Você também pode gostar
- Aula 1 - Introdução À Usinagem Por AbrasãoDocumento132 páginasAula 1 - Introdução À Usinagem Por AbrasãoJair ZorziAinda não há avaliações
- Manual Eixos Diferenc Simples Veloc 2011-11 PortDocumento62 páginasManual Eixos Diferenc Simples Veloc 2011-11 PortPablo Pauluk100% (1)
- Plano de Manutenção de Tempo de FuncionamentoDocumento3 páginasPlano de Manutenção de Tempo de FuncionamentoArildo Chaves de AndradeAinda não há avaliações
- Manual DanaDocumento44 páginasManual DanaJuliana PaduaAinda não há avaliações
- Massey Ferguson S200 Eje 4X2 PODocumento12 páginasMassey Ferguson S200 Eje 4X2 POLuis Enrique PeñaAinda não há avaliações
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNo EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerAinda não há avaliações
- td1 - Aulas 1 e 2Documento31 páginastd1 - Aulas 1 e 2Diego RainhoAinda não há avaliações
- Pré-Carga Do Pinhão Do Diferencial - AjustarDocumento4 páginasPré-Carga Do Pinhão Do Diferencial - Ajustartom souza100% (1)
- Catalogo Completo KoyoDocumento188 páginasCatalogo Completo KoyofelipeintegraAinda não há avaliações
- Alavanca Momento TorqueDocumento37 páginasAlavanca Momento TorqueAntonio Marcos PéricoAinda não há avaliações
- Tabela de ToleranciaDocumento6 páginasTabela de Toleranciamcassiano100% (11)
- PET 4 - 1º ANO - BIOlOGIADocumento21 páginasPET 4 - 1º ANO - BIOlOGIAKENIA RAMOSAinda não há avaliações
- Alojamento Do Eixo e Pré-Carga Do Mancal - AjusteDocumento3 páginasAlojamento Do Eixo e Pré-Carga Do Mancal - Ajustetom souzaAinda não há avaliações
- Arvore Do Camis Ix35Documento10 páginasArvore Do Camis Ix35Guilherme Zoboli100% (1)
- Dnit049 - 2004 - Es Pavimento Rigido PDFDocumento15 páginasDnit049 - 2004 - Es Pavimento Rigido PDFSee Planejados100% (1)
- PEF 6º TIC 1 Fase 19-20Documento14 páginasPEF 6º TIC 1 Fase 19-20Cátia Dias100% (2)
- Mancais de Rolamentos-El - Máq.Documento31 páginasMancais de Rolamentos-El - Máq.sssf-dobojAinda não há avaliações
- Fundamentos em Clínica CirúrgicaDocumento731 páginasFundamentos em Clínica CirúrgicaIsabella Maria100% (1)
- Modelo Da Data Book - Bomba de VácuoDocumento13 páginasModelo Da Data Book - Bomba de VácuoEderson BelleAinda não há avaliações
- Ajuste Da Folga Do Eixo Do Acionamento de Entrada - tm805154 - Service ADVISOR™Documento5 páginasAjuste Da Folga Do Eixo Do Acionamento de Entrada - tm805154 - Service ADVISOR™Wiil SantanaAinda não há avaliações
- 03 MancaisDocumento37 páginas03 MancaisMoacir Santos de ArrudaAinda não há avaliações
- Monte e Instale A Caixa Das Planetárias e o Cubo Da Roda-Série 1300 - tm119154 - Service ADVISOR™-1Documento7 páginasMonte e Instale A Caixa Das Planetárias e o Cubo Da Roda-Série 1300 - tm119154 - Service ADVISOR™-1Willyan SouzaAinda não há avaliações
- PARTE B 280-303 (Catalogo de Unidades de Rolamento)Documento24 páginasPARTE B 280-303 (Catalogo de Unidades de Rolamento)Helvio RodriguesAinda não há avaliações
- Mancais 1Documento17 páginasMancais 1joatanmelo6775100% (1)
- SKF BT4-8182 E8 - C675 SpecificationDocumento5 páginasSKF BT4-8182 E8 - C675 SpecificationJnttzAinda não há avaliações
- SKF 30210 SpecificationDocumento5 páginasSKF 30210 SpecificationAlfredo Bruno de Souza NevesAinda não há avaliações
- Folga Interna e Pré-Carga Dos RolamentosDocumento12 páginasFolga Interna e Pré-Carga Dos RolamentosARIMATEAMAinda não há avaliações
- Freio Duplo MeacDocumento15 páginasFreio Duplo MeacBruno Vanzella MoreiraAinda não há avaliações
- SKF 30202 SpecificationDocumento5 páginasSKF 30202 Specificationjucivanio10Ainda não há avaliações
- SKF 32308 SpecificationDocumento5 páginasSKF 32308 SpecificationdiogodbfAinda não há avaliações
- Apresentação Rolamento Axial de RolosDocumento21 páginasApresentação Rolamento Axial de Rolosantonio bassoAinda não há avaliações
- Chap 07Documento12 páginasChap 07Ricardo RicardoAinda não há avaliações
- 07 - RetificaçãoDocumento46 páginas07 - RetificaçãoVinicius CunhaAinda não há avaliações
