Você também pode gostar
- Fundição É Um Processo Metalúrgico de Fabricação Onde Um Metal Ou Liga MetálicaDocumento6 páginasFundição É Um Processo Metalúrgico de Fabricação Onde Um Metal Ou Liga MetálicaMelanie SanchezAinda não há avaliações
- FundiçãoDocumento58 páginasFundiçãoJose MatosAinda não há avaliações
- Processos de Fabricação em FundiçãoDocumento53 páginasProcessos de Fabricação em FundiçãolucasAinda não há avaliações
- Trabalho Fundição em Areia - CorretoDocumento13 páginasTrabalho Fundição em Areia - CorretoFABI-SBAinda não há avaliações
- Aulas 12 e 3 Fundic3a7c3a3o Fagner3Documento53 páginasAulas 12 e 3 Fundic3a7c3a3o Fagner3José Luis MouraAinda não há avaliações
- Lista 1 Anna Celia Maggi e Breno LeonhardtDocumento5 páginasLista 1 Anna Celia Maggi e Breno LeonhardtRodrigo Justi100% (1)
- 2022 2 LSJ FundiçãoDocumento91 páginas2022 2 LSJ FundiçãoLaraAinda não há avaliações
- Questoes Leo - FundiçãoDocumento3 páginasQuestoes Leo - FundiçãoLéo L. LodoAinda não há avaliações
- Exercicios - FundiçãoDocumento3 páginasExercicios - FundiçãoRenata ThebaldiAinda não há avaliações
- Exercicios - FundiçãoDocumento3 páginasExercicios - FundiçãoRenata Thebaldi100% (1)
- TEXTO APOIO - Tecnologias de FundicaoDocumento161 páginasTEXTO APOIO - Tecnologias de Fundicaothejayv24Ainda não há avaliações
- Processo de Fundição em Casca e CoquilhaDocumento12 páginasProcesso de Fundição em Casca e CoquilhaMatheus JoséAinda não há avaliações
- Tecnologia de Fundição Relatório Trabalho 1Documento35 páginasTecnologia de Fundição Relatório Trabalho 1marcelocrqr100% (1)
- Aulas FundiçãoDocumento146 páginasAulas FundiçãoElenilson SampaioAinda não há avaliações
- Aula 2 Processo de FundicaoDocumento70 páginasAula 2 Processo de FundicaoThiago O PontesAinda não há avaliações
- 2-Aula de FundiçãoDocumento16 páginas2-Aula de FundiçãoRafael Da Silva AlvesAinda não há avaliações
- Revisão FundiçãoDocumento9 páginasRevisão FundiçãoLuís OtávioAinda não há avaliações
- Processos de FundiçãoDocumento28 páginasProcessos de FundiçãoPedro Paulo BoteonAinda não há avaliações
- Aula de Processos de FabricaçãoDocumento72 páginasAula de Processos de FabricaçãoGeovana Pires Araujo LimaAinda não há avaliações
- FundicãoDocumento15 páginasFundicãowagnercpcAinda não há avaliações
- Processo de Fabricação Por MetalurgiaDocumento74 páginasProcesso de Fabricação Por MetalurgialndpiAinda não há avaliações
- ApostilaDocumento155 páginasApostilaFilipe AzevedoAinda não há avaliações
- Moldes de Areia Seca e ÚmidaDocumento3 páginasMoldes de Areia Seca e ÚmidaJoão Victor MeloAinda não há avaliações
- Fundição IIDocumento110 páginasFundição IIRicardo DiasAinda não há avaliações
- Apostila Tecnologia Mecanica IIIDocumento31 páginasApostila Tecnologia Mecanica IIISouza ArtsAinda não há avaliações
- Fundição 2017 + Areia Verde + OutrosDocumento132 páginasFundição 2017 + Areia Verde + OutrosAdonias de Oliveira100% (2)
- FundiçãoDocumento2 páginasFundiçãoPiero FioriAinda não há avaliações
- Aula Fundição SENAI 1Documento48 páginasAula Fundição SENAI 1thiago48100% (5)
- Apostila de FundicaoDocumento51 páginasApostila de Fundicao9060086100% (2)
- Relatório Moldagem PlenaDocumento15 páginasRelatório Moldagem PlenaRafael FariaAinda não há avaliações
- Monografia Sobre FundiçãoDocumento16 páginasMonografia Sobre FundiçãoFabiano AmorimAinda não há avaliações
- Lista 01 Processo de Fabricação BDocumento14 páginasLista 01 Processo de Fabricação BJoão Enrique Leão GaspariniAinda não há avaliações
- Aula 2 Processo de FundicaoDocumento35 páginasAula 2 Processo de FundicaoRaquel RochaAinda não há avaliações
- Questionario de SoldaDocumento41 páginasQuestionario de Soldaclaudiosachetto50% (2)
