Você também pode gostar
- Planejamento estratégico para o comércio exteriorDocumento32 páginasPlanejamento estratégico para o comércio exteriorFlavio Alencar Rangel RangelAinda não há avaliações
- Planejamento Estratégico CursoDocumento41 páginasPlanejamento Estratégico Cursowander16100% (1)
- 01 Planejamento e Gestão EstratégicoDocumento27 páginas01 Planejamento e Gestão EstratégicoRailson MoreiraAinda não há avaliações
- Andreuzza. Oab2Documento24 páginasAndreuzza. Oab2ClaujevesAinda não há avaliações
- Planejamento da Manutenção: História e ConceitosDocumento17 páginasPlanejamento da Manutenção: História e ConceitosAngelo LimaAinda não há avaliações
- 01 Planejamento e Gestão EstratégicoDocumento27 páginas01 Planejamento e Gestão EstratégicoCarlosAinda não há avaliações
- Escon - Escola de Cursos Online CNPJ: 11.362.429/0001-45 Av. Antônio Junqueira de Souza, 260 - Centro São Lourenço - MG - CEP: 37470-000Documento25 páginasEscon - Escola de Cursos Online CNPJ: 11.362.429/0001-45 Av. Antônio Junqueira de Souza, 260 - Centro São Lourenço - MG - CEP: 37470-000Danilo SouzaAinda não há avaliações
- Planejamento Estratégico no Setor PúblicoNo EverandPlanejamento Estratégico no Setor PúblicoAinda não há avaliações
- V. 1 N. 1 (2009)Documento174 páginasV. 1 N. 1 (2009)SylvioAinda não há avaliações
- 2023 Dez crônicas sobre o presente e o futuro da economia brasileira: O curto e o longo prazoNo Everand2023 Dez crônicas sobre o presente e o futuro da economia brasileira: O curto e o longo prazoAinda não há avaliações
- Institucionalismo, desenvolvimentismo e a economia brasileiraNo EverandInstitucionalismo, desenvolvimentismo e a economia brasileiraAinda não há avaliações
- Crescimento Econômico E Desenvolvimento EconômicoNo EverandCrescimento Econômico E Desenvolvimento EconômicoAinda não há avaliações
- Crescimento e Desenvolvimento EconómicoDocumento18 páginasCrescimento e Desenvolvimento EconómicoAlexandre AugustoAinda não há avaliações
- Negociação Empresarial: Estratégia e EvoluçãoDocumento66 páginasNegociação Empresarial: Estratégia e EvoluçãoRafael Bucciardi EstevesAinda não há avaliações
- A história da estratégia empresarialDocumento17 páginasA história da estratégia empresarialGeneilton Santos LimaAinda não há avaliações
- Planejamento e Orçamento PúblicosDocumento12 páginasPlanejamento e Orçamento PúblicosItaniel Figueiredo AlbuquerqueAinda não há avaliações
- Economia de DesenvolvimentoDocumento14 páginasEconomia de Desenvolvimentoluz literariaAinda não há avaliações
- ECO - 4° - 5° SEMESTRE 2020 - "Economias Liberais e Intervencionistas".Documento10 páginasECO - 4° - 5° SEMESTRE 2020 - "Economias Liberais e Intervencionistas".Alex NascimentoAinda não há avaliações
- 37-Texto Del Artículo-44-1-10-20191016Documento24 páginas37-Texto Del Artículo-44-1-10-20191016rodolfo gorveñaAinda não há avaliações
- A Estratégia e o Cenário de Negócios - Capitulo - 1Documento16 páginasA Estratégia e o Cenário de Negócios - Capitulo - 1Fausto JaimeAinda não há avaliações
- BR Historia Plano Real (Filgueiras) RSEENHADocumento3 páginasBR Historia Plano Real (Filgueiras) RSEENHAAlex CurseiroAinda não há avaliações
- Empresários, trabalhadores e grupos de interesse: A política econômica nos governos Jânio Quadros e João Goulart, 1961-1964No EverandEmpresários, trabalhadores e grupos de interesse: A política econômica nos governos Jânio Quadros e João Goulart, 1961-1964Ainda não há avaliações
- 637 2488 1 PBDocumento34 páginas637 2488 1 PBAriane RochaAinda não há avaliações
- Aula 2 - Planejamento - IIDocumento20 páginasAula 2 - Planejamento - IIPedro NetoAinda não há avaliações
- Texto Aula 02Documento17 páginasTexto Aula 02caioaqueirozAinda não há avaliações
- Direito ao Desenvolvimento: a inovação tecnológica e o desafio furtadianoNo EverandDireito ao Desenvolvimento: a inovação tecnológica e o desafio furtadianoAinda não há avaliações
