Você também pode gostar
- Ficha de Trabalho 1 - Medição em QuímicaDocumento3 páginasFicha de Trabalho 1 - Medição em Químicapr6w5wnhg8Ainda não há avaliações
- Dimensionamento Do Fator de Segurança de Parafusos em Um Reservatório CilindricoDocumento8 páginasDimensionamento Do Fator de Segurança de Parafusos em Um Reservatório CilindricoJessica BrumAinda não há avaliações
- Relatório 4Documento4 páginasRelatório 4Ramon CésarAinda não há avaliações
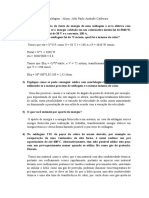
- Atividade Metalurgia Da Soldagem - Aluno - João Paulo Andrade CalderaroDocumento4 páginasAtividade Metalurgia Da Soldagem - Aluno - João Paulo Andrade CalderaroJoão Paulo AndradeAinda não há avaliações
- 3º Relatório Física IVDocumento11 páginas3º Relatório Física IVLucas Mateus da Silva LopesAinda não há avaliações
- Relatório de Física IIDocumento9 páginasRelatório de Física IIVitim FerreiraAinda não há avaliações
- Lista 1Documento4 páginasLista 1Harrison SoaresAinda não há avaliações
- Relatório - Determinação Da Curva Tensão-Deformação para Uma Aço 1020 (E Outros)Documento9 páginasRelatório - Determinação Da Curva Tensão-Deformação para Uma Aço 1020 (E Outros)F H RAinda não há avaliações
- Relatório 2 - Condutividade Térmica Do CobreDocumento11 páginasRelatório 2 - Condutividade Térmica Do CobreIgor SantosAinda não há avaliações
- Relatório 6 - Dilatação Linear de Solidos - Data 21-10-2011Documento10 páginasRelatório 6 - Dilatação Linear de Solidos - Data 21-10-2011Levy AlvarengaAinda não há avaliações
- Ensaio Da Tracção de Filmes Poliméricos FinosDocumento9 páginasEnsaio Da Tracção de Filmes Poliméricos FinosRuiGonçalvesAinda não há avaliações
- Galoa Proceedings CBCFD 2018 83954Documento4 páginasGaloa Proceedings CBCFD 2018 83954Talita SousaAinda não há avaliações
- Relatório - Materiais de Construção Civil (G2)Documento8 páginasRelatório - Materiais de Construção Civil (G2)Wallas Borges100% (1)
- Lab. Física Térmica - Dilatação Térmica de Metais (Experimento 6) PRONTODocumento5 páginasLab. Física Térmica - Dilatação Térmica de Metais (Experimento 6) PRONTOLucas CoutoAinda não há avaliações
- AULA 08 - RELATÓRIO Físoca XP IIIDocumento12 páginasAULA 08 - RELATÓRIO Físoca XP IIIAline CunhaAinda não há avaliações
- Relatório Prática1 InstrumentacaoooDocumento10 páginasRelatório Prática1 InstrumentacaoooBruno RenanAinda não há avaliações
- Relatório Sobre ResistividadeDocumento15 páginasRelatório Sobre ResistividadeRafaelly SousaAinda não há avaliações
- Dimensionamento de Barramentos RígidosDocumento6 páginasDimensionamento de Barramentos RígidosbrunoscarpaAinda não há avaliações
- Alimentador de Chapas para Ferramentas de EstampoDocumento21 páginasAlimentador de Chapas para Ferramentas de Estampocosma santosAinda não há avaliações
- Relatorio 7 - Dilatação Termica - Joey Alan de Freitas Solis - 515182Documento10 páginasRelatorio 7 - Dilatação Termica - Joey Alan de Freitas Solis - 515182joey alan de freitas solis de freitas solisAinda não há avaliações
- Relatório de Física Experimental III - Campo MagnéticoDocumento9 páginasRelatório de Física Experimental III - Campo MagnéticoBárbaraAinda não há avaliações
- Projeto Clipe de PapelDocumento7 páginasProjeto Clipe de PapelAnanias Sousa Goes NetoAinda não há avaliações
- Exercícios Aulão de CTMDocumento13 páginasExercícios Aulão de CTMKau� Kazuo KuboAinda não há avaliações
- Dilatação Termica Equipe EDocumento5 páginasDilatação Termica Equipe EBrenda SilvaAinda não há avaliações
- Relatorio 7Documento10 páginasRelatorio 7arthur.bernardiAinda não há avaliações
- Relatório - Resistividade em Fios MetálicosDocumento5 páginasRelatório - Resistividade em Fios MetálicosLorran PegorettiAinda não há avaliações
- Relatório - Segunda Lei de Ohm!Documento12 páginasRelatório - Segunda Lei de Ohm!Laylla MartinsAinda não há avaliações
- Relatório de Dilatação Linear - OKDocumento4 páginasRelatório de Dilatação Linear - OKBruna RolimAinda não há avaliações
