Você também pode gostar
- (Processamento Dos Materiais Metálicos) - Aula 1Documento57 páginas(Processamento Dos Materiais Metálicos) - Aula 1Lauriene UFPIAinda não há avaliações
- IntroduçãoDocumento93 páginasIntroduçãoJoão PauloAinda não há avaliações
- 03 - Processo de Fundicao - REV01Documento61 páginas03 - Processo de Fundicao - REV01ewerton diego100% (1)
- Aula 1 - Processos - Revisão FundiçãoDocumento64 páginasAula 1 - Processos - Revisão FundiçãoEuclésio GiulianiAinda não há avaliações
- Apresentação FundiçãoDocumento36 páginasApresentação FundiçãoElizeu SantosAinda não há avaliações
- Aulas FundiçãoDocumento146 páginasAulas FundiçãoElenilson SampaioAinda não há avaliações
- Outros Processos Com Moldes PerecíveisDocumento23 páginasOutros Processos Com Moldes PerecíveisLucas LimaAinda não há avaliações
- FundiçãoDocumento58 páginasFundiçãoJose MatosAinda não há avaliações
- Resumos FundiçãoDocumento23 páginasResumos FundiçãoJosé C. RochaAinda não há avaliações
- Fundicao ContinuaDocumento49 páginasFundicao Continuagiokniess0% (1)
- Fundição Moldagem em Areia VerdeDocumento14 páginasFundição Moldagem em Areia VerdeWilliam Sena CarvalhoAinda não há avaliações
- Aula # 3. Fundição em AreiaDocumento24 páginasAula # 3. Fundição em AreiaVitória VianaAinda não há avaliações
- Fundição Com Molde de AreiaDocumento4 páginasFundição Com Molde de AreiaLarissa CastroAinda não há avaliações
- FundiçãoDocumento19 páginasFundiçãoOFF_1973Ainda não há avaliações
- Fundição É Um Processo Metalúrgico de Fabricação Onde Um Metal Ou Liga MetálicaDocumento6 páginasFundição É Um Processo Metalúrgico de Fabricação Onde Um Metal Ou Liga MetálicaMelanie SanchezAinda não há avaliações
- Aula 02 - Lingotamento e FundiçãoDocumento112 páginasAula 02 - Lingotamento e FundiçãoManolo GipielaAinda não há avaliações
- Aula 3 - Fundição 1Documento24 páginasAula 3 - Fundição 1Cleiton FernandesAinda não há avaliações
- Moldes Permanentes Por GravidadeDocumento56 páginasMoldes Permanentes Por GravidadeBruno Eduardo CoelhoAinda não há avaliações
- Aula Fundição SENAI 1Documento48 páginasAula Fundição SENAI 1thiago48100% (5)
- Processos de FundiçãoDocumento28 páginasProcessos de FundiçãoPedro Paulo BoteonAinda não há avaliações
- Processos de Fabricação 2019Documento194 páginasProcessos de Fabricação 2019Matheus MoraesAinda não há avaliações
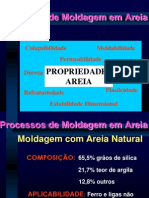
- Moldes AreiaDocumento58 páginasMoldes AreiaJose Graciano100% (1)
- Trabalho Fundição em Areia - CorretoDocumento13 páginasTrabalho Fundição em Areia - CorretoFABI-SBAinda não há avaliações
- Estudo Dirigido Moldes Fundição PDFDocumento2 páginasEstudo Dirigido Moldes Fundição PDFromeiroliAinda não há avaliações
- Aula 3-4Documento438 páginasAula 3-4CTW MF68Ainda não há avaliações
- Fundiçâo em CascaDocumento35 páginasFundiçâo em CascaLeonardo LuizAinda não há avaliações
- Fundição - Parte II LAzjkfDDocumento28 páginasFundição - Parte II LAzjkfDJulio cesarAinda não há avaliações
- Fundição em Molde CheioDocumento29 páginasFundição em Molde Cheioboypai0% (1)