- Teoria Do Desenvolvimento RegionalDocumento16 páginasTeoria Do Desenvolvimento RegionalJunior LimaAinda não há avaliações
- Serviço social e meio ambiente: a contribuição do Assistente Social em um Programa de Aceleração do Crescimento – PAC e nas ações de educação socioambientalNo EverandServiço social e meio ambiente: a contribuição do Assistente Social em um Programa de Aceleração do Crescimento – PAC e nas ações de educação socioambientalAinda não há avaliações
- Cenários econômicos e a inter-relação com outras áreasDocumento49 páginasCenários econômicos e a inter-relação com outras áreasLucilene GomesAinda não há avaliações
- Catalogo 2019Documento122 páginasCatalogo 2019Diego SilvaAinda não há avaliações
- Finanças Empresarias - 04-10-2023Documento62 páginasFinanças Empresarias - 04-10-2023ernanipaulo40Ainda não há avaliações
- O desenvolvimento econômico como fenômeno históricoDocumento24 páginasO desenvolvimento econômico como fenômeno históricoEd_afvAinda não há avaliações
- Planeamento Da EducaçãoDocumento52 páginasPlaneamento Da EducaçãoElias NahakAinda não há avaliações
- Trabalho Desenvolvimento IIDocumento9 páginasTrabalho Desenvolvimento IIBeatriz VaroloAinda não há avaliações
- Estatísticas como tecnologia de governoDocumento18 páginasEstatísticas como tecnologia de governoLeandro SantosAinda não há avaliações
- Desenvolvimento Sustentavel PDFDocumento9 páginasDesenvolvimento Sustentavel PDFMarlene MassicameAinda não há avaliações
- PZIBIA - Versão FINAL - TPDDocumento16 páginasPZIBIA - Versão FINAL - TPDOsvaldo MatsimbeAinda não há avaliações
- 2015 - Carlos - Henrique - Lopes - Rodrigues - Plano de Metas Paeg e II PND Analise e DesdobramentosDocumento32 páginas2015 - Carlos - Henrique - Lopes - Rodrigues - Plano de Metas Paeg e II PND Analise e DesdobramentosLarissaAinda não há avaliações
- Brasil potência globalDocumento65 páginasBrasil potência globalMayaraAinda não há avaliações
- Instrução 70 da SUMOC e combate à inflaçãoDocumento5 páginasInstrução 70 da SUMOC e combate à inflaçãoErika Silva100% (1)
- Tiberius Vasconcellos - Artigo Diorge 2019-2 PDFDocumento10 páginasTiberius Vasconcellos - Artigo Diorge 2019-2 PDFCesar VasconcellosAinda não há avaliações
- 4 Unidade Macroeconomia I Os Princípios Que Regem A EconomiaDocumento17 páginas4 Unidade Macroeconomia I Os Princípios Que Regem A Economialabelacasa ferragistaAinda não há avaliações
- Balanced ScorecardDocumento26 páginasBalanced ScorecardAlda MonteiroAinda não há avaliações
- Planejamento Governamental e ControleDocumento169 páginasPlanejamento Governamental e ControlePós-Graduações UNIASSELVIAinda não há avaliações
- Faculdade de Economia e Gestão da Universidade Católica de AngolaDocumento21 páginasFaculdade de Economia e Gestão da Universidade Católica de AngolaHaylton BonfimAinda não há avaliações
- Gestão e EmpreendedorismoDocumento35 páginasGestão e EmpreendedorismodanfranmaAinda não há avaliações
- Ousadia e Transformação: Apostas para incrementar as capacidades do Estado e o desenvolvimento no BrasilNo EverandOusadia e Transformação: Apostas para incrementar as capacidades do Estado e o desenvolvimento no BrasilAinda não há avaliações
- Economia PoliticaDocumento110 páginasEconomia PoliticaHeloisa Bastos De SouzaAinda não há avaliações
- Curso de Gestão e Contabilidade: Teorias Clássicas de DesenvolvimentoDocumento7 páginasCurso de Gestão e Contabilidade: Teorias Clássicas de Desenvolvimentocristino narichaAinda não há avaliações
- 2687-Texto Do Artigo-7854-1-10-20170911Documento20 páginas2687-Texto Do Artigo-7854-1-10-20170911Leticia de Araujo OliveiraAinda não há avaliações
- Trabalho Introdução EconomiaDocumento16 páginasTrabalho Introdução EconomiaTatiana NataliaAinda não há avaliações
- EA Exame 2023Documento10 páginasEA Exame 2023helmerpimentaAinda não há avaliações