- Dimensionamento de Barra Estabilizadora de Protótipo BAJA-SAEDocumento12 páginasDimensionamento de Barra Estabilizadora de Protótipo BAJA-SAEHenrique Lehr SistoAinda não há avaliações
- HDTDocumento15 páginasHDTJ. GirotoAinda não há avaliações
- 7° RelatórioDocumento6 páginas7° RelatórioFábio RenanAinda não há avaliações
- Relatório de Equipamentos - AterramentoDocumento7 páginasRelatório de Equipamentos - AterramentoMaurilio Quirino Da Silva FilhoAinda não há avaliações
- Relatório Coeficiente de Dilatação LinearDocumento11 páginasRelatório Coeficiente de Dilatação LinearRafael HidekiAinda não há avaliações
- Roteiro-Flexão em Vigas - Flávio - João - MarceloDocumento5 páginasRoteiro-Flexão em Vigas - Flávio - João - MarceloFlavioFelicioAinda não há avaliações
- Dimensionamento de Treliça de Madeira - v2Documento16 páginasDimensionamento de Treliça de Madeira - v2Júlia Lins100% (2)
- 2134 6064 1 PBDocumento5 páginas2134 6064 1 PBManololoAinda não há avaliações
- Relatório 1 RADIAÇÃO DE STEFAN BOLTZMANN RailsonDocumento8 páginasRelatório 1 RADIAÇÃO DE STEFAN BOLTZMANN RailsonRailson MarquesAinda não há avaliações
- Estudo Dirigido - Ensaio de Tração: InstruçõesDocumento13 páginasEstudo Dirigido - Ensaio de Tração: InstruçõesArthur Freitas100% (1)
- M04 - A01 - Laudo de Medição de AterramentoDocumento12 páginasM04 - A01 - Laudo de Medição de AterramentoDhunay LimaAinda não há avaliações
- Relatório 8 (Resistores e Ohmímetro Virtual)Documento14 páginasRelatório 8 (Resistores e Ohmímetro Virtual)Victoria Emily SousaAinda não há avaliações
- 10 Ficha Trabalho 40 ALF Dominio 3 PDFDocumento9 páginas10 Ficha Trabalho 40 ALF Dominio 3 PDFIecjs BwgiAinda não há avaliações
- Relatório 2 Thevenin e NortonDocumento17 páginasRelatório 2 Thevenin e NortonFelipe Bizio100% (1)
- Laboratório 3 - FISEXP IIDocumento6 páginasLaboratório 3 - FISEXP IIDaniel De LimaAinda não há avaliações
- Prática 01 - Lei de OhmDocumento4 páginasPrática 01 - Lei de OhmJosé IltonAinda não há avaliações
- Transferência de Calor 1Documento5 páginasTransferência de Calor 1Edson MarçalAinda não há avaliações
- Simulação Ensaio de Tração UniaxialDocumento4 páginasSimulação Ensaio de Tração UniaxialRui CostaAinda não há avaliações
- Relatório Pratico de Estrutura de AçoDocumento10 páginasRelatório Pratico de Estrutura de AçoIkaro PinheiroAinda não há avaliações
- Relatorio 6Documento9 páginasRelatorio 6arthur.bernardiAinda não há avaliações
- Laboratório 4 - CompressãoDocumento12 páginasLaboratório 4 - CompressãoLacri EllenAinda não há avaliações
- UntitledDocumento8 páginasUntitledMATHEUS MENDES SEVERINOAinda não há avaliações
- Relatorio f329Documento16 páginasRelatorio f329Bruna MachadoAinda não há avaliações
- Vinicius Reis - Relatrio de Mquinas II - T04Documento8 páginasVinicius Reis - Relatrio de Mquinas II - T04Vinicius MirandaAinda não há avaliações
- Prática 10 OhmímetroDocumento7 páginasPrática 10 OhmímetroAthila LimaAinda não há avaliações
- Pêndulos Simples e FísicoDocumento11 páginasPêndulos Simples e FísicowillameAinda não há avaliações
- Universidade Federal Do Triângulo Mineiro Instituto de Ciências Tecnológicas E ExatasDocumento6 páginasUniversidade Federal Do Triângulo Mineiro Instituto de Ciências Tecnológicas E ExatasEdson MarçalAinda não há avaliações
- Trabalho Grupo 22 - Dimensionamento de CorreiaDocumento11 páginasTrabalho Grupo 22 - Dimensionamento de CorreiaGustavo HenriqueAinda não há avaliações
- Experimento 09Documento9 páginasExperimento 09IGOR ARAUJO DE MATTOSAinda não há avaliações
- Lendo A Temperatura De Um Termopar Com O Max6675 Usando O Pic Programado No Xc8No EverandLendo A Temperatura De Um Termopar Com O Max6675 Usando O Pic Programado No Xc8Ainda não há avaliações
- Lendo A Temperatura De Um Termopar No Lcd Com O Max6675 Usando O Pic Programado No Xc8No EverandLendo A Temperatura De Um Termopar No Lcd Com O Max6675 Usando O Pic Programado No Xc8Ainda não há avaliações
