Você também pode gostar
- Porffólio - Guilherme MarianeDocumento46 páginasPorffólio - Guilherme MarianeGuilherme MarianeAinda não há avaliações
- Cojinetes DeslizamientoDocumento24 páginasCojinetes DeslizamientoGANSTEARAinda não há avaliações
- Boletim Resina Dion 9102 ImpactDocumento4 páginasBoletim Resina Dion 9102 ImpactLENEEVERSONAinda não há avaliações
- Fundição - Parte II LAzjkfDDocumento28 páginasFundição - Parte II LAzjkfDJulio cesarAinda não há avaliações
- Lubrificação - Conceitos (Manutenção2023.2) Danilo-IgorDocumento27 páginasLubrificação - Conceitos (Manutenção2023.2) Danilo-IgorIgor SouzaAinda não há avaliações
- Mira BR 2014 PDFDocumento6 páginasMira BR 2014 PDFConcresolus Controle TecnologicoAinda não há avaliações
- Aula 8 - RevestimentosDocumento68 páginasAula 8 - RevestimentosLarissa AndradeAinda não há avaliações
- Crater 2X-5H - 300113Documento2 páginasCrater 2X-5H - 300113Bianka MoreiraAinda não há avaliações
- AcoplamentosDocumento14 páginasAcoplamentosRobson Morijo De OlveiraAinda não há avaliações
- Mobilgrease XHP 681 MineDocumento4 páginasMobilgrease XHP 681 MineWilliarde SouzaAinda não há avaliações
- Graxa Adesiva: Descrição Do ProdutoDocumento2 páginasGraxa Adesiva: Descrição Do ProdutoFelipe MöllerAinda não há avaliações
- GRAXASDocumento55 páginasGRAXASDiegoCarrafaAinda não há avaliações
- Buchas PDFDocumento20 páginasBuchas PDFLuiz Gabriel Alves de DeusAinda não há avaliações
- Aula 5 - METDocumento17 páginasAula 5 - METANA PAULA SILVA FREITASAinda não há avaliações
- Aula 5 - Material PétreoDocumento54 páginasAula 5 - Material PétreoTer StergenAinda não há avaliações
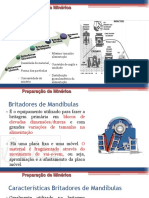
- Britagem: Preparação de MinériosDocumento30 páginasBritagem: Preparação de MinériosVitória MedeirosAinda não há avaliações
- 00 Documento 01Documento2 páginas00 Documento 01oscar javierAinda não há avaliações
- f93545608 Capa Apostilas Nível Básico - CDRDocumento34 páginasf93545608 Capa Apostilas Nível Básico - CDRRoni BrandtAinda não há avaliações
- Ficha Tecnica Isoxel 4300Documento2 páginasFicha Tecnica Isoxel 4300Carlos TelleriaAinda não há avaliações
- MultimediaDocumento3 páginasMultimediaPaulo FoglianoAinda não há avaliações
- Materiais e Técnica de MoldagemDocumento19 páginasMateriais e Técnica de MoldagemMarcelo FernandesAinda não há avaliações
- COLA Fixad. Anaerobicos ColaDocumento4 páginasCOLA Fixad. Anaerobicos ColaEmily CamilaAinda não há avaliações
- Lubrificação p2Documento8 páginasLubrificação p2Filipe FreitasAinda não há avaliações
- Reforço de Estruturas Com Polímeros Reforçados Com Fibras (FRP)Documento28 páginasReforço de Estruturas Com Polímeros Reforçados Com Fibras (FRP)Renan Felipe PereiraAinda não há avaliações
- Colonial BrasilitDocumento12 páginasColonial BrasilitSintacos Restauração De Pisos de MadeiraAinda não há avaliações
- 5 Argamassa 1a AulaDocumento27 páginas5 Argamassa 1a AulaSarah SaidAinda não há avaliações
- 4401Documento2 páginas4401PabloAinda não há avaliações
- Cadernos Técnicos de Estruturas de ContençãoDocumento21 páginasCadernos Técnicos de Estruturas de ContençãoEdson Batista LopesAinda não há avaliações
