Você também pode gostar
- Ferramentas Da QualidadeDocumento11 páginasFerramentas Da QualidadefernandosjdrAinda não há avaliações
- Ferramentas da Qualidade CEFET-ESDocumento17 páginasFerramentas da Qualidade CEFET-ESSorayaAinda não há avaliações
- Processos Administrativos Na Gestão PúblicaDocumento7 páginasProcessos Administrativos Na Gestão PúblicaDKarllusAinda não há avaliações
- Gestão da Qualidade na Construção Civil: as 7 FerramentasDocumento46 páginasGestão da Qualidade na Construção Civil: as 7 FerramentasFernando SilvaAinda não há avaliações
- Unidade 3 - Plano de Negócios - Atividades Complementar para Estudo - Com GabaritoDocumento23 páginasUnidade 3 - Plano de Negócios - Atividades Complementar para Estudo - Com GabaritoliviaAinda não há avaliações
- E Book+FluxogramaDocumento16 páginasE Book+Fluxogramafgv2024pblAinda não há avaliações
- Trabalho de FluxogramaDocumento8 páginasTrabalho de FluxogramaRaquel Lidiane100% (1)
- Fluxogramas 1Documento10 páginasFluxogramas 1francis.diasAinda não há avaliações
- O que é um fluxograma e suas aplicaçõesDocumento8 páginasO que é um fluxograma e suas aplicaçõesElisângela Alves Gomes100% (1)
- Aula 12 - FluxogramaDocumento20 páginasAula 12 - FluxogramaLuana AlvesAinda não há avaliações
- Fluxogramas e OrganogramasDocumento36 páginasFluxogramas e OrganogramasAna ManoelAinda não há avaliações
- Fluxograma de processos para gestão de qualidade e produtividadeDocumento11 páginasFluxograma de processos para gestão de qualidade e produtividadeLourenço LangaAinda não há avaliações
- Atividade Prática - Organização, Sistemas e MétodosDocumento5 páginasAtividade Prática - Organização, Sistemas e MétodosEmerson Batista Dos SantosAinda não há avaliações
- Os 7 principais tipos de fluxogramasDocumento9 páginasOs 7 principais tipos de fluxogramasKassia Tonheiro RodriguesAinda não há avaliações
- FluxogramaDocumento8 páginasFluxogramaAny AufieroAinda não há avaliações
- Fluxograma para atendimento de clientes em empresa de autopeçasDocumento7 páginasFluxograma para atendimento de clientes em empresa de autopeçasRicardo ParlowAinda não há avaliações
- Principais símbolos utilizados em fluxogramas de processosDocumento17 páginasPrincipais símbolos utilizados em fluxogramas de processosEDY MGAinda não há avaliações
- Aula 01 - Mapeamento de ProcessosDocumento13 páginasAula 01 - Mapeamento de ProcessosCarlos SantosAinda não há avaliações
- Aula 01 - Mapeamento de ProcessosDocumento13 páginasAula 01 - Mapeamento de ProcessosCarlos SantosAinda não há avaliações
- Mapeamento de ProcessosDocumento12 páginasMapeamento de ProcessosSaullo Maxy GoulartAinda não há avaliações
- Análise de Processos Fluxogrmas - Aula Dia 16-08Documento7 páginasAnálise de Processos Fluxogrmas - Aula Dia 16-08Anderson LopesAinda não há avaliações
- POP-Procedimento operacional padrãoDocumento21 páginasPOP-Procedimento operacional padrãoTiciana LopesAinda não há avaliações
- Organo GramaDocumento8 páginasOrgano Gramaboyhustle291Ainda não há avaliações
- Análise de Ferramentas de GestãoDocumento12 páginasAnálise de Ferramentas de GestãoMateus SteinhAinda não há avaliações
- FLUXOGRAMADocumento14 páginasFLUXOGRAMAEliane RegisAinda não há avaliações
