Você também pode gostar
- Influência do aporte térmico na metalurgia de soldagem de revestimentos de aço inoxidável com cobaltoDocumento9 páginasInfluência do aporte térmico na metalurgia de soldagem de revestimentos de aço inoxidável com cobaltoMurdock Howling MadAinda não há avaliações
- Soldagem em Operação de Dutos de Alta Resistência e Baixa Espessura Com Ênfase Nas Trincas A FrioDocumento8 páginasSoldagem em Operação de Dutos de Alta Resistência e Baixa Espessura Com Ênfase Nas Trincas A FrionaxarsAinda não há avaliações
- Corrosão intergranular em aços inoxidáveis soldadosDocumento12 páginasCorrosão intergranular em aços inoxidáveis soldadosMarco GimenezAinda não há avaliações
- Lista de Exercícios Tec Sold IiDocumento3 páginasLista de Exercícios Tec Sold IiRaphael GachetAinda não há avaliações
- Trabalho Soldagem de Aços InoxidáveisDocumento24 páginasTrabalho Soldagem de Aços Inoxidáveisfilipe100% (1)
- Eletrodo RevestidoDocumento8 páginasEletrodo RevestidoEdson LimaAinda não há avaliações
- UFMG Aula prática de soldagem com eletrodos revestidosDocumento6 páginasUFMG Aula prática de soldagem com eletrodos revestidosFelipe MeirelesAinda não há avaliações
- CAVITATION EROSION RESISTANCE OF Co-ALLOYED STAINLESS STEEL WELD CLADDINGS AS COMPARED TO THERMAL SPRAYED COATINGSDocumento9 páginasCAVITATION EROSION RESISTANCE OF Co-ALLOYED STAINLESS STEEL WELD CLADDINGS AS COMPARED TO THERMAL SPRAYED COATINGSSérgio Barra100% (1)
- Revestimento de bronze-alumínio em aço por soldagem TIGDocumento9 páginasRevestimento de bronze-alumínio em aço por soldagem TIGWadson MacielAinda não há avaliações
- Características e classificação de eletrodos para soldagem de açosDocumento17 páginasCaracterísticas e classificação de eletrodos para soldagem de açosFelipe de Medeiros100% (1)
- Resistência À Erosão Por Cavitação de Revestimentos SoldadosDocumento10 páginasResistência À Erosão Por Cavitação de Revestimentos SoldadosSérgio Barra100% (1)
- SoldagemDocumento26 páginasSoldagemJÉSSICA CHRISTINA DOS SANTOS SILVAAinda não há avaliações
- Defeitos e características da soldagemDocumento38 páginasDefeitos e características da soldagemADRIANOAinda não há avaliações
- Aços ARBL - Metalurgista Industrial 2Documento4 páginasAços ARBL - Metalurgista Industrial 2Jonathan ViníciusAinda não há avaliações
- Apresentação 2 Evolução Da QUALIFICAÇÃODocumento49 páginasApresentação 2 Evolução Da QUALIFICAÇÃOKaka MenezesAinda não há avaliações
- Garantir a qualidade do aço galvanizado em linhas de transmissãoDocumento11 páginasGarantir a qualidade do aço galvanizado em linhas de transmissãoMarcelo ProtzAinda não há avaliações
- Tribocorrosão de Juntas Soldadas Similares e Dissimilares Utilizando Uma Aço Martensitico e Um Aço SAE 1010 - Um Estudo PreliminarDocumento14 páginasTribocorrosão de Juntas Soldadas Similares e Dissimilares Utilizando Uma Aço Martensitico e Um Aço SAE 1010 - Um Estudo PreliminarFelipe SilvestreAinda não há avaliações
- Soldagem SMAW - ELETRODO REVESTIDODocumento5 páginasSoldagem SMAW - ELETRODO REVESTIDOLimaAinda não há avaliações
- Artigo ImporteDocumento23 páginasArtigo ImporteMarcelo Lima CardosoAinda não há avaliações
