações
- Outorga EsDocumento49 páginasOutorga Esgerardo penaAinda não há avaliações
- LEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)Documento7 páginasLEI #9.314, DE 14 DE NOVEMBRO DE 1996 - Altera Dispositivos Do Decreto-Lei Nº 227, de 280267 (Código de Mineração)gerardo penaAinda não há avaliações
- Lei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99Documento1 páginaLei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99gerardo penaAinda não há avaliações
- LEI #6.403, de 15 DE DEZEMBRO DE 1976 - Modifica Dispositivos Do Decreto-Lei N° 227, de 28-2-67 (Código de Mineração)Documento3 páginasLEI #6.403, de 15 DE DEZEMBRO DE 1976 - Modifica Dispositivos Do Decreto-Lei N° 227, de 28-2-67 (Código de Mineração)gerardo penaAinda não há avaliações
- A Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do MundoDocumento2 páginasA Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do Mundogerardo pena100% (1)
- Lei Complementar Federal 140 - 2011 - Proteção Do Meio AmbienteDocumento10 páginasLei Complementar Federal 140 - 2011 - Proteção Do Meio Ambienteadrianopaeda8804Ainda não há avaliações
- Lei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99Documento1 páginaLei #9.827, de 27 de Agosto de 1999. Dou de 28/08/99gerardo penaAinda não há avaliações
- A Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do MundoDocumento2 páginasA Legislação Ambiental No Brasil É Considerada Uma Das Mais Completas e Avançadas Do Mundogerardo pena100% (1)
- LEI #8.176 de 1991 - Crimes Contra o Patrimônio Da União.Documento1 páginaLEI #8.176 de 1991 - Crimes Contra o Patrimônio Da União.gerardo penaAinda não há avaliações
- Lei Complementar Federal 140 - 2011 - Proteção Do Meio AmbienteDocumento10 páginasLei Complementar Federal 140 - 2011 - Proteção Do Meio Ambienteadrianopaeda8804Ainda não há avaliações
- LEI #8.901, DE 30 DE JUNHO DE 1994 - Reg o 2° Do Art. 176 Da CF e Altera Disp. Do Decreto-Lei N° 227 de 1967 - Código de Mineração.Documento1 páginaLEI #8.901, DE 30 DE JUNHO DE 1994 - Reg o 2° Do Art. 176 Da CF e Altera Disp. Do Decreto-Lei N° 227 de 1967 - Código de Mineração.gerardo penaAinda não há avaliações
- LEI #6.403, de 15 DE DEZEMBRO DE 1976 - Modifica Dispositivos Do Decreto-Lei N° 227, de 28-2-67 (Código de Mineração)Documento3 páginasLEI #6.403, de 15 DE DEZEMBRO DE 1976 - Modifica Dispositivos Do Decreto-Lei N° 227, de 28-2-67 (Código de Mineração)gerardo penaAinda não há avaliações
- UNIDADE II - APLICAÇÕES - 2 - 2020 - Fenômenos de Transportes - Engenharia Civil - Unid. Educ. São Gabriel - PSG - Noite - G1 - T1 - 2020 - 2Documento9 páginasUNIDADE II - APLICAÇÕES - 2 - 2020 - Fenômenos de Transportes - Engenharia Civil - Unid. Educ. São Gabriel - PSG - Noite - G1 - T1 - 2020 - 2Alexandre ParentoniAinda não há avaliações
- ANSI 150 Lbs Flange Especificações TécnicasDocumento2 páginasANSI 150 Lbs Flange Especificações TécnicasPaulo VitorAinda não há avaliações
- Manual Ligações Volume1 WebDocumento60 páginasManual Ligações Volume1 WebalexandregnoattoAinda não há avaliações
- Amboretto Skid Compacto Internet 1Documento8 páginasAmboretto Skid Compacto Internet 1Laís CarvalhoAinda não há avaliações
- RESISTENCIASDocumento47 páginasRESISTENCIASRODRIGO_RALOAinda não há avaliações
