Você também pode gostar
- Fundição em Molde TemporárioDocumento55 páginasFundição em Molde TemporárioFrancisco Joeliton de oliveiraAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Aula Fundição SENAI 1Documento48 páginasAula Fundição SENAI 1thiago48100% (5)
- Fundição Por GravidadeDocumento14 páginasFundição Por GravidadeLucas AningerAinda não há avaliações
- Aula 2 Processo de FundicaoDocumento35 páginasAula 2 Processo de FundicaoRaquel RochaAinda não há avaliações
- PROCESSOS DE FABRICAÇÃO - Mai 09Documento77 páginasPROCESSOS DE FABRICAÇÃO - Mai 09Gustavo GonzalezAinda não há avaliações
- SlideDocumento58 páginasSlideClaudio FerreiraAinda não há avaliações
- Aula 7 - Defeitos em Peças Fundida - CópiaDocumento43 páginasAula 7 - Defeitos em Peças Fundida - Cópiafabioelizandro20Ainda não há avaliações
- Introdução A FundiçãoDocumento65 páginasIntrodução A FundiçãoFrancisco Joeliton de oliveiraAinda não há avaliações
- Aula de Processos de FabricaçãoDocumento72 páginasAula de Processos de FabricaçãoGeovana Pires Araujo LimaAinda não há avaliações
- Resumos FundiçãoDocumento23 páginasResumos FundiçãoJosé C. RochaAinda não há avaliações
- 2022 2 LSJ FundiçãoDocumento91 páginas2022 2 LSJ FundiçãoLaraAinda não há avaliações
- Estudo Dirigido Moldes Fundição PDFDocumento2 páginasEstudo Dirigido Moldes Fundição PDFromeiroliAinda não há avaliações
- FundicaoDocumento64 páginasFundicaoThiago Marques IvaniskiAinda não há avaliações
- Revisão FundiçãoDocumento9 páginasRevisão FundiçãoLuís OtávioAinda não há avaliações
- 03 - Processo de Fundicao - REV01Documento61 páginas03 - Processo de Fundicao - REV01ewerton diego100% (1)
- Processo de Fabricação Por MetalurgiaDocumento74 páginasProcesso de Fabricação Por MetalurgialndpiAinda não há avaliações
- Trincas em SoldagemDocumento25 páginasTrincas em SoldagemMoises De Jesus MachadoAinda não há avaliações
- Formas de CorrosaoDocumento13 páginasFormas de CorrosaoBianca BugdanoviczAinda não há avaliações
- Fundição ApresentaçãoDocumento32 páginasFundição ApresentaçãoMarceloPintoRibeiroFilho50% (2)
- Aula 2 Processo de FundicaoDocumento70 páginasAula 2 Processo de FundicaoThiago O PontesAinda não há avaliações
- Questionario de SoldaDocumento41 páginasQuestionario de Soldaclaudiosachetto50% (2)
- Resumos Fundição RosaDocumento13 páginasResumos Fundição RosaJosé C. RochaAinda não há avaliações
- Aula 10 - Ferros FundidosDocumento40 páginasAula 10 - Ferros FundidosCarlos FrancioniAinda não há avaliações
- Fundição Por CoquilhamentoDocumento24 páginasFundição Por CoquilhamentoheliopadilhaAinda não há avaliações
- Curso de Fundição 1 ParteDocumento108 páginasCurso de Fundição 1 ParteJefferson MachadoAinda não há avaliações
- Aula 1 - Introdução À FundiçãoDocumento74 páginasAula 1 - Introdução À FundiçãoAtaliba LeonelAinda não há avaliações
- Processos de Fundição PDFDocumento97 páginasProcessos de Fundição PDFLuis OmenaAinda não há avaliações
- Aula 02 Processamento de MetaisDocumento44 páginasAula 02 Processamento de MetaisFabiano Perin GasparinAinda não há avaliações
- TEXTO APOIO - Tecnologias de FundicaoDocumento161 páginasTEXTO APOIO - Tecnologias de Fundicaothejayv24Ainda não há avaliações
- Processo de Fabricao MTDocumento46 páginasProcesso de Fabricao MTvinicius.camatta100% (1)
- Defeitos de Fundição - 2 - Rechupe - Cintec 2014Documento152 páginasDefeitos de Fundição - 2 - Rechupe - Cintec 2014Lucas AningerAinda não há avaliações
- MassaloteDocumento44 páginasMassaloteManoela Rios Cardoso100% (1)
- Fundição IIDocumento110 páginasFundição IIRicardo DiasAinda não há avaliações
- Apresentação FundiçãoDocumento36 páginasApresentação FundiçãoElizeu SantosAinda não há avaliações