- Problemas com confiabilidade e segurança de estruturas de aço galvanizadas a quenteDocumento7 páginasProblemas com confiabilidade e segurança de estruturas de aço galvanizadas a quenteAnonymous avGU1iAinda não há avaliações
- Influência do tratamento térmico leve na resistência mecânica de compressão de tubos de aço API 5L X65Documento12 páginasInfluência do tratamento térmico leve na resistência mecânica de compressão de tubos de aço API 5L X65Davi BibianoAinda não há avaliações
- Soldagem por eletrodo revestidoDocumento0 páginaSoldagem por eletrodo revestidoWellington S. FrançaAinda não há avaliações
- Soldagem de tanques GLP com arame tubularDocumento178 páginasSoldagem de tanques GLP com arame tubularedpsousaAinda não há avaliações
- Auistenítico e Processo de SoldagemDocumento15 páginasAuistenítico e Processo de SoldagemEdenilson BotelhoAinda não há avaliações
- Efeito da fase de Laves na corrosão de um aço inoxidável austeno-ferríticoDocumento9 páginasEfeito da fase de Laves na corrosão de um aço inoxidável austeno-ferríticoJoshua WalkerAinda não há avaliações
- Soldadura Processos FusãoDocumento7 páginasSoldadura Processos FusãoAniz SidiAinda não há avaliações
- Soldagem de Um Aco Inoxidavel Ferritico Com o ProcDocumento9 páginasSoldagem de Um Aco Inoxidavel Ferritico Com o ProcMárcio Farias MendesAinda não há avaliações
- Noções de SoldagemDocumento67 páginasNoções de SoldagemAugusto PereiraAinda não há avaliações
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- INTERCORR2008_183Documento28 páginasINTERCORR2008_183Mario BarcelosAinda não há avaliações
- Tipos de Soldagem em LIGA de ALUMINIODocumento10 páginasTipos de Soldagem em LIGA de ALUMINIOLeonardoOliveiraAinda não há avaliações
- Conheça Os Tipos de Eletrodos Revestidos para SoldaDocumento13 páginasConheça Os Tipos de Eletrodos Revestidos para SoldaFabio AdelinoAinda não há avaliações
- Modulo 2 Processos de Soldagem e DisciplinaDocumento32 páginasModulo 2 Processos de Soldagem e DisciplinapissiniAinda não há avaliações
- Efeito Do Oxigênio Nas Propriedades Do Vergalhão de Cobre EletrolíticoDocumento9 páginasEfeito Do Oxigênio Nas Propriedades Do Vergalhão de Cobre EletrolíticoAnderson LeitzkeAinda não há avaliações
- Efeito da Energia de Soldagem na Microestrutura e Propriedades Mecânicas da Zona Afetada pelo Calor em Juntas DuplexDocumento9 páginasEfeito da Energia de Soldagem na Microestrutura e Propriedades Mecânicas da Zona Afetada pelo Calor em Juntas DuplexrodrigoAinda não há avaliações
- Artigo Pannoni - Principios-Da-Galvanizacao-A-Fogo PDFDocumento30 páginasArtigo Pannoni - Principios-Da-Galvanizacao-A-Fogo PDFRodolfo ShamáAinda não há avaliações
- Soldabilidade de Metais: Fatores e ProcessosDocumento13 páginasSoldabilidade de Metais: Fatores e ProcessosWaldri MecatronicafasbAinda não há avaliações
- TCC SoldaDocumento70 páginasTCC SoldaPeterson SilvaAinda não há avaliações
- CorrosãoDocumento81 páginasCorrosãoamaroAinda não há avaliações
- 12.3 - Arame TubularDocumento30 páginas12.3 - Arame TubularFernando FeldensAinda não há avaliações
- WorkshopDocumento5 páginasWorkshopÉlida AlvesAinda não há avaliações
- Apostila SoldagemDocumento26 páginasApostila SoldagemDouglas GoiosAinda não há avaliações
- Caracterización de soldaduras 9CrDocumento9 páginasCaracterización de soldaduras 9CrJorge Vera AlvaradoAinda não há avaliações
