Você também pode gostar
- Analise Vibração NSKDocumento38 páginasAnalise Vibração NSKMagnoCruz100% (3)
- 3.a Aula - IMFDM - Análise de VibraçõesDocumento52 páginas3.a Aula - IMFDM - Análise de VibraçõesCleber CardozoAinda não há avaliações
- Apostila Módulo 1Documento58 páginasApostila Módulo 1Rodrigo FreitasAinda não há avaliações
- Apoio Análise 1Documento87 páginasApoio Análise 1Willian LimaAinda não há avaliações
- Falha em Engrenamento de Redutor de VelocidadeDocumento7 páginasFalha em Engrenamento de Redutor de Velocidadeielvis souza100% (2)
- Análise de Vibrações Nível 1 (Bosco - Flavio)Documento126 páginasAnálise de Vibrações Nível 1 (Bosco - Flavio)Willian LimaAinda não há avaliações
- Vibração Nivel I - Manuel CaoDocumento29 páginasVibração Nivel I - Manuel CaoPedro RosaAinda não há avaliações
- Material TermografiaDocumento58 páginasMaterial TermografiamlbpreditivaAinda não há avaliações
- Tabela de FrequênciaDocumento94 páginasTabela de FrequênciaDouglas Cristiano ReisAinda não há avaliações
- Análise de Vibrações Mecânicas 2.0Documento29 páginasAnálise de Vibrações Mecânicas 2.0Vanuti MascarenhasAinda não há avaliações
- Estudo de Caso - VibraçãoDocumento69 páginasEstudo de Caso - VibraçãoSidarta TrovãoAinda não há avaliações
- MMTEC - Cases Análise de VibraçãoDocumento10 páginasMMTEC - Cases Análise de VibraçãoDione SilvaAinda não há avaliações
- Balanceamento Dinâmico - FinalDocumento59 páginasBalanceamento Dinâmico - FinalThiago Costa67% (3)
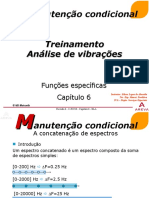
- 06 BR Funções EspecíficasDocumento28 páginas06 BR Funções EspecíficasEverson MaiaAinda não há avaliações
- Artigo o Uso de Órbitas Na Análise de Vibrações de Peneiras VibratóriasDocumento3 páginasArtigo o Uso de Órbitas Na Análise de Vibrações de Peneiras VibratóriasRonivonOliveira100% (1)
- Calculo de FrequenciasDocumento140 páginasCalculo de FrequenciasRICARDO DOS SANTOS DE SOUZAAinda não há avaliações
- 5 - Pós Aprendizado 90 Dias - Análise Vibração Nível I Rev1Documento12 páginas5 - Pós Aprendizado 90 Dias - Análise Vibração Nível I Rev1Marcos Brito100% (1)
- Analise de Falha em Redutor de VelocidadeDocumento42 páginasAnalise de Falha em Redutor de VelocidadeGilson Furtado Souza100% (1)
- Apostila Utfpr Vibracao Mi P1Documento47 páginasApostila Utfpr Vibracao Mi P1Alexsson SantosAinda não há avaliações
- Apostila de Manutenção Preditiva - RevisadoDocumento104 páginasApostila de Manutenção Preditiva - RevisadoGabriel PissolattoAinda não há avaliações
- Analise de Vibracoes em Equipamentos MecDocumento40 páginasAnalise de Vibracoes em Equipamentos MecalexandrelymaAinda não há avaliações
- Curso de Vibrações PetrobrasDocumento42 páginasCurso de Vibrações PetrobrasTiago Ribeiro100% (2)
- FerrografiaDocumento20 páginasFerrografiaFábio RibeiroAinda não há avaliações
- Curso de Análise de Vibração Nível II - 01DB (Reparado)Documento108 páginasCurso de Análise de Vibração Nível II - 01DB (Reparado)Aline AnselmoAinda não há avaliações
- Alarme Padrão Aceleração e DemoduladoDocumento2 páginasAlarme Padrão Aceleração e DemoduladowellingtonAinda não há avaliações
- Análise de VibraçõesDocumento91 páginasAnálise de VibraçõesDeise Tatiana ArgoloAinda não há avaliações
- Aula 14 - Balanceamento de RotoresDocumento34 páginasAula 14 - Balanceamento de RotoresAe Mente100% (1)
- 2.3 - Mancais de Rolamento + Estudo Dirigido IIDocumento47 páginas2.3 - Mancais de Rolamento + Estudo Dirigido IIGeraldo NatanaelAinda não há avaliações
- Análise de Vibração Balanceamento AlinhamentoDocumento52 páginasAnálise de Vibração Balanceamento AlinhamentoSamuel CostaAinda não há avaliações
- MT-002 Análise de Caixas de Engrenagens Rev. 0Documento56 páginasMT-002 Análise de Caixas de Engrenagens Rev. 0Manoel CosmeAinda não há avaliações