- Identificação Dos Processos OrganizacionaisDocumento12 páginasIdentificação Dos Processos OrganizacionaisthiagaojfAinda não há avaliações
- Modelagem de ProcessosDocumento4 páginasModelagem de Processosbeugenio585Ainda não há avaliações
- Fluxograma de processos ESNECDocumento13 páginasFluxograma de processos ESNECLourenço LangaAinda não há avaliações
- Trabalho FluxogramaDocumento11 páginasTrabalho FluxogramaLourenço LangaAinda não há avaliações
- Técnicas de elaboração de fluxograma e análise administrativaDocumento10 páginasTécnicas de elaboração de fluxograma e análise administrativaEuricles TeixeiraAinda não há avaliações
- Cronograma, Organograma e FluxogramaDocumento18 páginasCronograma, Organograma e FluxogramaRonisson Silva50% (2)
- O Que É e Como Fazer Mapeamento de Processos em 6 PassosDocumento11 páginasO Que É e Como Fazer Mapeamento de Processos em 6 PassosJunior MendesAinda não há avaliações
- Mapeamento de processos: 4 tipos para melhorar a eficiência organizacionalDocumento3 páginasMapeamento de processos: 4 tipos para melhorar a eficiência organizacionalMarilia EloisaAinda não há avaliações
- 30 PtsDocumento6 páginas30 PtsLuyane Souza de OliveiraAinda não há avaliações
- Significado Dos Símbolos Do Fluxograma de ProcessosDocumento10 páginasSignificado Dos Símbolos Do Fluxograma de ProcessosMundo da NayAinda não há avaliações
- Mapa de Estudo Prova QualidadeDocumento12 páginasMapa de Estudo Prova QualidadealmirAinda não há avaliações
- PUCPR Contabilidade FluxogramaDocumento17 páginasPUCPR Contabilidade Fluxogramaerwillpo100% (1)
- Fluxograma - Wikipédia, A Enciclopédia LivreDocumento2 páginasFluxograma - Wikipédia, A Enciclopédia LivreJcss JuniorAinda não há avaliações
- Fluxograma de Uma Empresa e Aplicação Nos Processos FinanceirosDocumento6 páginasFluxograma de Uma Empresa e Aplicação Nos Processos FinanceirosAdriana Márcia Pinheiro Oliveira CamargoAinda não há avaliações
- FluxogramasDocumento17 páginasFluxogramaspriscila pacheco priAinda não há avaliações
- Treinamento sobre uso de EPIs para melhoria da segurança no trabalhoDocumento34 páginasTreinamento sobre uso de EPIs para melhoria da segurança no trabalhovssengenharia100% (3)
- Aula 13 - Estruturação de Macroprocessos - DiagramasDocumento38 páginasAula 13 - Estruturação de Macroprocessos - DiagramasDaniel CastroAinda não há avaliações
- Processos OrganizacionaisDocumento11 páginasProcessos OrganizacionaisMundo da NayAinda não há avaliações
- Organograma e FluxogramaDocumento26 páginasOrganograma e Fluxogramaeric_dionisio5047Ainda não há avaliações
- Tipos FluxogramasDocumento2 páginasTipos FluxogramasVanessa Vieira100% (2)
- Fluxogramas PDFDocumento20 páginasFluxogramas PDFPaulinha Sousa SantosAinda não há avaliações
- Aula 06.inddDocumento16 páginasAula 06.inddjessica silvaAinda não há avaliações
- Fluxogramas, Histogramas e Diagramas de IshikawaDocumento52 páginasFluxogramas, Histogramas e Diagramas de IshikawaJose agustinhoAinda não há avaliações
- Organogramas e Fluxogramas: Ferramentas para Gestão da QualidadeDocumento26 páginasOrganogramas e Fluxogramas: Ferramentas para Gestão da QualidadeAdriana SilvaAinda não há avaliações
- Boletim OM Parte 2 Mayara e Niniver PDFDocumento39 páginasBoletim OM Parte 2 Mayara e Niniver PDFDiogoJSantosAinda não há avaliações