- Soldagem - Fichamento LivroDocumento10 páginasSoldagem - Fichamento Livrovitor_alberto_7100% (1)
- Soldagem - Introdução - Parte 1Documento31 páginasSoldagem - Introdução - Parte 1obinakanuAinda não há avaliações
- Soldagem Aços InoxidáveisDocumento53 páginasSoldagem Aços InoxidáveisBruno CamposAinda não há avaliações
- Apostila Soldagem Dos Metais (Unisanta)Documento108 páginasApostila Soldagem Dos Metais (Unisanta)Márcio FerreiraAinda não há avaliações
- Estudo Da Diluicao em Juntas Soldadas de Aco AisiDocumento10 páginasEstudo Da Diluicao em Juntas Soldadas de Aco AisiEly Wagner FerreiraAinda não há avaliações
- Diluição PDFDocumento4 páginasDiluição PDFGustavoAinda não há avaliações
- Corrosão e revestimentosDocumento53 páginasCorrosão e revestimentosBruno HerdyAinda não há avaliações
- 1 Lista MCCDocumento4 páginas1 Lista MCCAndré Luis SchulkaAinda não há avaliações
- 6 - Relatório Soldagem Eletrodo RevestidoDocumento20 páginas6 - Relatório Soldagem Eletrodo RevestidoAlmir SktAinda não há avaliações
- Principios Da Galvanizacao A FogoDocumento30 páginasPrincipios Da Galvanizacao A FogoìanbauAinda não há avaliações
- Av2 Principios Da Ciência e Tecnologia Dos MateriaisDocumento4 páginasAv2 Principios Da Ciência e Tecnologia Dos MateriaisSCUALOSAinda não há avaliações
- Victor Müller - Resenha Crítica - GMAW PDFDocumento2 páginasVictor Müller - Resenha Crítica - GMAW PDFVictor MüllerAinda não há avaliações
- Soldas em estruturas metálicasDocumento26 páginasSoldas em estruturas metálicasEliandro BastosAinda não há avaliações
- Tipos de Electrodos para SoldaduraDocumento9 páginasTipos de Electrodos para SoldadurafernandoAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- PEX-001 - 2012 - R10 - Cópia Não Controlada - Alterações em AzulDocumento62 páginasPEX-001 - 2012 - R10 - Cópia Não Controlada - Alterações em AzulMarcio LuizAinda não há avaliações
- Mecanica Da Fratura e Fadiga Fundamentos e Modelagem ComputacionalDocumento80 páginasMecanica Da Fratura e Fadiga Fundamentos e Modelagem ComputacionalMarcio LuizAinda não há avaliações
- Aprn - ArmaduraDocumento2 páginasAprn - ArmaduraMarcio LuizAinda não há avaliações
- Unidade IIIDocumento128 páginasUnidade IIIMarcio LuizAinda não há avaliações
- APRN - FormaDocumento2 páginasAPRN - FormaMarcio LuizAinda não há avaliações
- Movimentação e amarração de postes elétricosDocumento20 páginasMovimentação e amarração de postes elétricosMarcio LuizAinda não há avaliações
- PEX05Documento28 páginasPEX05Marcio LuizAinda não há avaliações
- APRN ArrasamentoDocumento1 páginaAPRN ArrasamentoMarcio LuizAinda não há avaliações
- Pex-014 - 2011 - Rev 22Documento45 páginasPex-014 - 2011 - Rev 22Marcio LuizAinda não há avaliações
- Cartilha COVID-19-R06Documento17 páginasCartilha COVID-19-R06Marcio LuizAinda não há avaliações
- Construção linhas elétricas MT/BT desenergizadasDocumento39 páginasConstrução linhas elétricas MT/BT desenergizadasMarcio LuizAinda não há avaliações
- PEX 05 REV09 - Poda de Árvores em Rede Aérea de Média Tensão EnergizadaDocumento26 páginasPEX 05 REV09 - Poda de Árvores em Rede Aérea de Média Tensão EnergizadaMarcio LuizAinda não há avaliações