- Rolamento Axial de Esferas de Escora Simples: DimensõesDocumento4 páginasRolamento Axial de Esferas de Escora Simples: DimensõesJoão Pedro AlvesAinda não há avaliações
- Cckja - W33va405 - 20220514Documento4 páginasCckja - W33va405 - 20220514Mario NascimentoAinda não há avaliações
- 1004E20 - InfoTec - PDF Ducato 2018Documento31 páginas1004E20 - InfoTec - PDF Ducato 2018thiago matsuokaAinda não há avaliações
- Exercícios Ele. Maquina ROLAMENTOSDocumento21 páginasExercícios Ele. Maquina ROLAMENTOSkeilaAinda não há avaliações
- 129 TN9 - Rolamentos Autocompensadores de Esferas - SKFDocumento7 páginas129 TN9 - Rolamentos Autocompensadores de Esferas - SKFsantosAinda não há avaliações
- 140M Motor Grader B9D00001-UP (MACHINE) (SEBP4976 - 102) - Círculo - Verifique-Ajuste As FolgasDocumento5 páginas140M Motor Grader B9D00001-UP (MACHINE) (SEBP4976 - 102) - Círculo - Verifique-Ajuste As FolgasDouglas GomesAinda não há avaliações
- Freio 120kDocumento7 páginasFreio 120kkikoravAinda não há avaliações
- Specification Bearing 32217Documento5 páginasSpecification Bearing 32217Fernando CasagrandeAinda não há avaliações
- RolamentoDocumento15 páginasRolamentoCauan DuarteAinda não há avaliações
- Rolamento Rígido de Esferas Feito Com Aço Inoxidável Com Vedação IntegralDocumento5 páginasRolamento Rígido de Esferas Feito Com Aço Inoxidável Com Vedação IntegralPedroAinda não há avaliações
- Rolamento de Rolos Cônicos de Uma Carreira: Dimensões DesempenhoDocumento5 páginasRolamento de Rolos Cônicos de Uma Carreira: Dimensões DesempenhoPaolaAinda não há avaliações
- Yar 210-2F - Va228 - 20220523Documento3 páginasYar 210-2F - Va228 - 20220523Ricardo NunesAinda não há avaliações
- Eixo Dianteiro Dana 44-3Documento43 páginasEixo Dianteiro Dana 44-3Milton Santtos100% (1)
- 15-Buchas e AcessoriosDocumento29 páginas15-Buchas e AcessorioscleberAinda não há avaliações
- Dimensionamento de RolamentosDocumento27 páginasDimensionamento de RolamentosFilipe FreitasAinda não há avaliações
- Rolamentos de Rolos CilíndricosDocumento28 páginasRolamentos de Rolos CilíndricosRoberto MotaAinda não há avaliações
- Dimensionamento de Eixo - Elemento de Maquinas IDocumento20 páginasDimensionamento de Eixo - Elemento de Maquinas Irafael matosAinda não há avaliações
- Conceitos Essenciais Sobre Mancais de Rolamento e de DeslizamentoDocumento10 páginasConceitos Essenciais Sobre Mancais de Rolamento e de DeslizamentoIsac AareiasAinda não há avaliações
- AR0320B435501ADocumento5 páginasAR0320B435501Awashingtonpereiradesouza650Ainda não há avaliações
- Desmontagem de RolamentosDocumento8 páginasDesmontagem de RolamentosThiago GreinertAinda não há avaliações
- Procedimento Montagem RolamentosDocumento6 páginasProcedimento Montagem RolamentosLuis SantosAinda não há avaliações
- Cap 09Documento14 páginasCap 09Zanetti EmpilhadeirasAinda não há avaliações
- Motor D12D - Motor - Pistoes e Arvore de Manivelas, RemocaoDocumento4 páginasMotor D12D - Motor - Pistoes e Arvore de Manivelas, RemocaoAparecidaMarquesAinda não há avaliações
- Apostila - ROLAMENTOSDocumento63 páginasApostila - ROLAMENTOSRadar T Radar T100% (1)
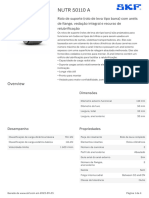
- SKF NUTR 50110 A SpecificationDocumento4 páginasSKF NUTR 50110 A SpecificationPedro SilvaAinda não há avaliações
- Manual Raspador LK140 GavetaDocumento19 páginasManual Raspador LK140 GavetaEduardo Da Silva PereiraAinda não há avaliações
- Manutenção de MáquinasDocumento57 páginasManutenção de Máquinast3lmeraAinda não há avaliações
- SKF 683 - 672 SpecificationDocumento5 páginasSKF 683 - 672 SpecificationthaisswiestAinda não há avaliações
- Manual Raspador LK140Documento20 páginasManual Raspador LK140Eduardo Da Silva PereiraAinda não há avaliações
- Rolamentos Rígidos de Esferas: DimensõesDocumento4 páginasRolamentos Rígidos de Esferas: DimensõesDouglas ArandaAinda não há avaliações
- Elevação Artificial Por Bombeio MecânicoNo EverandElevação Artificial Por Bombeio MecânicoAinda não há avaliações