- Relatório Jurandir 20.05Documento12 páginasRelatório Jurandir 20.05Luis EduardoAinda não há avaliações
- Prova AS ViniDocumento26 páginasProva AS ViniVinícius GiacomolliAinda não há avaliações
- Processamento de Materiais Metálicos - FUNDIÇÃODocumento96 páginasProcessamento de Materiais Metálicos - FUNDIÇÃOMarília RosatoAinda não há avaliações
- Fundição Moldagem em Areia VerdeDocumento14 páginasFundição Moldagem em Areia VerdeWilliam Sena CarvalhoAinda não há avaliações
- FundiçãoDocumento49 páginasFundiçãoricardomarjrAinda não há avaliações
- FUNDIÇÃO DE PRECISÃO - Tópicos FeEDocumento11 páginasFUNDIÇÃO DE PRECISÃO - Tópicos FeEAnatólio MacárioAinda não há avaliações
- Relatorio FundiçãoDocumento15 páginasRelatorio Fundiçãomarcelo_shinitiAinda não há avaliações
- ResumoDocumento5 páginasResumoBrunoAinda não há avaliações
- AULA 1 e 2 - Processos de FundiçãoDocumento23 páginasAULA 1 e 2 - Processos de FundiçãoThiago AfonsoAinda não há avaliações
- Fluidez de Metais LíquidosDocumento7 páginasFluidez de Metais LíquidosAristides ReisAinda não há avaliações
- Fundição e Seus Processos e VariaveisDocumento21 páginasFundição e Seus Processos e VariaveislucasAinda não há avaliações
- Processamento Dos MateriaisDocumento226 páginasProcessamento Dos MateriaisÉrikinha CristinaAinda não há avaliações
- SinterizaçãoDocumento57 páginasSinterizaçãozmariogomesAinda não há avaliações
- Fundição ApresentaçãoDocumento32 páginasFundição ApresentaçãoMarceloPintoRibeiroFilho50% (2)
- Trabalho TaizeDocumento11 páginasTrabalho TaizeNANCY AGUILARTEAinda não há avaliações
- Corrosão e Proteção dos MateriaisNo EverandCorrosão e Proteção dos MateriaisNota: 5 de 5 estrelas5/5 (1)
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Apontamentos de Transportadores - 31 - 07 - 2018-2Documento62 páginasApontamentos de Transportadores - 31 - 07 - 2018-2Juvencio SobranoAinda não há avaliações
- 3cabosdeao 140918224000 Phpapp02Documento13 páginas3cabosdeao 140918224000 Phpapp02Juliano André PetryAinda não há avaliações
- Ligações Por Pressão Ou Por ApertoDocumento5 páginasLigações Por Pressão Ou Por ApertoAnatólio MacárioAinda não há avaliações
- 2022 - Zaide, Faidate ÁssuimoDocumento67 páginas2022 - Zaide, Faidate ÁssuimoAnatólio MacárioAinda não há avaliações
- Aula 2 - Ligacao Por RebiteDocumento70 páginasAula 2 - Ligacao Por RebiteAnatólio MacárioAinda não há avaliações
- Aula 1 - Processos de FabricoDocumento15 páginasAula 1 - Processos de FabricoAnatólio MacárioAinda não há avaliações
- Aula 3 - Ligacao Por ColagemDocumento21 páginasAula 3 - Ligacao Por ColagemAnatólio MacárioAinda não há avaliações
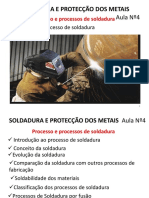
- Aula 4 - Introducao A SoldaduraDocumento61 páginasAula 4 - Introducao A SoldaduraAnatólio MacárioAinda não há avaliações
- Aula 5 - Fontes de Alimentacao de Soldadura Por ArcoDocumento132 páginasAula 5 - Fontes de Alimentacao de Soldadura Por ArcoAnatólio MacárioAinda não há avaliações
- Fornos e Equipamentos de FusãoDocumento40 páginasFornos e Equipamentos de FusãoAnatólio MacárioAinda não há avaliações
- Aula Protecção Com RecubrimentoDocumento81 páginasAula Protecção Com RecubrimentoAnatólio MacárioAinda não há avaliações
- FUNDIÇÃO DE PRECISÃO - Tópicos FeEDocumento11 páginasFUNDIÇÃO DE PRECISÃO - Tópicos FeEAnatólio MacárioAinda não há avaliações
- Moldação À Máquina e GitagemDocumento24 páginasMoldação À Máquina e GitagemAnatólio MacárioAinda não há avaliações
- Fundamentos Do Biomagnetismo MedicinalDocumento33 páginasFundamentos Do Biomagnetismo MedicinalJulaniAinda não há avaliações
- História 6° ANoDocumento3 páginasHistória 6° ANoGabriel Rodrigues de OliveiraAinda não há avaliações
- Processamento de Linguagem Natural - Aula 14 - Aprendizado BayesianoDocumento24 páginasProcessamento de Linguagem Natural - Aula 14 - Aprendizado BayesianoQualidadeSidertecnicAinda não há avaliações