- Análise de Falhas - CorreiasDocumento13 páginasAnálise de Falhas - CorreiasGustavo SipiãoAinda não há avaliações
- Análise de Vibração Aula 1Documento17 páginasAnálise de Vibração Aula 1Carlos HenriqueAinda não há avaliações
- Análise de Vibrações CSIDocumento56 páginasAnálise de Vibrações CSILuiz AngeloAinda não há avaliações
- Guia de Analise de Vibração MOBIUSDocumento109 páginasGuia de Analise de Vibração MOBIUSLucio Martins100% (2)
- Análises de Vibrações Mecânicas (CMC 150910)Documento70 páginasAnálises de Vibrações Mecânicas (CMC 150910)Dione Silva100% (2)
- Apostila Analise de Vibração PDFDocumento33 páginasApostila Analise de Vibração PDFFrederico Meireles100% (1)
- Apostila Análise de Vibraçao Nível II - Revisao 1Documento49 páginasApostila Análise de Vibraçao Nível II - Revisao 1Marcio Alves50% (2)
- Curso de Vibraçao em Máquinas Rotativas CrticasDocumento66 páginasCurso de Vibraçao em Máquinas Rotativas Crticasrsleal100% (1)
- Análise de Vibrações No Conjunto Motor Bomba Certrifuga 1Documento82 páginasAnálise de Vibrações No Conjunto Motor Bomba Certrifuga 1Sérgio SoaresAinda não há avaliações
- Lubrificação Erros Na Lubrificação Industrial CDocumento19 páginasLubrificação Erros Na Lubrificação Industrial CTricolorAinda não há avaliações
- Envelope de Aceleração. Evite-O!Documento4 páginasEnvelope de Aceleração. Evite-O!LuisSilvaAinda não há avaliações
- Balanceamento de RotoresDocumento12 páginasBalanceamento de RotoresHebert Coutinho100% (1)
- Equipamento Dinamico - Vibrações Parte 1Documento34 páginasEquipamento Dinamico - Vibrações Parte 1alrbatistaAinda não há avaliações
- Monitoramento On-Line de VibraçõesDocumento31 páginasMonitoramento On-Line de VibraçõesEdward Allyson Caricio de MenezesAinda não há avaliações
- Vibrações de Maquinas Ruben FernandesDocumento4 páginasVibrações de Maquinas Ruben FernandesWant3d StrikeAinda não há avaliações
- Análise de Vibração Relatório Técnico 0119Documento17 páginasAnálise de Vibração Relatório Técnico 0119Cesar SampaioAinda não há avaliações
- Curso de Análise de Vibração RDocumento5 páginasCurso de Análise de Vibração RLourismar VicenteAinda não há avaliações
- Análise de Vibração-Inversor de FreqDocumento4 páginasAnálise de Vibração-Inversor de FreqSamuel CostaAinda não há avaliações
- Aula 12 Vibrações Mecânicas - 2021 - 2 Tecnicas-de-Analise-de-VibracoesDocumento80 páginasAula 12 Vibrações Mecânicas - 2021 - 2 Tecnicas-de-Analise-de-VibracoesMarcos Freitas100% (1)
- 6 - Manutenção PreditivaDocumento43 páginas6 - Manutenção PreditivaAntonio Takeshi100% (1)
- VibracaoDocumento45 páginasVibracaoFábio Figueiredo100% (1)
- 6) Vibração IIDocumento122 páginas6) Vibração IIJuliana Queiroz100% (1)
- Manutenção Preditiva - ConceitosDocumento42 páginasManutenção Preditiva - ConceitosMarcelo Rodrigues100% (2)
- Análise de Vibrações - Principais Defeitos LLKDocumento57 páginasAnálise de Vibrações - Principais Defeitos LLKPedro HenriqueAinda não há avaliações
- Tipos de Espectros e DiagnósticosDocumento42 páginasTipos de Espectros e DiagnósticosGleycon PereiraAinda não há avaliações
- Tipos de ManutençãoDocumento7 páginasTipos de ManutençãoWilliam SilvaAinda não há avaliações
- Manutenção PreditivaDocumento25 páginasManutenção PreditivaJarbas GuedesAinda não há avaliações
- Manutençao Preditiva - Monitoramento de EquipamentosDocumento9 páginasManutençao Preditiva - Monitoramento de EquipamentosSylvio AugustoAinda não há avaliações
- Aula 11 Vibrações Mecânicas - 2021 - 2 Tecnicas-de-Analise-de-VibracoesDocumento59 páginasAula 11 Vibrações Mecânicas - 2021 - 2 Tecnicas-de-Analise-de-VibracoesMarcos FreitasAinda não há avaliações
- Interpretacao de Texto Viagem A Grecia 6º Ano WordDocumento2 páginasInterpretacao de Texto Viagem A Grecia 6º Ano WordSirleia Lima100% (2)
