Você também pode gostar
- POP-1-6-2-Controle de Equipamentos de MediçãoDocumento5 páginasPOP-1-6-2-Controle de Equipamentos de MediçãoJaquelineAinda não há avaliações
- Reparo e retrabalho de produtos ortopédicosDocumento5 páginasReparo e retrabalho de produtos ortopédicosJaquelineAinda não há avaliações
- Ordem de ProduçãoDocumento3 páginasOrdem de ProduçãoAdriano MartinsAinda não há avaliações
- Manual de ComplianceDocumento27 páginasManual de ComplianceLuiz SupernovaAinda não há avaliações
- AlertaQualidadePeçaProblema40Documento3 páginasAlertaQualidadePeçaProblema40Marco SilvaAinda não há avaliações
- POP 01 - H - 02 Inspec No Receb de ProdutosDocumento3 páginasPOP 01 - H - 02 Inspec No Receb de ProdutosMaria Veronica100% (1)
- Check list recebimentoDocumento2 páginasCheck list recebimentoGabriella AlcântaraAinda não há avaliações
- ProWeb-Questionario de AvaliacaoDocumento6 páginasProWeb-Questionario de AvaliacaoGARCIA & UZAI Advocacia e Consultoria JurídicaAinda não há avaliações
- Plano de ComunicaçãoDocumento4 páginasPlano de ComunicaçãoCaira DouradoAinda não há avaliações
- Folha Controle de ProduçãoDocumento1 páginaFolha Controle de ProduçãotatimendesnoviAinda não há avaliações
- Padrão de RecebimentoDocumento9 páginasPadrão de RecebimentoJessica MeloAinda não há avaliações
- POP 9 Inspeção - TestesDocumento6 páginasPOP 9 Inspeção - TestesdcprofessorAinda não há avaliações
- Checklist ISO 9001Documento37 páginasChecklist ISO 9001Daniel Duarte DittmarAinda não há avaliações
- Planilha de Banco de HorasDocumento37 páginasPlanilha de Banco de HorasMariana RodriguesAinda não há avaliações
- Seleção e Treinamento - Rev.14Documento10 páginasSeleção e Treinamento - Rev.14Flávio LeiteAinda não há avaliações
- Registro de Produto Não ConformeDocumento10 páginasRegistro de Produto Não ConformeVerônica MenezesAinda não há avaliações
- Manual de FornecedoresDocumento7 páginasManual de FornecedoresRodrigo de OxaguianAinda não há avaliações
- Ponto WebDocumento37 páginasPonto WebLuis Alberto FerreiraAinda não há avaliações
- Inspeção da Qualidade por AmostragemDocumento19 páginasInspeção da Qualidade por AmostragemJoão Kaique Tomaz100% (2)
- Instrução de TrabalhoDocumento15 páginasInstrução de TrabalhoDeise Tatiana ArgoloAinda não há avaliações
- Planilha de Controle de Absenteismo Gratis SEM DADOS 2Documento221 páginasPlanilha de Controle de Absenteismo Gratis SEM DADOS 2JOSE PASCOALAinda não há avaliações
- Ata de reunião sobre produção e qualidadeDocumento3 páginasAta de reunião sobre produção e qualidadeVictor MottaAinda não há avaliações
- Alerta QualidadeDocumento4 páginasAlerta QualidadeGabriel FerreiraAinda não há avaliações
- PS 007-00 AquisiçãoDocumento8 páginasPS 007-00 AquisiçãoRomulo AlvesAinda não há avaliações
- Check List GERALDocumento1 páginaCheck List GERALcentral truck serviçosAinda não há avaliações
- PR-GGQ-030 Identificação e Rastreabilidade de Produtos r4Documento14 páginasPR-GGQ-030 Identificação e Rastreabilidade de Produtos r4Carlos JuniorAinda não há avaliações
- Análise de incidente no terminal BarcarenaDocumento13 páginasAnálise de incidente no terminal BarcarenaSyrlan BarbosaAinda não há avaliações
- PR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesDocumento9 páginasPR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesIvan NobregaAinda não há avaliações
- Relatório de Qualificação FornecedorDocumento3 páginasRelatório de Qualificação FornecedorMilena De PaulaAinda não há avaliações
- Manual de Fornecedores Unimed JoinvilleDocumento19 páginasManual de Fornecedores Unimed JoinvilleFelipe BarschAinda não há avaliações
- Po 09 - 06 Análise Crítica Da Oportunidade de NegóciosDocumento6 páginasPo 09 - 06 Análise Crítica Da Oportunidade de NegóciosElaine PinheiroAinda não há avaliações