- Representação gráfica de processosDocumento2 páginasRepresentação gráfica de processosRafael DeolindoAinda não há avaliações
- Fluxog de Processos 2024Documento5 páginasFluxog de Processos 2024SimoneAinda não há avaliações
- As 7 Ferramentas Da QualidadeDocumento25 páginasAs 7 Ferramentas Da QualidadeASSISFERREIRAAinda não há avaliações
- Apostila Curso Bizagi - Rafael - FinalDocumento10 páginasApostila Curso Bizagi - Rafael - FinalAlana ValescaAinda não há avaliações
- Introdução Aos Processos Licitatórios No Executivo Estadual MineiroNo EverandIntrodução Aos Processos Licitatórios No Executivo Estadual MineiroAinda não há avaliações
- Mapeamento do fluxo de valor: Reduzir o desperdício e maximizar a eficiênciaNo EverandMapeamento do fluxo de valor: Reduzir o desperdício e maximizar a eficiênciaAinda não há avaliações
- Administração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?No EverandAdministração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?Ainda não há avaliações
- NBR 06116 - 1980 - Alternadores de Veículos Automotores - Dimensões Tipos Básicos e Esquemas de Ligações de Reguladores Eletromecanicos Da Tensão ElétricaDocumento6 páginasNBR 06116 - 1980 - Alternadores de Veículos Automotores - Dimensões Tipos Básicos e Esquemas de Ligações de Reguladores Eletromecanicos Da Tensão ElétricaMaxwell GalhanoAinda não há avaliações
- Analise AcidentesDocumento102 páginasAnalise Acidentesapi-3704990100% (2)
- NBR6118 - 1980 - Projeto e Execução de Obras de Concreto Armado - ProcedimentoDocumento53 páginasNBR6118 - 1980 - Projeto e Execução de Obras de Concreto Armado - ProcedimentoFelipe Fonseca100% (4)
- NBR 6034 - Informação e Documentação - Índice - ApresentaçãoDocumento8 páginasNBR 6034 - Informação e Documentação - Índice - ApresentaçãoOldair Jacinto100% (1)
- NBR 06030 - 1980 - Apresentação de Ofício Ou Carta Formato A4Documento4 páginasNBR 06030 - 1980 - Apresentação de Ofício Ou Carta Formato A4swellzAinda não há avaliações
- NBR 06053 - 1981 - Verificação Da Resistência Ao Momento de Força Estático de Mecanismos Da Direç PDFDocumento2 páginasNBR 06053 - 1981 - Verificação Da Resistência Ao Momento de Força Estático de Mecanismos Da Direç PDFLucas MariniAinda não há avaliações
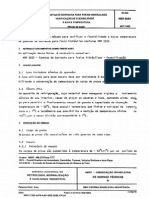
- NBR 6094 - 1980 - Gaxetas de Borracha para Freios HidraulicosDocumento2 páginasNBR 6094 - 1980 - Gaxetas de Borracha para Freios HidraulicosRoniero BarrosoAinda não há avaliações
- Regras Abnt NBR 6029Documento14 páginasRegras Abnt NBR 6029Rodrigo Scimini GibbaAinda não há avaliações
- NBR 06061 - 1980 - Lesões No TrânsitoDocumento14 páginasNBR 06061 - 1980 - Lesões No TrânsitoPhilippedaSilvaSoutoAinda não há avaliações
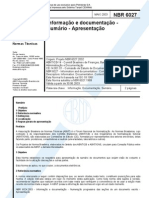
- ABNT NBR 6027 SumárioDocumento2 páginasABNT NBR 6027 SumárioJosé Antonio Meira da Rocha100% (2)
- NBR 05959 - 1980 - Conteiner - Determinaçào Da Resistência A Cargas Sobre o TetoDocumento1 páginaNBR 05959 - 1980 - Conteiner - Determinaçào Da Resistência A Cargas Sobre o TetoapzandonadiAinda não há avaliações
- ABNT NBR 6027 SumárioDocumento2 páginasABNT NBR 6027 SumárioJosé Antonio Meira da Rocha100% (2)
- NBR 6033 Ordem AlfabeticaDocumento5 páginasNBR 6033 Ordem AlfabeticaMarceloHendersonAinda não há avaliações