- Aula4propriedade Dos AgregadosDocumento26 páginasAula4propriedade Dos AgregadosAlissonAinda não há avaliações
- FT 122691Documento3 páginasFT 122691Dannillo ParreiraAinda não há avaliações
- Adesivo para Juntas de Motores PDFDocumento2 páginasAdesivo para Juntas de Motores PDFIsac AareiasAinda não há avaliações
- Mobil Glygoyle Serie Pds - 2017Documento5 páginasMobil Glygoyle Serie Pds - 2017Joao Carlos PereiraAinda não há avaliações
- Trabalho de Lubrificação - Aplicações de Graxas Lubrificantes A Base de Na - Grupo VDocumento15 páginasTrabalho de Lubrificação - Aplicações de Graxas Lubrificantes A Base de Na - Grupo VJohnAinda não há avaliações
- Aula 03 - Propriedades Do ConcretoDocumento63 páginasAula 03 - Propriedades Do ConcretoSammuel VieiraAinda não há avaliações
- FT - SIVAL Acabamento - v20052020PT - CompressedDocumento2 páginasFT - SIVAL Acabamento - v20052020PT - CompressedErmenildo GonzaneAinda não há avaliações
- Borracha de Butadieno Estireno (SBR)Documento15 páginasBorracha de Butadieno Estireno (SBR)Thiago Lira SousaAinda não há avaliações
- 04 - Estabilidade de TaludesDocumento32 páginas04 - Estabilidade de TaludesNayara Fernanda De OliveiraAinda não há avaliações
- Aula Concreto2Documento31 páginasAula Concreto2Fernando PizzolattoAinda não há avaliações
- Slides Tribologia 3Documento26 páginasSlides Tribologia 3David FilipeAinda não há avaliações
- Mobilgrase 222Documento4 páginasMobilgrase 222Tiago SilvaAinda não há avaliações
- Mobil Vactra Oil Se Rie Numerada Pds - 2017Documento3 páginasMobil Vactra Oil Se Rie Numerada Pds - 2017Felipe RaposoAinda não há avaliações
- Sika ViscoCrete 3009 - 01.012Documento3 páginasSika ViscoCrete 3009 - 01.012Gonçalo FerreiraAinda não há avaliações
- Análise de Desempenho de Uniões Metálicas RebitadasDocumento43 páginasAnálise de Desempenho de Uniões Metálicas RebitadasPauloAinda não há avaliações
- 14 SikaPlast 898 - 01.111 PDFDocumento3 páginas14 SikaPlast 898 - 01.111 PDFamsterdamer2003Ainda não há avaliações
- Silicona de AdiçãoDocumento28 páginasSilicona de AdiçãoGilson Rocha WeberAinda não há avaliações
- Boletim Técnico: DescriçãoDocumento3 páginasBoletim Técnico: DescriçãoDaniel LealAinda não há avaliações
- Exercício LubDocumento6 páginasExercício Lubtf2304068Ainda não há avaliações
- GUIA DE ESTUDO 03 - Fragmentação de SólidosDocumento19 páginasGUIA DE ESTUDO 03 - Fragmentação de SólidosJaYAinda não há avaliações
- Aula 03 - AglomerantesDocumento33 páginasAula 03 - AglomerantestamiresscAinda não há avaliações
- FUNDIÇÃODocumento41 páginasFUNDIÇÃOFelipe ConceiçãoAinda não há avaliações
- Aulas 15 e 16 - TEC II - 3A - ArgamassaDocumento78 páginasAulas 15 e 16 - TEC II - 3A - ArgamassaRaih SilvaAinda não há avaliações
- Trabalho Materiais BetuminososDocumento18 páginasTrabalho Materiais BetuminososGabriela HonoratoAinda não há avaliações
- Manutenção de Sistemas Mecânicos Convencionais e AutomatizadosDocumento32 páginasManutenção de Sistemas Mecânicos Convencionais e Automatizadosruanschultz.rAinda não há avaliações