- SM - Solicitação de MudançaDocumento1 páginaSM - Solicitação de MudançaDouglas SoaresAinda não há avaliações
- Planejamento e Gestão de Risco CGCINDocumento147 páginasPlanejamento e Gestão de Risco CGCINAlexandroAinda não há avaliações
- Manual Qualidade RGTDocumento8 páginasManual Qualidade RGTGuilherme RodriguesAinda não há avaliações
- Anexo - Matriz de Requisitos de Partes InteressadasDocumento3 páginasAnexo - Matriz de Requisitos de Partes InteressadasDavila LeandroAinda não há avaliações
- Avaliação FornecedoresDocumento1 páginaAvaliação FornecedoresRosana Alves LaudelinoAinda não há avaliações
- Orçamento Qne6038Documento1 páginaOrçamento Qne6038Patrick da SilvaAinda não há avaliações
- Matriz Responsabilidades Requisitos SGQDocumento2 páginasMatriz Responsabilidades Requisitos SGQJorge LimaAinda não há avaliações
- Eagles Pop VendasDocumento2 páginasEagles Pop VendasJéssica Maura Cunha SantanaAinda não há avaliações
- PQ 14 - Gestão de MudançasDocumento2 páginasPQ 14 - Gestão de MudançasRaphael VenceslauAinda não há avaliações
- Planilha Ordem de ProduçãoDocumento44 páginasPlanilha Ordem de ProduçãoqualidadeubvAinda não há avaliações
- Modelo de Solicitação de CompraDocumento5 páginasModelo de Solicitação de CompraLuis Fernando Barreto OliveiraAinda não há avaliações
- Checklist - ModeloDocumento37 páginasChecklist - Modeloalex matheusAinda não há avaliações
- Check-List Auditoria ProcessoDocumento6 páginasCheck-List Auditoria ProcessoSérgio MaiaAinda não há avaliações
- Check List Qualidade GestãoDocumento18 páginasCheck List Qualidade GestãoRogério de FreitasAinda não há avaliações
- Procedimento DocumentadoDocumento2 páginasProcedimento Documentadobressiani8416Ainda não há avaliações
- POP de ComprasDocumento9 páginasPOP de ComprasFrancisco W SilvaAinda não há avaliações
- Normas Recebimento Grãos 2015Documento22 páginasNormas Recebimento Grãos 2015Tiago MarquettoAinda não há avaliações
- Cronograma de Projetos Redução de Retrabalho Por HarmônicaDocumento12 páginasCronograma de Projetos Redução de Retrabalho Por HarmônicaBruno Ricardo RodriguesAinda não há avaliações
- IT-PRO-004 - PREPARAÇÃO MAQUINA SOLDA ELASTICO v3Documento10 páginasIT-PRO-004 - PREPARAÇÃO MAQUINA SOLDA ELASTICO v3Diana Cavanellas NassifAinda não há avaliações
- Modelo padrão registro treinamentoDocumento4 páginasModelo padrão registro treinamentoWellingta MachadoAinda não há avaliações
- Relatório de não conformidade RS-001Documento3 páginasRelatório de não conformidade RS-001Iohana PintoAinda não há avaliações
- Apostila Curso ISO 9001Documento59 páginasApostila Curso ISO 9001Rogério Torres TorresAinda não há avaliações
- Papogp - 16 - Template-Solicitação de MudançaDocumento2 páginasPapogp - 16 - Template-Solicitação de MudançaDiego Nei, MBA, PMP®Ainda não há avaliações
- IT-PRO-005 - CONTROLE QUALIDADE - TESTES v2Documento5 páginasIT-PRO-005 - CONTROLE QUALIDADE - TESTES v2Diana Cavanellas Nassif100% (1)
- PSG 7.05 03 - Manutenção Corretiva e PreventivaDocumento5 páginasPSG 7.05 03 - Manutenção Corretiva e PreventivaWesley “Natã” NatãAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Controle de recebimento de mercadoriasDocumento6 páginasControle de recebimento de mercadoriasJaqueline100% (1)
- Rejeição e sucateamento de produtos ortopédicosDocumento4 páginasRejeição e sucateamento de produtos ortopédicosJaquelineAinda não há avaliações
- Controle de Produto Não ConformeDocumento3 páginasControle de Produto Não ConformeUbirajaraheltAinda não há avaliações
- Sistemas de produção: classificações e tiposDocumento42 páginasSistemas de produção: classificações e tiposcarlos CavalcanteAinda não há avaliações