- 28 Guia Basico de Utilizacao Do Cimento PortlandDocumento28 páginas28 Guia Basico de Utilizacao Do Cimento PortlandJean AndradeAinda não há avaliações
- Exercicios Primeira ProvaDocumento5 páginasExercicios Primeira ProvaTiago Franco EAAinda não há avaliações
- Projeto de submarino para temperatura confortável mínimaDocumento2 páginasProjeto de submarino para temperatura confortável mínimaPedrinho da TelergipeAinda não há avaliações
- SODEXO - ModeloDocumento23 páginasSODEXO - ModeloSamuel Silva CostaAinda não há avaliações
- Formação Sistema de Amostragem - Projeto Jaguatirica IIDocumento110 páginasFormação Sistema de Amostragem - Projeto Jaguatirica IIPedro Sanchez RodriguezAinda não há avaliações
- Relatório 1 (Introdução) - Solubilidade de Compostos OrgânicosDocumento4 páginasRelatório 1 (Introdução) - Solubilidade de Compostos OrgânicosJohnata RodriguesAinda não há avaliações
- Analisador de GasesDocumento2 páginasAnalisador de GasesDaniel NóbregaAinda não há avaliações
- FISPQ VACUO OILDocumento5 páginasFISPQ VACUO OILvalber azevedoAinda não há avaliações
- MCC - Prof. Sérgio W. FDocumento25 páginasMCC - Prof. Sérgio W. FVinicius NascimentoAinda não há avaliações
- NN s65bhbkDocumento27 páginasNN s65bhbkDeivid MiquelinoAinda não há avaliações
- Química InorgânicaDocumento8 páginasQuímica Inorgânicaandrielle de jesusAinda não há avaliações
- Andino Ltda.: soluções em borracha e elastômerosDocumento7 páginasAndino Ltda.: soluções em borracha e elastômerosYllecir XataraAinda não há avaliações
- Máteria de Quimica Nome Dos AcidosDocumento2 páginasMáteria de Quimica Nome Dos AcidosRafaela RibeiroAinda não há avaliações
- Exercicios Propostos Resolvidos Conducao Nao VerificadoDocumento13 páginasExercicios Propostos Resolvidos Conducao Nao VerificadoEduardo ViníciusAinda não há avaliações
- Inibidores CorrosãoDocumento29 páginasInibidores CorrosãoEder Silveira Del MestreAinda não há avaliações
- Aula 4 - Lubrificantes AditivosDocumento15 páginasAula 4 - Lubrificantes AditivosAndre RodriguesAinda não há avaliações
- Manual para Manuseio de ExtintoresDocumento24 páginasManual para Manuseio de ExtintoresGilson ConejoAinda não há avaliações
- Materiais Elétricos e Magnéticos: Comportamento ElétricoDocumento43 páginasMateriais Elétricos e Magnéticos: Comportamento ElétricoGabriel SforsinAinda não há avaliações
- Exercicios CG DicasDocumento17 páginasExercicios CG DicasBruna LuizaAinda não há avaliações
- Apostila Estruturas Schola DigitalDocumento143 páginasApostila Estruturas Schola DigitalRodrigoAinda não há avaliações
- Aula 6 - Moléculas, Íons e Seus CompostosDocumento29 páginasAula 6 - Moléculas, Íons e Seus CompostosMariana Filgueira MagalhãesAinda não há avaliações
- Aula Prática 1Documento7 páginasAula Prática 1Cleitizzy Relaxado Buanamade BuanamadeAinda não há avaliações
- Dimensionamento de trocadores de calor: variáveis e componentesDocumento35 páginasDimensionamento de trocadores de calor: variáveis e componentesandreflsoaresAinda não há avaliações
- Diluição de Soluções: Conceitos e Cálculos para Menos deDocumento27 páginasDiluição de Soluções: Conceitos e Cálculos para Menos deFrancisco FlorencioAinda não há avaliações