- Ciclos Econômicos No BrasilDocumento21 páginasCiclos Econômicos No BrasilAntonelhe CabidoAinda não há avaliações
- Mateus Barbosa 11ºSEDocumento8 páginasMateus Barbosa 11ºSEMateus BarbosaAinda não há avaliações
- Boleto ART UP PDFDocumento1 páginaBoleto ART UP PDFJhonathan VianaAinda não há avaliações
- Cobrança de A.R.T. para pagamento até 07/06/2022Documento1 páginaCobrança de A.R.T. para pagamento até 07/06/2022Jhonathan VianaAinda não há avaliações
- Cobrança de A.R.T. para JP LOCACOES DE CAMINHOES E VEICULOS LTDADocumento1 páginaCobrança de A.R.T. para JP LOCACOES DE CAMINHOES E VEICULOS LTDAJhonathan VianaAinda não há avaliações
- Art Mbens PDFDocumento1 páginaArt Mbens PDFJhonathan VianaAinda não há avaliações
- Gerenciamento de Problemas e Conflitos 1Documento27 páginasGerenciamento de Problemas e Conflitos 1Jhonathan VianaAinda não há avaliações
- Avaliação - Gerenciamento-De-Problemas-E-ConflitosDocumento4 páginasAvaliação - Gerenciamento-De-Problemas-E-ConflitosJhonathan Viana100% (1)
- Inspeção predial avalia desempenho edifícioDocumento3 páginasInspeção predial avalia desempenho edifícioJhonathan VianaAinda não há avaliações
- Indicadores de confiabilidade e qualidade em serviços de saúdeDocumento30 páginasIndicadores de confiabilidade e qualidade em serviços de saúdeFranklin Correa100% (1)
- Avaliação - Gestão-De-Custos-IndustriaisDocumento4 páginasAvaliação - Gestão-De-Custos-IndustriaisJhonathan VianaAinda não há avaliações
- Avaliação e métodos de depreciação de máquinas e equipamentosDocumento26 páginasAvaliação e métodos de depreciação de máquinas e equipamentosJhonathan Viana100% (1)
- Avaliação sobre Inovações Tecnológicas na EducaçãoDocumento3 páginasAvaliação sobre Inovações Tecnológicas na EducaçãoIvison TorresAinda não há avaliações
- Status do curso - EducaminasDocumento4 páginasStatus do curso - EducaminasJhonathan VianaAinda não há avaliações
- Inspeção predial: histórico, objetivos e procedimentosDocumento35 páginasInspeção predial: histórico, objetivos e procedimentosJhonathan VianaAinda não há avaliações
- Planejamento ManutençãoDocumento4 páginasPlanejamento ManutençãoJhonathan VianaAinda não há avaliações
- Gestão de Projetos e Processos 1 PDFDocumento32 páginasGestão de Projetos e Processos 1 PDFJhonathan VianaAinda não há avaliações
- Segurança do Trabalho em ManutençãoDocumento4 páginasSegurança do Trabalho em ManutençãoJhonathan Viana100% (1)
- Gestão de Custos IndustriaisDocumento26 páginasGestão de Custos IndustriaisJhonathan VianaAinda não há avaliações
- Segurança do Trabalho em ManutençãoDocumento33 páginasSegurança do Trabalho em ManutençãoJhonathan VianaAinda não há avaliações
- Direitos Humanos avaliaçãoDocumento3 páginasDireitos Humanos avaliaçãoJhonathan Viana83% (6)
- Avaliação de Máquinas e EquipamentosDocumento4 páginasAvaliação de Máquinas e EquipamentosJhonathan Viana100% (2)
- Avaliação - Docencia Do Ensino Superior PDFDocumento2 páginasAvaliação - Docencia Do Ensino Superior PDFJhonathan VianaAinda não há avaliações
- Avaliação - Gestão-De-Projetos-E-Processos-1 PDFDocumento3 páginasAvaliação - Gestão-De-Projetos-E-Processos-1 PDFJhonathan VianaAinda não há avaliações
- Melhorias no transporte e manutenção de veículos em obra de MGDocumento14 páginasMelhorias no transporte e manutenção de veículos em obra de MGJhonathan VianaAinda não há avaliações
- Prática Simulada TrabalhistaDocumento28 páginasPrática Simulada TrabalhistaJhonathan VianaAinda não há avaliações
- Declaração Célula de Sobrevivência MERCEDEZ BENZDocumento2 páginasDeclaração Célula de Sobrevivência MERCEDEZ BENZJhonathan VianaAinda não há avaliações
- Manutenção preventiva veículos transporteDocumento4 páginasManutenção preventiva veículos transporteJhonathan VianaAinda não há avaliações
- LaudoDocumento1 páginaLaudoJhonathan VianaAinda não há avaliações
- A Mulher No Terceiro Milênio - Rose MuranoDocumento205 páginasA Mulher No Terceiro Milênio - Rose MuranoEdilson SouzaAinda não há avaliações