- NBR 06.031 - 1980 - Correções DatilográficasDocumento2 páginasNBR 06.031 - 1980 - Correções DatilográficasFernando Guimarães FilhoAinda não há avaliações
- NBR 6023 - 2003 - Informação e Documentação - Referências - ElaboraçãoDocumento27 páginasNBR 6023 - 2003 - Informação e Documentação - Referências - ElaboraçãoFábio Nesi DornellesAinda não há avaliações
- ABNT NBR 6027 SumárioDocumento2 páginasABNT NBR 6027 SumárioJosé Antonio Meira da Rocha100% (2)
- NBR 5960 1980 - Conteiner - Determinação Da Resistência A Cargas Sobre o PisoDocumento1 páginaNBR 5960 1980 - Conteiner - Determinação Da Resistência A Cargas Sobre o PisoThalles VariscoAinda não há avaliações
- NBR 06022 - 1994 - Apresentação de Artigos em Publicações PeriódicasDocumento2 páginasNBR 06022 - 1994 - Apresentação de Artigos em Publicações PeriódicasHercilia Raquel MendesAinda não há avaliações
- NBR 06023 - 2000 - Informação e Documentação - Referências - Elaboração PDFDocumento22 páginasNBR 06023 - 2000 - Informação e Documentação - Referências - Elaboração PDFrenandias7Ainda não há avaliações
- NBR 05883 - 1982 - Solda BrandaDocumento12 páginasNBR 05883 - 1982 - Solda BrandaPaulinoAinda não há avaliações
- NBR 05919 - 1989 - FerrotitânioDocumento3 páginasNBR 05919 - 1989 - FerrotitâniocasbyyAinda não há avaliações
- NBR 5980 (Abr 2004) - Embalagem de Papelão Ondulado - ClassificaçãoDocumento63 páginasNBR 5980 (Abr 2004) - Embalagem de Papelão Ondulado - ClassificaçãoYuri Bahia de VasconcelosAinda não há avaliações
- Abnt NBR 6023 Referências Bibliográfica em DocumentosDocumento24 páginasAbnt NBR 6023 Referências Bibliográfica em DocumentosJosé Antonio Meira da Rocha92% (12)
- NBR 5915Documento6 páginasNBR 5915Altieni AlmeidaAinda não há avaliações
- ABNT - NBR 5876 - Roscas - TerminologiaDocumento11 páginasABNT - NBR 5876 - Roscas - TerminologiaRenato JoséAinda não há avaliações
- NBR 05747 - 1989 - Cimento Portland Fotometria de ChamaDocumento5 páginasNBR 05747 - 1989 - Cimento Portland Fotometria de Chamamar_ilha2180Ainda não há avaliações
- NBR 05743 - 1989 - Cimento Portland - Determinação de Perda Ao FogoDocumento3 páginasNBR 05743 - 1989 - Cimento Portland - Determinação de Perda Ao FogoEvelyn MachadoAinda não há avaliações
- NBR 5908Documento11 páginasNBR 5908pedrohcgAinda não há avaliações
- Tutorial Programacao TPW-03Documento13 páginasTutorial Programacao TPW-03José Paulo Ramos Fernandes100% (1)
- A Origem Do RadioDocumento2 páginasA Origem Do RadioCelia EEdilvo SilvaAinda não há avaliações
- RELATÓRIOS DAS AULAS PRÁTICAS - Ensaio Dos MateriaisDocumento47 páginasRELATÓRIOS DAS AULAS PRÁTICAS - Ensaio Dos MateriaisVinicius Eduardo Grigolo100% (9)
- Riscos em Requisitos de Seguranca AplicativoDocumento28 páginasRiscos em Requisitos de Seguranca AplicativoGerailson LopesAinda não há avaliações
- Elaborar Treinamento de SSTDocumento25 páginasElaborar Treinamento de SSTXeiraCuAinda não há avaliações
- Odisseias Voucher H165041016108Documento1 páginaOdisseias Voucher H165041016108Beatriz CruzAinda não há avaliações
- Acesso Pelo Hik-Connect NuvemDocumento9 páginasAcesso Pelo Hik-Connect NuvemErick OliveiraAinda não há avaliações
- Livro Ensilagem Completo BovinoDocumento72 páginasLivro Ensilagem Completo BovinoSimplicio CarvalhoAinda não há avaliações