- Resenha - Como As Palvras Se Organizam em ClassesDocumento3 páginasResenha - Como As Palvras Se Organizam em ClassesRoberto BatistaAinda não há avaliações
- LeiDocumento1 páginaLeiMaykel A. CampestriniAinda não há avaliações
- Agente - Administrativo 2022Documento13 páginasAgente - Administrativo 2022THAINÁAinda não há avaliações
- Sumário: Prefeitura Municipal de BrumadoDocumento27 páginasSumário: Prefeitura Municipal de BrumadoTaliane Neris TeixeiraAinda não há avaliações
- BADIOU, Alain. em Busca Do Real Perdido. Belo Horizonte - Autêntica, 2017Documento34 páginasBADIOU, Alain. em Busca Do Real Perdido. Belo Horizonte - Autêntica, 2017Alberto PucheuAinda não há avaliações
- Manual Orientacao Educacao Integral Nº20 - 2011 - Mais Educação - PDDEDocumento51 páginasManual Orientacao Educacao Integral Nº20 - 2011 - Mais Educação - PDDELUIS CLAUDIO DOS SANTOS FERREIRAAinda não há avaliações
- Curso de Oratória 1 EbookDocumento28 páginasCurso de Oratória 1 EbookRafael100% (2)
- Anton Tchekhov - Contos - Vol. IX (Ed. Relógio D'Água, Portugal)Documento235 páginasAnton Tchekhov - Contos - Vol. IX (Ed. Relógio D'Água, Portugal)Lucas NunesAinda não há avaliações
- Template A5Documento22 páginasTemplate A5Andressa LimaAinda não há avaliações
- Peticao Indenizacão - ConsórcioDocumento5 páginasPeticao Indenizacão - ConsórcioSilvio Batista0% (1)
- EPRi30 Pesquisa OperacionalDocumento9 páginasEPRi30 Pesquisa OperacionalErick SoaresAinda não há avaliações
- Aula 053 - Auditoria de Estimativas ContábeisDocumento45 páginasAula 053 - Auditoria de Estimativas ContábeisAlex MarquesAinda não há avaliações
- Contrato de Confecção de Web SiteDocumento3 páginasContrato de Confecção de Web SitePaulo Cesar Benjamin JuniorAinda não há avaliações
- ROTEIRO DE CERIMONIAL DE COLACAO DE GRAU e FORMATURA COLETIVAS PDFDocumento3 páginasROTEIRO DE CERIMONIAL DE COLACAO DE GRAU e FORMATURA COLETIVAS PDFSimone Mello IIAinda não há avaliações
- Nova Nicolândia - IngressosDocumento1 páginaNova Nicolândia - IngressosSolange SakamotoAinda não há avaliações
- 216Documento3 páginas216Mário AlvesAinda não há avaliações
- Renner 0305Documento42 páginasRenner 0305Kaype AbreuAinda não há avaliações
- Exercícios Orações Subordinadas SubstantivasDocumento3 páginasExercícios Orações Subordinadas SubstantivasGabriela DuarteAinda não há avaliações
- Os Orixas e Sua Conexao Com Os Filhos-De-Santo Na Cidade deDocumento63 páginasOs Orixas e Sua Conexao Com Os Filhos-De-Santo Na Cidade deRejane Souza Souza0% (1)
- Louvor 2 (Festa Julho)Documento1 páginaLouvor 2 (Festa Julho)Hernan cardosoAinda não há avaliações
- Agenda21 e Carta Da Terra GadottiDocumento6 páginasAgenda21 e Carta Da Terra GadottiLuciana Nobrega Guarani Kaiowá0% (1)
- Os Frutos Do Espírito Dinâmica para JovensDocumento15 páginasOs Frutos Do Espírito Dinâmica para Jovensmarjorie samuel romero4567Ainda não há avaliações
- Como Fazer o Cálculo de DipironaDocumento3 páginasComo Fazer o Cálculo de DipironaCláudia Maria Ferreira ReisAinda não há avaliações
- O Homem Que Nasceu Postumo - Mario Ferreira Dos SantosDocumento167 páginasO Homem Que Nasceu Postumo - Mario Ferreira Dos SantosMurilo O. BarbosaAinda não há avaliações
- Interpretações Sobre o Reino de DeusDocumento2 páginasInterpretações Sobre o Reino de DeusEdnajanAinda não há avaliações
- Albieri, ThaisdeMattos DDocumento328 páginasAlbieri, ThaisdeMattos DSilvia CobeloAinda não há avaliações
- Energia SustentavelDocumento1 páginaEnergia Sustentaveljipay76231Ainda não há avaliações
- SATORI - Aula 4 - Material PDFDocumento5 páginasSATORI - Aula 4 - Material PDFWesley LacerdaAinda não há avaliações
- Análise Do Livro de Jonas - TrabalhoDocumento38 páginasAnálise Do Livro de Jonas - TrabalhoEdvaldo AraújoAinda não há avaliações
- O Príncipe Desencantado Texto Narrativo e Com Leitura DramáticaDocumento2 páginasO Príncipe Desencantado Texto Narrativo e Com Leitura DramáticaTassia Dias ParanhosAinda não há avaliações