- 2 - Análise e Interpretação Do Certificado de Calibração - Incerteza de Medição - Portal ActionDocumento19 páginas2 - Análise e Interpretação Do Certificado de Calibração - Incerteza de Medição - Portal ActionAri CleciusAinda não há avaliações
- Referenciais EducacionaisDocumento39 páginasReferenciais EducacionaisEloana GomesAinda não há avaliações
- O OPERÁRIO EM CONSTRUÇÃO - Vinicius de Moraes (Impressão)Documento4 páginasO OPERÁRIO EM CONSTRUÇÃO - Vinicius de Moraes (Impressão)Resigno Lucas Fortuna NetoAinda não há avaliações
- TdahDocumento150 páginasTdahBárbara Caroline MacedoAinda não há avaliações
- A Reencarnação No EvangelhoDocumento171 páginasA Reencarnação No EvangelhoRobson Rufino100% (1)
- TIRIBA - Modos de Vida e Modos de Producao Da Existencia - Ensaio TeoricoDocumento13 páginasTIRIBA - Modos de Vida e Modos de Producao Da Existencia - Ensaio TeoricoShirleide MarquesAinda não há avaliações
- Suzana Wesley Uma Mãe Segundo o Coração de DeusDocumento13 páginasSuzana Wesley Uma Mãe Segundo o Coração de DeusJosé Ildo Swartele de Mello91% (11)
- Mdiação Empresarial No BrasilDocumento12 páginasMdiação Empresarial No BrasilElton ChavesAinda não há avaliações
- ESCRITOSESOTÉRICOSDocumento24 páginasESCRITOSESOTÉRICOSelaineestrela50% (2)
- Enteógenos BíblicosDocumento23 páginasEnteógenos Bíblicosrcunha35Ainda não há avaliações
- Resenha de "O Ramo de Ouro"Documento3 páginasResenha de "O Ramo de Ouro"Sidney Junior100% (2)
- Teste Teorias 2014 2015 1º SemestreDocumento1 páginaTeste Teorias 2014 2015 1º SemestremateusamorimdavidAinda não há avaliações
- Influências de Pestalozzi, Froebel e Herbart : Aprendendo A Ser Professor (A) No Século XIX: AlgumasDocumento16 páginasInfluências de Pestalozzi, Froebel e Herbart : Aprendendo A Ser Professor (A) No Século XIX: AlgumasjortemartaAinda não há avaliações
- Política Criminal e Direito Penal - Prof. Dr. Juarez Cirino Dos SantosDocumento22 páginasPolítica Criminal e Direito Penal - Prof. Dr. Juarez Cirino Dos SantosLucas Vaz100% (1)
- Capelania HospitalarDocumento43 páginasCapelania HospitalarPedro FerrariAinda não há avaliações
- Espaço, Ciberespaço, HiperespaçoDocumento12 páginasEspaço, Ciberespaço, HiperespaçosueflaneAinda não há avaliações
- Atuação Do Enfermeiro Na Saúde Do TrabalhadorDocumento17 páginasAtuação Do Enfermeiro Na Saúde Do TrabalhadorJosé Evangelista DamascenoAinda não há avaliações
- Tese Universitária Sobre o Livre-ArbítrioDocumento113 páginasTese Universitária Sobre o Livre-Arbítrioal29491Ainda não há avaliações
- Homem Interior - E.w.kenyonDocumento6 páginasHomem Interior - E.w.kenyonjorge100% (6)
- Não Vos Conformeis Com Este Mundo!Documento7 páginasNão Vos Conformeis Com Este Mundo!Rev. Alcenir Oliveira, MDiv, MBA, BBA & BPAAinda não há avaliações
- Ling. Verbal 6º AnoDocumento1 páginaLing. Verbal 6º AnoalineraquelfAinda não há avaliações
- Ponto CriticoDocumento14 páginasPonto CriticoPedro MachadoAinda não há avaliações
- Piscologia Transpessoal e EspiritualidadeDocumento70 páginasPiscologia Transpessoal e EspiritualidadeWanderlei GC100% (3)
- Os Deuses EgÍpciosDocumento10 páginasOs Deuses EgÍpciosvictormsmoraes100% (1)
- A Ciência Pensa?Documento5 páginasA Ciência Pensa?danislei_profbioAinda não há avaliações
- Prevenção em Atenção Primária À SaúdeDocumento27 páginasPrevenção em Atenção Primária À Saúdeenfglauco100% (10)
- Apostila 1 - Introdução IHCDocumento13 páginasApostila 1 - Introdução IHCDiogo RibeiroAinda não há avaliações
- Anexo VI Lista Competências Assistente TécnicoDocumento6 páginasAnexo VI Lista Competências Assistente TécnicoPedro Nuno SantosAinda não há avaliações
- Saga Das Ilhas Brilhantes 1 - O Filho de Thor - Juliet Marillier PDFDocumento230 páginasSaga Das Ilhas Brilhantes 1 - O Filho de Thor - Juliet Marillier PDFChane SantosAinda não há avaliações