- A Carência Afetiva E Os Reflexos Na Vida Adulta: Orientadora: Amanda Castilho Data: 05/12/2022 Salvador, BahiaDocumento26 páginasA Carência Afetiva E Os Reflexos Na Vida Adulta: Orientadora: Amanda Castilho Data: 05/12/2022 Salvador, BahiaViviane GomesAinda não há avaliações
- TCC Lucas FINALv4Documento83 páginasTCC Lucas FINALv4Fabiano José Fernandes RodriguesAinda não há avaliações
- IP ProvasAfericao 5ano 2017Documento62 páginasIP ProvasAfericao 5ano 2017José SousaAinda não há avaliações
- Interações Com Pequenos Animais e o Ensino de Ciências Na Educação InfantilDocumento6 páginasInterações Com Pequenos Animais e o Ensino de Ciências Na Educação InfantilNicia Regina OgawaAinda não há avaliações
- 1634678277anais I Congresso Internacional Novas Abordagens em Sade Mental Infantil 1Documento8 páginas1634678277anais I Congresso Internacional Novas Abordagens em Sade Mental Infantil 1Leandro SaldanhaAinda não há avaliações
- + Esperto Que o DiaboDocumento5 páginas+ Esperto Que o DiaboGabriel Modesto Deraldo100% (1)
- TABELA 07 - DIMENSIONAMENTO PARA UNIDADES CONSUMIDORAS Bifasicas e MonofasicasDocumento1 páginaTABELA 07 - DIMENSIONAMENTO PARA UNIDADES CONSUMIDORAS Bifasicas e MonofasicasLuan SilvaAinda não há avaliações
- Design Cultural: IntroduçãoDocumento54 páginasDesign Cultural: IntroduçãoDicas de FabyAinda não há avaliações
- Monografia Final Sara Gonzalez MoronDocumento62 páginasMonografia Final Sara Gonzalez MoronThomas AraujoAinda não há avaliações
- Fisiologia 1Documento17 páginasFisiologia 1Bernardo VasconcelosAinda não há avaliações
- Manual ACO - 2021-2 - EAD - SemiDocumento9 páginasManual ACO - 2021-2 - EAD - SemiBruna BiscalchinAinda não há avaliações
- Diario de Um Garoto ElasticoDocumento68 páginasDiario de Um Garoto ElasticoValdenir MoraisAinda não há avaliações
- Estudo Template Inventario Dados PessoaisDocumento33 páginasEstudo Template Inventario Dados PessoaisGilberto LimaAinda não há avaliações
- AULA 02 - DidáticaDocumento4 páginasAULA 02 - DidáticaAline Goulart SchneiderAinda não há avaliações
- PS100 Dados TecnicosDocumento1 páginaPS100 Dados Tecnicosdiogo_airjAinda não há avaliações
- Catalogo Plug inDocumento2 páginasCatalogo Plug inValdemarAinda não há avaliações
- Indutores Acoplados e Indutância MútuaDocumento15 páginasIndutores Acoplados e Indutância Mútuaivan bragaAinda não há avaliações
- Morgana e Charles - Giselle TrindadeDocumento240 páginasMorgana e Charles - Giselle TrindadeMagal SantosAinda não há avaliações
- Texto 5 - Familia Violenta Teoria EcologicaDocumento14 páginasTexto 5 - Familia Violenta Teoria Ecologicanegro2sterAinda não há avaliações
- Prof +Tine+-+NO+MUNDO+DA+MATEMÁTICADocumento168 páginasProf +Tine+-+NO+MUNDO+DA+MATEMÁTICA210216 NICOLLE NOGUEIRA LIMAAinda não há avaliações
- Apostila de Lei Do Inquilinato AtualizadaDocumento23 páginasApostila de Lei Do Inquilinato AtualizadaWickeniAinda não há avaliações
- Ebook Patagônia de CarroDocumento29 páginasEbook Patagônia de CarroAlessander MarcondesAinda não há avaliações
- Cabeamento Agronave Ages Full Rev59Documento167 páginasCabeamento Agronave Ages Full Rev59cleber100% (2)
- Manual Ispindel-1 PDFDocumento19 páginasManual Ispindel-1 PDFTiro de Guerra 02-036Ainda não há avaliações
- Métodos Topográficos para o Cálculo de Área e Volumes PDFDocumento22 páginasMétodos Topográficos para o Cálculo de Área e Volumes PDFAlexandre Justino Nhanombe0% (1)
- Filo-Socio AdaptaçãoDocumento19 páginasFilo-Socio AdaptaçãoMarcos TAd RodAinda não há avaliações
- Amostra Da Compatibilidade Védica PDFDocumento8 páginasAmostra Da Compatibilidade Védica PDFAbraao Zuza CostaAinda não há avaliações