- As colunas na Maçonaria: significado simbólicoDocumento7 páginasAs colunas na Maçonaria: significado simbólicoFranciano Vieira Pires100% (1)
- Seminário de Dissertações e Teses em AndamentoDocumento91 páginasSeminário de Dissertações e Teses em AndamentoRaquel CardosoAinda não há avaliações
- 59,37 Aderir Aderir 15,52 : Quanto Tenho A Pagar? Débito Na Minha Conta A Partir deDocumento3 páginas59,37 Aderir Aderir 15,52 : Quanto Tenho A Pagar? Débito Na Minha Conta A Partir deRose Mery de Jesus GomesAinda não há avaliações
- In - 001 - Procedimentos Administrativo-Parte 2 - (18.12.2019) PDFDocumento63 páginasIn - 001 - Procedimentos Administrativo-Parte 2 - (18.12.2019) PDFLuiz Henrique C. LumertzAinda não há avaliações
- Pratica Textual em Lingua PortuguesaDocumento5 páginasPratica Textual em Lingua PortuguesaCristiano Santos100% (2)
- SerDocumento8 páginasSerDiego BeckAinda não há avaliações
- Formação do solo e seus fatoresDocumento8 páginasFormação do solo e seus fatoresDouglas AlexandreAinda não há avaliações
- Ficha Nº 4 O NomeDocumento9 páginasFicha Nº 4 O NomeFilipa DraiblateAinda não há avaliações
- Resumo de Psicofarmacologia da Faculdade Internacional da ParaíbaDocumento6 páginasResumo de Psicofarmacologia da Faculdade Internacional da ParaíbaAphrouddy (Koi Ni Furu)Ainda não há avaliações
- AfmszezecinskiDocumento159 páginasAfmszezecinskiKarian LeaoAinda não há avaliações
- Ferramentas essenciais para eletricistasDocumento3 páginasFerramentas essenciais para eletricistasHeloisa RomãoAinda não há avaliações
- Cadeno de Geografia 8ºanoDocumento14 páginasCadeno de Geografia 8ºanoMarlene RicardoAinda não há avaliações
- Prova 1 - Agressão e DefesaDocumento8 páginasProva 1 - Agressão e DefesaLoghan Felipe Ferreira SouzaAinda não há avaliações
- Livro Secagem de MadeirasDocumento26 páginasLivro Secagem de MadeirasGreyce MaasAinda não há avaliações
- Avaliar a caminhada da catequeseDocumento13 páginasAvaliar a caminhada da catequeseJoão MeloAinda não há avaliações
- ENEM Simulado de Matemática BásicaDocumento14 páginasENEM Simulado de Matemática BásicaLorena Marcelino100% (1)
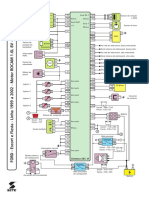
- FORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VIDocumento1 páginaFORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VICristianoAinda não há avaliações
- Bioinsumos Na Agricultura BrasileiraDocumento100 páginasBioinsumos Na Agricultura BrasileiraJOAO LUCAS XAVIER AZEVEDOAinda não há avaliações
- Gestão da Produção - Introdução e Evolução HistóricaDocumento5 páginasGestão da Produção - Introdução e Evolução Históricaanonimovw0% (1)
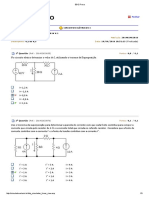
- Circuito Elétrico Simulado 2Documento3 páginasCircuito Elétrico Simulado 2mlcsdrAinda não há avaliações
- Equipamentos para linha viva e segurançaDocumento9 páginasEquipamentos para linha viva e segurançaeric rojas salgadoAinda não há avaliações
- IbamaDocumento17 páginasIbamaanon_700777709Ainda não há avaliações
- Manto PeridotíticoDocumento367 páginasManto Peridotítico19-2011ºB Ana Sofia Ferreira DuarteAinda não há avaliações
- Flash Card - PediatriaDocumento9 páginasFlash Card - PediatriaADRIANA VIEIRA ALVARENGAAinda não há avaliações
- Alimentação na BíbliaDocumento21 páginasAlimentação na BíbliaRav Yehunatan Mikhail ZaytsAinda não há avaliações
- Catálogo de Acessórios AutomotivosDocumento12 páginasCatálogo de Acessórios AutomotivosNando StremelAinda não há avaliações
- Riscos da cirurgia de ponte de safena: infecções e AVCDocumento3 páginasRiscos da cirurgia de ponte de safena: infecções e AVCLorenzo FariasAinda não há avaliações
- Classificação Climática B.m.aDocumento1 páginaClassificação Climática B.m.aRoberta FreireAinda não há avaliações
- Gestao de Residuos Solidos em PembaDocumento16 páginasGestao de Residuos Solidos em PembaJunety DamasAinda não há avaliações