- NF-e de venda de equipamentos de redeDocumento1 páginaNF-e de venda de equipamentos de redeContabilidade Líder Setor FiscalAinda não há avaliações
- CertProf - Kanban Essentials Professional Certificate KEPCDocumento106 páginasCertProf - Kanban Essentials Professional Certificate KEPCFabrícioDeSouzaAlves100% (1)
- Recebimento de produtos de Carrefour com NF-e de R$1.012,07Documento3 páginasRecebimento de produtos de Carrefour com NF-e de R$1.012,07Thiago SegantiniAinda não há avaliações
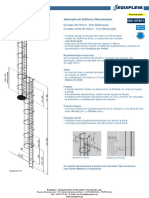
- Ficha-Tecnica-1 - DIN 18799-1-2009Documento9 páginasFicha-Tecnica-1 - DIN 18799-1-2009Luís AmaroAinda não há avaliações
- Promoção 15-07-21 495w Trina - Euri Energia SolarDocumento11 páginasPromoção 15-07-21 495w Trina - Euri Energia SolarProjetos FatsulAinda não há avaliações
- Slides - Custeio PadrãoDocumento13 páginasSlides - Custeio PadrãoGuilherme HenriquesAinda não há avaliações
- IATF16949 PortugueseDocumento43 páginasIATF16949 PortugueseGersom Lopes de MouraAinda não há avaliações
- O Modelo PmbokDocumento119 páginasO Modelo PmbokJoão Paulo Rolim SampaioAinda não há avaliações
- Norma ISO 9001:2015 e a Gestão da QualidadeDocumento49 páginasNorma ISO 9001:2015 e a Gestão da QualidadeEduarda Valente (AMM Consultorias)100% (2)
- Quali A Planilha Referências para Sistema de QualidadeDocumento120 páginasQuali A Planilha Referências para Sistema de QualidadePaulo BuenoAinda não há avaliações
- Apostila Lean 3Documento48 páginasApostila Lean 3Vanessa Cristina SantosAinda não há avaliações
- Aula Qualidade Parte 02 Custos Da Qualidade 20170728-1350Documento20 páginasAula Qualidade Parte 02 Custos Da Qualidade 20170728-1350Moyra B SantosAinda não há avaliações
- SEPARAÇÃO DE MISTURAS - Imprimir Caça PalavrasDocumento1 páginaSEPARAÇÃO DE MISTURAS - Imprimir Caça PalavrasMarjory MarcelloAinda não há avaliações
- Recebimento de cordas de PETDocumento1 páginaRecebimento de cordas de PETHozéias VenturaAinda não há avaliações
- 10 - Planejamento e Controle Da Producao - MRP ProtheusDocumento31 páginas10 - Planejamento e Controle Da Producao - MRP Protheusccruz1978Ainda não há avaliações
- DANFE para venda de veículoDocumento1 páginaDANFE para venda de veículoMiguelAinda não há avaliações
- Danfe: SÉRIE 003Documento1 páginaDanfe: SÉRIE 003FabianaAinda não há avaliações
- Aplicação Da Metodologia LEAN SIX SIGMA No Processo de Troca de Matéria Prima em Uma Indústria de Injeção de Plásticos Do Polo Industrial de ManausDocumento60 páginasAplicação Da Metodologia LEAN SIX SIGMA No Processo de Troca de Matéria Prima em Uma Indústria de Injeção de Plásticos Do Polo Industrial de ManaussamuelRODAinda não há avaliações
- SLIDES - Aula 3 - Como Pensa e Age Um Líder LeanDocumento33 páginasSLIDES - Aula 3 - Como Pensa e Age Um Líder LeanDiego SousaAinda não há avaliações
- Peças para montagem de móvelDocumento2 páginasPeças para montagem de móvelLucas Coelho PereiraAinda não há avaliações
- Avaliação Presencial 1 (AV1)Documento11 páginasAvaliação Presencial 1 (AV1)Ariel Arthur Vieira100% (1)
- Moodle Controladoria 1Documento6 páginasMoodle Controladoria 1Guilherme AlencarAinda não há avaliações
- Kaizen CollegeDocumento39 páginasKaizen CollegeAntónioSimõesBorbaAinda não há avaliações
- Green BeltsDocumento172 páginasGreen BeltsGlauco SantosAinda não há avaliações
- Otimizacao Processos ProdutivosDocumento50 páginasOtimizacao Processos Produtivosrossi automaçãoAinda não há avaliações
- Ebook Gestão Da Qualidade TotalDocumento11 páginasEbook Gestão Da Qualidade Totaltatyana.karlaAinda não há avaliações
- Bling - DanfeDocumento2 páginasBling - DanfeCamila OliveiraAinda não há avaliações
- Operações no torno universalDocumento15 páginasOperações no torno universalmfjacobAinda não há avaliações