- Construção edifícios altos método CCBDocumento49 páginasConstrução edifícios altos método CCBDonJuan ModaHomem FredericoWestphalenAinda não há avaliações
- CATÁLOGO Pedagógico - ImpressãoDocumento86 páginasCATÁLOGO Pedagógico - Impressãoalvesdudac2004Ainda não há avaliações
- LivroDocumento109 páginasLivrotgviniciusAinda não há avaliações
- Regimento Interno Condomínio Morada Recanto dos PássarosDocumento18 páginasRegimento Interno Condomínio Morada Recanto dos PássaroseguanabaraAinda não há avaliações
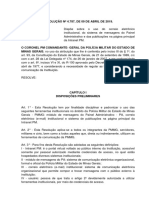
- Regula uso de ferramentas de comunicação na PM de MGDocumento5 páginasRegula uso de ferramentas de comunicação na PM de MGsergio guirra0% (1)
- Cobreq Catálogo Linha Leve GeralDocumento92 páginasCobreq Catálogo Linha Leve GeralLEODECIO BELO DE OLIVEIRAAinda não há avaliações
- LukeDocumento1 páginaLukedaviguilhermesaoresAinda não há avaliações
- Relatório de Arrasamento de Estaca - Pype Rack 09-07Documento1 páginaRelatório de Arrasamento de Estaca - Pype Rack 09-07Eng Fabio DantasAinda não há avaliações
- Direito Do Contencioso Administrativo E TributárioDocumento14 páginasDireito Do Contencioso Administrativo E TributárioMicelesAinda não há avaliações
- História da ciência forense revela pioneiros excêntricosDocumento4 páginasHistória da ciência forense revela pioneiros excêntricoscaningar outroAinda não há avaliações
- Instalações elétricas: potências ativa e reativaDocumento2 páginasInstalações elétricas: potências ativa e reativaCarlos BrandãoAinda não há avaliações
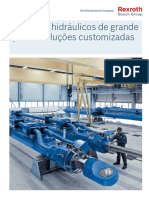
- Cilindros Hidraulicos de Grande Porte Verso Revisada1Documento24 páginasCilindros Hidraulicos de Grande Porte Verso Revisada1Carlos Santos100% (1)
- Ficha de segurança para Flakeglass 500 D - Componente ADocumento10 páginasFicha de segurança para Flakeglass 500 D - Componente ASloane FreitasAinda não há avaliações
- Trocadores de Calor: tipos e aplicaçõesDocumento35 páginasTrocadores de Calor: tipos e aplicaçõesThiago Dias BarbosaAinda não há avaliações
- 85 Segredos Revelados para Seu Instagram Bombar As Vendas para 2021Documento49 páginas85 Segredos Revelados para Seu Instagram Bombar As Vendas para 2021Site para Terapeutas Holísticos100% (1)
- FISPQ 0014069 - Loctite 262Documento7 páginasFISPQ 0014069 - Loctite 262Guilherme SchwartzAinda não há avaliações
- Prática O MOTOR SÍNCRONO E A CORREÇÃO DO FATOR DE POTÊNCIADocumento3 páginasPrática O MOTOR SÍNCRONO E A CORREÇÃO DO FATOR DE POTÊNCIAPaulo HenriqueAinda não há avaliações
- Plano de Aula - Elevador HidráulicoDocumento4 páginasPlano de Aula - Elevador HidráulicoMichele JastrowAinda não há avaliações
- Curso de Investigação Confirmatória - ABEMADocumento37 páginasCurso de Investigação Confirmatória - ABEMATecnohidro Engenharia AmbientalAinda não há avaliações
- Orçamento e Contabilidade Pública - Deusvaldo CarvalhoDocumento392 páginasOrçamento e Contabilidade Pública - Deusvaldo CarvalhoOdnanref Asuos LaelAinda não há avaliações
- Testador de sensores automotivos TSI-2000Documento10 páginasTestador de sensores automotivos TSI-2000Augusto Diego100% (1)
- Resumo Direito AdministrativoDocumento8 páginasResumo Direito AdministrativoGabriel JauchAinda não há avaliações