- Manutenção iluminação públicaDocumento21 páginasManutenção iluminação públicaMarcio LuizAinda não há avaliações
- Máquinas de fluxo aplicadas à mecânica dos fluidosDocumento22 páginasMáquinas de fluxo aplicadas à mecânica dos fluidosMarcio LuizAinda não há avaliações
- Diagrama de velocidade em máquinas de fluxoDocumento20 páginasDiagrama de velocidade em máquinas de fluxoMarcio LuizAinda não há avaliações
- Mecânica dos Fluidos Aplicada - Revisão e EmentaDocumento3 páginasMecânica dos Fluidos Aplicada - Revisão e EmentaMarcio LuizAinda não há avaliações
- 5.potencia HidraulicaDocumento21 páginas5.potencia HidraulicaMarcio LuizAinda não há avaliações
- PROJ - MAQ 03 SLD Elementos de FixaçãoDocumento87 páginasPROJ - MAQ 03 SLD Elementos de FixaçãoMarcio LuizAinda não há avaliações
- 04-SSO-Doc-001-R02 - Documentação para Início Das AtividadesDocumento2 páginas04-SSO-Doc-001-R02 - Documentação para Início Das AtividadesMarcio LuizAinda não há avaliações
- NUM Exercícios Lista UnicaDocumento10 páginasNUM Exercícios Lista UnicaMarcio LuizAinda não há avaliações
- Método de JacobisDocumento14 páginasMétodo de JacobisMarcio LuizAinda não há avaliações
- SUP-Doc-002-R06-Lista de Especificação de Máquinas e EquipamentosDocumento7 páginasSUP-Doc-002-R06-Lista de Especificação de Máquinas e EquipamentosMarcio LuizAinda não há avaliações
- CSI-HSE-GDL-005-BR (Norma de Segurança em Subestações) (Rev2)Documento115 páginasCSI-HSE-GDL-005-BR (Norma de Segurança em Subestações) (Rev2)Marcio LuizAinda não há avaliações
- Soluções Cálculo NuméricoDocumento8 páginasSoluções Cálculo NuméricoMarcio LuizAinda não há avaliações
- PROJ - MAQ Trabalho AV1Documento1 páginaPROJ - MAQ Trabalho AV1Marcio LuizAinda não há avaliações
- PROJ - MAQ 02 SLD Determinação e Análise Das SolicitaçõesDocumento61 páginasPROJ - MAQ 02 SLD Determinação e Análise Das SolicitaçõesMarcio LuizAinda não há avaliações
- Cálculo numérico com ExcelDocumento3 páginasCálculo numérico com ExcelMarcio LuizAinda não há avaliações
- PROJ - MAQ 01 SLD Fundamentos Do Projeto de MáquinasDocumento37 páginasPROJ - MAQ 01 SLD Fundamentos Do Projeto de MáquinasMarcio LuizAinda não há avaliações
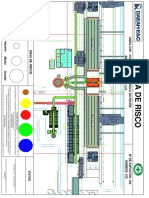
- Mapa de risco CSP - Baterias I e IIDocumento1 páginaMapa de risco CSP - Baterias I e IIMarcio LuizAinda não há avaliações
- Orçamento Braço RobóticoDocumento1 páginaOrçamento Braço RobóticoMarcio LuizAinda não há avaliações
- Apostila de Gastronomia (Revisada)Documento43 páginasApostila de Gastronomia (Revisada)Nilcilene SoaresAinda não há avaliações
- Gabarito Cardivascular e RespiratorioDocumento4 páginasGabarito Cardivascular e RespiratorioCarlos MaroveAinda não há avaliações
- Web MZX500 300-P-1A PTDocumento82 páginasWeb MZX500 300-P-1A PTEverson BrandãoAinda não há avaliações
- Relatório de Estágio na EJA e Espaço Não EscolarDocumento24 páginasRelatório de Estágio na EJA e Espaço Não EscolarVivian Ribeiro100% (1)
- Codigo Tributario DivinopolisDocumento107 páginasCodigo Tributario DivinopolisRegilan RibeiroAinda não há avaliações
- Acústica de SalasDocumento77 páginasAcústica de SalasCibelle J. Donza50% (6)
- Construção vedações verticaisDocumento108 páginasConstrução vedações verticaisBimacon EngenhariaAinda não há avaliações