- Redução Do Tamanho Das PartículasDocumento6 páginasRedução Do Tamanho Das PartículasmubandradeAinda não há avaliações
- Trabalho de LubrificaçãoDocumento15 páginasTrabalho de LubrificaçãoCris MendesAinda não há avaliações
- DB pt2010Documento19 páginasDB pt2010Henrique SantosAinda não há avaliações
- Ficha Tecnica MastergleniumDocumento3 páginasFicha Tecnica MastergleniumFernanda Scardovelli de AlmeidaAinda não há avaliações
- White Paper Furoexpress Chapas ExpandidasDocumento10 páginasWhite Paper Furoexpress Chapas ExpandidasERNANI SALDANHAAinda não há avaliações
- Lista de Exercícios - Tecnologia de Soldagem - 2018Documento3 páginasLista de Exercícios - Tecnologia de Soldagem - 2018zmariogomes100% (2)
- Relatório 5 - Liquidos Parcialmente MisciveisDocumento23 páginasRelatório 5 - Liquidos Parcialmente MisciveisPaulo RicardoAinda não há avaliações
- Fuso de Rosca Trapezoidal 004 PDFDocumento41 páginasFuso de Rosca Trapezoidal 004 PDFShuber Leite Bezerra Junior100% (1)
- Linha de Produtos GrafimecDocumento8 páginasLinha de Produtos GrafimecAnderson CortinhasAinda não há avaliações
- Tecnologia Dos MateriaisDocumento220 páginasTecnologia Dos MateriaisClaudemir Citran100% (1)
- Catalogo - Completo TECHNICAL WELDINGDocumento103 páginasCatalogo - Completo TECHNICAL WELDINGAntonio Carlos Cardoso100% (1)
- Apostila - Soldagem e Pesquisa de Defeitos - Rev - Jul06 - Maia PDFDocumento27 páginasApostila - Soldagem e Pesquisa de Defeitos - Rev - Jul06 - Maia PDFDemóstenes Moraes Olinto100% (1)
- Apostila de TorneamentoDocumento47 páginasApostila de TorneamentoCristian DiegoAinda não há avaliações
- Aula 03 Ligações Químicas e Materias CerâmicosDocumento63 páginasAula 03 Ligações Químicas e Materias CerâmicosJunior LopesAinda não há avaliações
- 9 - Introdução À MetalurgiaDocumento44 páginas9 - Introdução À Metalurgiavidaseca100% (1)
- Curso Técnico Manutenção de Refinaria e Petroquímica Materiais Construtivos2Documento227 páginasCurso Técnico Manutenção de Refinaria e Petroquímica Materiais Construtivos2Dimitra KatsiorchiAinda não há avaliações
- BateriaDocumento51 páginasBateriaSaulo do Socorro Silva100% (1)
- P1 Processos de Fabricação 2Documento29 páginasP1 Processos de Fabricação 2LuandersonfcostaAinda não há avaliações
- Os MetaisDocumento29 páginasOs MetaisManuela SofiaAinda não há avaliações
- Catálogo Resinas Devcon - ValeDocumento10 páginasCatálogo Resinas Devcon - ValeBruno SantosAinda não há avaliações
- Seminário - Aço 52100Documento7 páginasSeminário - Aço 52100Leonardo CiossaniAinda não há avaliações
- Aula FundiçãoDocumento130 páginasAula FundiçãoThawan LealAinda não há avaliações
- 1º Trabalho Ger. Mant. I - Publicações Técnicas CCMDocumento14 páginas1º Trabalho Ger. Mant. I - Publicações Técnicas CCMVinícius CavalcantiAinda não há avaliações
- Brasagem, Soldabrasagem e Soldagem BrandaDocumento30 páginasBrasagem, Soldabrasagem e Soldagem Brandageerhardusvos0% (1)
- Estudo Do AçoDocumento12 páginasEstudo Do AçoAdilson Rodrigues RosaAinda não há avaliações
- 10 - Microestrutura Dos Materiais MetálicosDocumento44 páginas10 - Microestrutura Dos Materiais MetálicosRicardo Thiessen100% (2)