- Processamento Dos MateriaisDocumento226 páginasProcessamento Dos MateriaisÉrikinha CristinaAinda não há avaliações
- Apostila Tecnologia Mecanica IIIDocumento31 páginasApostila Tecnologia Mecanica IIISouza ArtsAinda não há avaliações
- Aula FundiçãoDocumento130 páginasAula FundiçãoThawan LealAinda não há avaliações
- MoldagemDocumento34 páginasMoldagemkeke51Ainda não há avaliações
- Processos de Fundição de MetaisDocumento102 páginasProcessos de Fundição de MetaisSimoes JBAinda não há avaliações
- 2022 2 LSJ FundiçãoDocumento91 páginas2022 2 LSJ FundiçãoLaraAinda não há avaliações
- Fundio 130404073038 Phpapp01Documento37 páginasFundio 130404073038 Phpapp01Vitoria MarianaAinda não há avaliações
- Tecnologia - Metalúrgica - Fundição - Processos 2Documento102 páginasTecnologia - Metalúrgica - Fundição - Processos 2Jimmy T.100% (1)
- Fundicao CeraDocumento136 páginasFundicao Ceradreengler100% (1)
- FundicãoDocumento15 páginasFundicãowagnercpcAinda não há avaliações
- FUNDIÇÃODocumento71 páginasFUNDIÇÃOAndré PissolattiAinda não há avaliações
- Fundição ApresentaçãoDocumento32 páginasFundição ApresentaçãoMarceloPintoRibeiroFilho50% (2)
- Processos de Fundição PDFDocumento97 páginasProcessos de Fundição PDFLuis OmenaAinda não há avaliações
- Fundição em Moldes Refratários e Moldes MetálicosDocumento47 páginasFundição em Moldes Refratários e Moldes MetálicosManolo GipielaAinda não há avaliações
- Aula 3 - Processos de SolidificaçãoDocumento150 páginasAula 3 - Processos de SolidificaçãoDALILAAinda não há avaliações
- PMR 3301 - A4 - Fundição - P1 - 2020Documento47 páginasPMR 3301 - A4 - Fundição - P1 - 2020Leandro Dilkin ConsulAinda não há avaliações
- Fundicao Por Gravidade em Molde PermanenteDocumento32 páginasFundicao Por Gravidade em Molde PermanenteKauan CruzAinda não há avaliações
- Aulas 12 e 3 Fundic3a7c3a3o Fagner3Documento53 páginasAulas 12 e 3 Fundic3a7c3a3o Fagner3José Luis MouraAinda não há avaliações
- Fundição Sob PressãoDocumento44 páginasFundição Sob PressãoForró Pegadinha oficialAinda não há avaliações
- FundiçãoDocumento49 páginasFundiçãoricardomarjrAinda não há avaliações
- Revisão FundiçãoDocumento9 páginasRevisão FundiçãoLuís OtávioAinda não há avaliações
- Resumos Fundição RosaDocumento13 páginasResumos Fundição RosaJosé C. RochaAinda não há avaliações
- Aula 13 - Processos Especiais de FundiçãoDocumento13 páginasAula 13 - Processos Especiais de FundiçãoIan MartinsAinda não há avaliações
- Questionario de SoldaDocumento41 páginasQuestionario de Soldaclaudiosachetto50% (2)
- Apresentação de DigitalDocumento10 páginasApresentação de Digitalemanoel fariasAinda não há avaliações
- Manutencao Fontes Chaveadas PCDocumento16 páginasManutencao Fontes Chaveadas PCAndre Bigo0% (1)
- Manutenção Corretiva de CaldeirasDocumento18 páginasManutenção Corretiva de Caldeirasemanoel fariasAinda não há avaliações
- 01 - FundiçãoDocumento34 páginas01 - Fundiçãoemanoel fariasAinda não há avaliações
- Material de Estudo P ApresentaçãoDocumento9 páginasMaterial de Estudo P Apresentaçãoemanoel fariasAinda não há avaliações