- Politica Anticorrupcao v1.0Documento22 páginasPolitica Anticorrupcao v1.0Antonio Marcos PéricoAinda não há avaliações
- Tabela de Ajuste de RolamentoDocumento2 páginasTabela de Ajuste de RolamentoAntonio Marcos PéricoAinda não há avaliações
- FreiosDocumento32 páginasFreiosahmarucciAinda não há avaliações
- Desenvolvimento de Um Programa para Dimensionar Engrenagens de Dentes RetosDocumento69 páginasDesenvolvimento de Um Programa para Dimensionar Engrenagens de Dentes RetosAntonio Marcos PéricoAinda não há avaliações
- Pesquisa - A Influência Dos Youtubers para o Mercado de Quadrinhos NacionalDocumento20 páginasPesquisa - A Influência Dos Youtubers para o Mercado de Quadrinhos NacionalAndré ChapettaAinda não há avaliações
- InfografiaVN UMAR 2023 Final CorrigidaDocumento12 páginasInfografiaVN UMAR 2023 Final Corrigidasofia canelasAinda não há avaliações
- Catalogo Produtos Electrex 2021Documento96 páginasCatalogo Produtos Electrex 2021afbodeAinda não há avaliações
- Termo de Conhecimento de RiscoDocumento2 páginasTermo de Conhecimento de RiscoJackson AndorinhasAinda não há avaliações
- Pedro Borges Negras-Todo-Poder-Ao-PovoDocumento28 páginasPedro Borges Negras-Todo-Poder-Ao-PovoMsq JuliaAinda não há avaliações
- Banco de Memória - WikipediaDocumento2 páginasBanco de Memória - WikipediaFernando DumboAinda não há avaliações
- Inteligencia EmocionalDocumento13 páginasInteligencia EmocionalPedro JunksAinda não há avaliações
- 19.12.2023 - SABEMI SEGURADORA S.A - Contrato de Serviços de Assistência - 11.12.2023 Pati 12.12.23Documento31 páginas19.12.2023 - SABEMI SEGURADORA S.A - Contrato de Serviços de Assistência - 11.12.2023 Pati 12.12.23Letícia SchwobAinda não há avaliações
- Tn2 Is 4 2 G L - 1AA: 22mm Push Button SwitchesDocumento2 páginasTn2 Is 4 2 G L - 1AA: 22mm Push Button Switchesfabio coalaAinda não há avaliações
- De Escravas À Empregada DomésticaDocumento10 páginasDe Escravas À Empregada DomésticaEmory FigueiroaAinda não há avaliações
- Economia EmpresarialDocumento10 páginasEconomia EmpresarialNério ErnestoAinda não há avaliações
- Desafios Da Educação Ambiental No Período Pandemia eDocumento31 páginasDesafios Da Educação Ambiental No Período Pandemia eLuciano GandinAinda não há avaliações
- Altieri, Nicholls - 2017 - Abordagens Tecnológicas para A Agricultura Sustentável em Uma Encruzilhada Uma Perspectiva AgroecológicaDocumento13 páginasAltieri, Nicholls - 2017 - Abordagens Tecnológicas para A Agricultura Sustentável em Uma Encruzilhada Uma Perspectiva AgroecológicaDaniloMenezesAinda não há avaliações
- GMFM 88Documento6 páginasGMFM 88Débora DiasAinda não há avaliações
- Química Geral I - Aula 19 - Décima Nona Lista de Exercícios - GabaritoDocumento8 páginasQuímica Geral I - Aula 19 - Décima Nona Lista de Exercícios - GabaritoFrank VieiraAinda não há avaliações
- Os NuerDocumento7 páginasOs NuerFelipe LovoAinda não há avaliações
- Manual Do Mini-Plc-Evolution-Rev01-Abril-2006Documento86 páginasManual Do Mini-Plc-Evolution-Rev01-Abril-2006gedi30Ainda não há avaliações
- Análise Do Sistema de Drenagem Pluvial Urbana de Vitória Da ConquistaDocumento35 páginasAnálise Do Sistema de Drenagem Pluvial Urbana de Vitória Da ConquistaLázaro BritoAinda não há avaliações
- Atividade Pratica de Gerenciamento de Risco .30.08.23Documento2 páginasAtividade Pratica de Gerenciamento de Risco .30.08.23Harryson AndradeAinda não há avaliações
- Atividade 6 Raio X Do EnemDocumento12 páginasAtividade 6 Raio X Do EnemELMA MONTEIRO COSME BOETAAinda não há avaliações
- Aula 07Documento8 páginasAula 07Samara MarciellyAinda não há avaliações
- Exposição MuseológicaDocumento12 páginasExposição MuseológicaLaerte Machado JúniorAinda não há avaliações
- Tolerancia Chapa Laser Oxicorte PlasmaDocumento2 páginasTolerancia Chapa Laser Oxicorte Plasmadopcnc100% (1)
- Aplicação de Estrutura de Concreto ArmadoDocumento3 páginasAplicação de Estrutura de Concreto ArmadoMatheus JunioAinda não há avaliações