- A história do karatê e seu desenvolvimento em OquinauaDocumento121 páginasA história do karatê e seu desenvolvimento em Oquinauarenataborba2014Ainda não há avaliações
- Lectio DivinaDocumento9 páginasLectio DivinaSemearAinda não há avaliações
- PR Tica 4Documento4 páginasPR Tica 4Lucas MahiaAinda não há avaliações
- Shelly Crane - Significance 01 - Significance (TAD) PDFDocumento395 páginasShelly Crane - Significance 01 - Significance (TAD) PDFDeiadlucasAinda não há avaliações
- Técnico em ÓpticaDocumento1 páginaTécnico em ÓpticaKalev Ben YahudahAinda não há avaliações
- Manual Forno Turbo Digitop Gás M. Interno - Rev 12 - CurvasDocumento18 páginasManual Forno Turbo Digitop Gás M. Interno - Rev 12 - CurvasJoabe a.pAinda não há avaliações
- Relatório SedimentaçãoDocumento25 páginasRelatório SedimentaçãoMarianaAinda não há avaliações
- Servos Servas Santos Santas Sábios Sábias Solidários Solidárias PDFDocumento18 páginasServos Servas Santos Santas Sábios Sábias Solidários Solidárias PDFsias1959Ainda não há avaliações
- God Of War: luz e cor transformam jogoDocumento9 páginasGod Of War: luz e cor transformam jogoMARLLON KWE DA SILVA FERREIRAAinda não há avaliações
- Curso Qualificação Técnica EletrônicaDocumento42 páginasCurso Qualificação Técnica EletrônicaLuan Lemos de SouzaAinda não há avaliações
- OITAVA IPB DE LONDRINADocumento2 páginasOITAVA IPB DE LONDRINALuiz Carlos100% (1)
- Propriedades do Aço EstruturasDocumento22 páginasPropriedades do Aço Estruturasrodrigo de morais cunhaAinda não há avaliações
- Exercicios de Analise - Funcional 2019Documento84 páginasExercicios de Analise - Funcional 2019Juvenal Espirito SantoAinda não há avaliações
- Anatomia Radiológica Da Coluna VertebralDocumento36 páginasAnatomia Radiológica Da Coluna VertebralTonyParente100% (1)
- Etica Paulo Freire EducacaoDocumento6 páginasEtica Paulo Freire EducacaoRobson SouzaAinda não há avaliações
- 732 - Roteiro de Inspeção para Laboratorio de Analises Clinicas - VisaDocumento17 páginas732 - Roteiro de Inspeção para Laboratorio de Analises Clinicas - VisaValter Fernandes JuniorAinda não há avaliações
- Razões trigonométricas no triângulo retânguloDocumento13 páginasRazões trigonométricas no triângulo retânguloDavi AraujoAinda não há avaliações
- Abril Ciencias Cadeia e Teia AlimentarDocumento4 páginasAbril Ciencias Cadeia e Teia AlimentarLuciana MandarinoAinda não há avaliações
- NTE 026 Montagem Rede de Distribuição Aérea Urbana 14 Edição PDFDocumento84 páginasNTE 026 Montagem Rede de Distribuição Aérea Urbana 14 Edição PDFSivaldo Dunga Xavier ValAinda não há avaliações
- Livro Capítulo Alimentos Funcionais e Perspectivas de InovaçõesDocumento18 páginasLivro Capítulo Alimentos Funcionais e Perspectivas de InovaçõesPara a FamíliaAinda não há avaliações
- 2004.01.24 - Acidente Envlovendo Caminhão e Três Carros No KM 397 Da BR-381 - Estado de MinasDocumento1 página2004.01.24 - Acidente Envlovendo Caminhão e Três Carros No KM 397 Da BR-381 - Estado de MinasluciomarioAinda não há avaliações
- Máscaras Sociais - Texto de OpiniãoDocumento2 páginasMáscaras Sociais - Texto de OpiniãoDiana AlbuquerqueAinda não há avaliações
- Dimensionando lajes pré-moldadas com EPSDocumento34 páginasDimensionando lajes pré-moldadas com EPSGuilherme TelesAinda não há avaliações