- Aula 07 - Contração e Alimentação de Peças Fundidas PDFDocumento22 páginasAula 07 - Contração e Alimentação de Peças Fundidas PDFWellington LimaAinda não há avaliações
- Aulas - Ferro Fundido BRDocumento217 páginasAulas - Ferro Fundido BRMauricio CamargoAinda não há avaliações
- Aula 3 - Fundição 1Documento24 páginasAula 3 - Fundição 1Cleiton FernandesAinda não há avaliações
- Cor Aula2 2018Documento45 páginasCor Aula2 2018joaoAinda não há avaliações
- 2a Aula - Lingotamento ConvencionalDocumento63 páginas2a Aula - Lingotamento ConvencionalAndré Luis Moreira MoraisAinda não há avaliações
- Solidif Def DifDocumento51 páginasSolidif Def DifDaniel EstevesAinda não há avaliações
- Aula 3 - Processos de SolidificaçãoDocumento150 páginasAula 3 - Processos de SolidificaçãoDALILAAinda não há avaliações
- Defeitos Lingotamentodetarugos 130405142149 Phpapp01Documento62 páginasDefeitos Lingotamentodetarugos 130405142149 Phpapp01Diego AbreuAinda não há avaliações
- PF 2Documento59 páginasPF 2Marcelo GalardoAinda não há avaliações
- 5 Este Molde e Quase para SempreDocumento10 páginas5 Este Molde e Quase para SempreAriel da Silva FreitasAinda não há avaliações
- COR Aula 05Documento44 páginasCOR Aula 05fernandoteixeiracefetAinda não há avaliações
- 03 - Projeto de Fundição e Processos de Moldagem em AreiaDocumento71 páginas03 - Projeto de Fundição e Processos de Moldagem em AreiaBananaliks100% (1)
- 01 - FundiçãoDocumento34 páginas01 - Fundiçãoemanoel fariasAinda não há avaliações
- Aula 07 - Fundição Por CentrifugaçãoDocumento15 páginasAula 07 - Fundição Por CentrifugaçãoLucas AningerAinda não há avaliações
- 30052019135245aula 5 - Ligas MetálicasDocumento63 páginas30052019135245aula 5 - Ligas MetálicasTúlioAndréPaivaAinda não há avaliações
- IntroduçãoDocumento93 páginasIntroduçãoJoão PauloAinda não há avaliações
- RODAPAR - CatálogoDocumento20 páginasRODAPAR - CatálogoMagno AndradeAinda não há avaliações
- Introdução: Testando e AjustandoDocumento12 páginasIntrodução: Testando e AjustandoBrunoAinda não há avaliações
- Exercicios Resistencia Dos Materias Online - UNIPDocumento92 páginasExercicios Resistencia Dos Materias Online - UNIPBruna Kono100% (1)
- Aula 1 (22-11-21) - Análise de Harmônicas e Distúrbios de Tensão (2-2021)Documento52 páginasAula 1 (22-11-21) - Análise de Harmônicas e Distúrbios de Tensão (2-2021)Marcos C I SAinda não há avaliações
- DS 451 SayerrazDocumento10 páginasDS 451 Sayerrazeduardo paivaAinda não há avaliações
- Relatorio 8 - Curva de DestilacaoDocumento5 páginasRelatorio 8 - Curva de DestilacaoAndré Luís Della VolpeAinda não há avaliações
- Redes de Computadores - Capitulo 5 (Kurose)Documento5 páginasRedes de Computadores - Capitulo 5 (Kurose)Leila RodriguesAinda não há avaliações
- Prova Fisica 2 Ufrj 2010.1 p2 Com GabaritoDocumento4 páginasProva Fisica 2 Ufrj 2010.1 p2 Com GabaritoPedro FerreiraAinda não há avaliações
- FICHA TÉCNICA - GL - Mit - DownloadDocumento1 páginaFICHA TÉCNICA - GL - Mit - DownloadDinslei FerreiraAinda não há avaliações
- PipaDocumento12 páginasPipaGuilherme Luz Botelho CoelhoAinda não há avaliações
- Manual RECOPI Nacional - Web ServiceDocumento19 páginasManual RECOPI Nacional - Web ServiceAdib DiasAinda não há avaliações
- Aula 21-22-10 2018 Estacas Fórmulas Semi EmpíricasDocumento43 páginasAula 21-22-10 2018 Estacas Fórmulas Semi EmpíricasCaio EwertonAinda não há avaliações
- Datasheets + Registro INMETRO e Conformidade Modulos e Inversor - BENOLIELDocumento7 páginasDatasheets + Registro INMETRO e Conformidade Modulos e Inversor - BENOLIELMarcus BranchAinda não há avaliações
- RelLabMod - Radiação TérmicaDocumento40 páginasRelLabMod - Radiação TérmicaRafael BratifichAinda não há avaliações