- Tubulação Industrial PDFDocumento190 páginasTubulação Industrial PDFPaulo Henrique Zanetti0% (1)
- Aula02A Materiais CondutoresDocumento26 páginasAula02A Materiais CondutoresAnderson VilacaAinda não há avaliações
- 100 - Apostilha - Vasos de Pressão - CHEMTECHDocumento107 páginas100 - Apostilha - Vasos de Pressão - CHEMTECHRidson Braga100% (2)
- 01 CorrosãoDocumento104 páginas01 CorrosãoRaimundo100% (1)
- Panela de NodularizaoDocumento4 páginasPanela de NodularizaoAnonymous hj68hZmoAinda não há avaliações
- Matéria Prima - Multialloy - Ligas EspeciaisDocumento7 páginasMatéria Prima - Multialloy - Ligas EspeciaisFabiano CarvalhoAinda não há avaliações
- Biografia Salvador ArenaDocumento128 páginasBiografia Salvador ArenaMarcos Antonio ParoliniAinda não há avaliações
- Metais Engenharia CivilDocumento17 páginasMetais Engenharia CivilDiego NicolauAinda não há avaliações
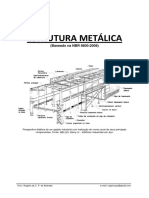
- Apostila Estrutura MetálicaDocumento48 páginasApostila Estrutura MetálicaVictor Abreu67% (3)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- MANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNo EverandMANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNota: 4.5 de 5 estrelas4.5/5 (6)
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisNo EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisAinda não há avaliações
- Comandos ElétricosNo EverandComandos ElétricosAinda não há avaliações
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilNo EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilAinda não há avaliações
- Educação ambiental: Dialogando com Paulo FreireNo EverandEducação ambiental: Dialogando com Paulo FreireAinda não há avaliações
- Matemática na educação infantil: Reflexões e proposições a partir teoria histórico-culturalNo EverandMatemática na educação infantil: Reflexões e proposições a partir teoria histórico-culturalAinda não há avaliações
- Hormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceNo EverandHormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceAinda não há avaliações
- S.O.S. Autismo: Guia completo para entender o transtorno do espectro autistaNo EverandS.O.S. Autismo: Guia completo para entender o transtorno do espectro autistaNota: 4.5 de 5 estrelas4.5/5 (11)
- RISCOS, VULNERABILIDADES E CONDICIONANTES URBANOSNo EverandRISCOS, VULNERABILIDADES E CONDICIONANTES URBANOSAinda não há avaliações
- Manual De Semiologia Básica De GastroenterologiaNo EverandManual De Semiologia Básica De GastroenterologiaAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- TDAH Descomplicado: Tudo que os pais devem saber para ajudar seus filhosNo EverandTDAH Descomplicado: Tudo que os pais devem saber para ajudar seus filhosNota: 5 de 5 estrelas5/5 (1)
- Bioquímica do corpo humano: As bases moleculares do metabolismoNo EverandBioquímica do corpo humano: As bases moleculares do metabolismoAinda não há avaliações
- Descomplicando a psicofarmacologia: Psicofármacos de uso clínico e recreacionalNo EverandDescomplicando a psicofarmacologia: Psicofármacos de uso clínico e recreacionalNota: 5 de 5 estrelas5/5 (2)