- Rafael Prudencio Sacs A Diaz 2012Documento205 páginasRafael Prudencio Sacs A Diaz 2012Marcela MartinsAinda não há avaliações
- Laudo Mecânico Caminhão Munck Phi-9d43Documento10 páginasLaudo Mecânico Caminhão Munck Phi-9d43Suy Ane Soares MoraisAinda não há avaliações
- Manual Geral para DreamboxDocumento43 páginasManual Geral para DreamboxCristiane Cardoso100% (2)
- Aula08 Quimica4 ExercíciosDocumento3 páginasAula08 Quimica4 ExercíciosjugaspareAinda não há avaliações
- Carbonato de CálcioDocumento6 páginasCarbonato de CálcioFrancisco Tomás FranciscoAinda não há avaliações
- Instrumentos TopográficosDocumento11 páginasInstrumentos TopográficosKięlsęPaulaAinda não há avaliações
- Autorizacao VeiculoDocumento1 páginaAutorizacao Veiculofabriciomachado100% (1)
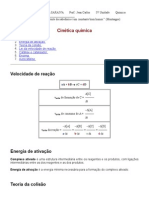
- Cinética Quimica GeralDocumento6 páginasCinética Quimica GeralJean QueirozAinda não há avaliações
- Aula 1 - IntroduçãoDocumento43 páginasAula 1 - IntroduçãoRandal GomesAinda não há avaliações
- Mackenzie Sapatas Novo R1Documento26 páginasMackenzie Sapatas Novo R1Renan Chama MartinAinda não há avaliações
- Artigo - Gestão de ObrasDocumento10 páginasArtigo - Gestão de ObrasricardoluzAinda não há avaliações
- Catalogo Positivo Master N250IDocumento2 páginasCatalogo Positivo Master N250IFelipe FerreiraAinda não há avaliações
- TCs de Proteção - MediçãoDocumento8 páginasTCs de Proteção - MediçãoClodoaldo RondaAinda não há avaliações
- TCC Banco de DadosDocumento88 páginasTCC Banco de DadosRodrigo SáAinda não há avaliações
- Procedimentos Segurança Ponte Rolante MincDocumento82 páginasProcedimentos Segurança Ponte Rolante MincCesarAinda não há avaliações
- Resolução RDC ANVISA #189, de 18jul03Documento7 páginasResolução RDC ANVISA #189, de 18jul03Camila CalhauAinda não há avaliações
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilNo EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilAinda não há avaliações
- Modelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisNo EverandModelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisAinda não há avaliações
- Comandos ElétricosNo EverandComandos ElétricosAinda não há avaliações
- MANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNo EverandMANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNota: 4.5 de 5 estrelas4.5/5 (6)
- Hormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceNo EverandHormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisNo EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisAinda não há avaliações
- Educação ambiental: Dialogando com Paulo FreireNo EverandEducação ambiental: Dialogando com Paulo FreireAinda não há avaliações
- RISCOS, VULNERABILIDADES E CONDICIONANTES URBANOSNo EverandRISCOS, VULNERABILIDADES E CONDICIONANTES URBANOSAinda não há avaliações
- S.O.S. Autismo: Guia completo para entender o transtorno do espectro autistaNo EverandS.O.S. Autismo: Guia completo para entender o transtorno do espectro autistaNota: 4.5 de 5 estrelas4.5/5 (11)
- O Guia Das Técnicas Do Reiki - Cura Reiki Para Iniciantes Curando Mais De 100 DoençasNo EverandO Guia Das Técnicas Do Reiki - Cura Reiki Para Iniciantes Curando Mais De 100 DoençasAinda não há avaliações
- Descomplicando a psicofarmacologia: Psicofármacos de uso clínico e recreacionalNo EverandDescomplicando a psicofarmacologia: Psicofármacos de uso clínico e recreacionalNota: 5 de 5 estrelas5/5 (2)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Manual De Semiologia Básica De GastroenterologiaNo EverandManual De Semiologia Básica De GastroenterologiaAinda não há avaliações
- TDAH Descomplicado: Tudo que os pais devem saber para ajudar seus filhosNo EverandTDAH Descomplicado: Tudo que os pais devem saber para ajudar seus filhosNota: 5 de 5 estrelas5/5 (1)