- Manutenção Preventiva de Motores de Combustão InternaDocumento21 páginasManutenção Preventiva de Motores de Combustão Internaemanoel farias0% (1)
- Aterramento Elétrico Apresentação EditadaDocumento77 páginasAterramento Elétrico Apresentação Editadaemanoel fariasAinda não há avaliações
- Aterramento Elétrico Apresentação EditadaDocumento77 páginasAterramento Elétrico Apresentação Editadaemanoel fariasAinda não há avaliações
- Aterramento Elétrico Apresentação EditadaDocumento77 páginasAterramento Elétrico Apresentação Editadaemanoel fariasAinda não há avaliações
- Aterramento Elétrico Apresentação EditadaDocumento77 páginasAterramento Elétrico Apresentação Editadaemanoel fariasAinda não há avaliações
- Aterramento Elétrico Apresentação EditadaDocumento77 páginasAterramento Elétrico Apresentação Editadaemanoel fariasAinda não há avaliações
- Corrosao 2004Documento5 páginasCorrosao 2004Walldan100% (1)
- Manutenção Preventiva de Motores de Combustão InternaDocumento21 páginasManutenção Preventiva de Motores de Combustão Internaemanoel farias0% (1)
- Manutenção Preventiva de Motores de Combustão InternaDocumento21 páginasManutenção Preventiva de Motores de Combustão Internaemanoel farias0% (1)
- 2 Lista de Corrosao 2011gabaritoDocumento8 páginas2 Lista de Corrosao 2011gabaritoAdailson MoraisAinda não há avaliações
- Cap44 - Sistemas de ImpermeabilizaçãoDocumento116 páginasCap44 - Sistemas de ImpermeabilizaçãoKimberley HollandAinda não há avaliações
- Guia+Votomassa MatrixDocumento121 páginasGuia+Votomassa Matrixmcnery76Ainda não há avaliações
- 4º Período Eja PDFDocumento32 páginas4º Período Eja PDFRosemary BritoAinda não há avaliações
- O Lugar Do Conceito de Fascismo Na Teoria Marxista Do EstadoDocumento22 páginasO Lugar Do Conceito de Fascismo Na Teoria Marxista Do EstadoLeticiaAinda não há avaliações
- BombasDocumento54 páginasBombasMarceloPintoRibeiroFilhoAinda não há avaliações
- Ar - Condicionado - 9570 STSDocumento25 páginasAr - Condicionado - 9570 STSZe Ramao Gonçalves100% (2)
- 928 Caixa c10 PDFDocumento8 páginas928 Caixa c10 PDFSanto Luciano Rodrigues dos Santos100% (1)
- Trabalho TrefilaçãoDocumento23 páginasTrabalho TrefilaçãoKaue Hume100% (3)
- Slides Bloco Ceramico de VedaçãoDocumento81 páginasSlides Bloco Ceramico de VedaçãoBruno NevesAinda não há avaliações
- O Funcionamento Da Ponte Rolante Durante o Processo de Zincagem Por Imersão A QuenteDocumento54 páginasO Funcionamento Da Ponte Rolante Durante o Processo de Zincagem Por Imersão A QuenteAntonio Dutra Souza JuniorAinda não há avaliações
- Tratores 7J PDFDocumento2 páginasTratores 7J PDFdilsoclarinetAinda não há avaliações
- Geradores de Vapor 1Documento42 páginasGeradores de Vapor 1MARIA EDUARDA BRANDELERO FRONZAAinda não há avaliações
- (PAG) Catalogo Automotivo 2020Documento24 páginas(PAG) Catalogo Automotivo 2020Jailson MarinhoAinda não há avaliações
- Estudo de Caso - EstampagemDocumento9 páginasEstudo de Caso - EstampagemLeticia HelalAinda não há avaliações
- MetalurgicaDocumento15 páginasMetalurgicaDalvino jose de mouraAinda não há avaliações
- NovembroDocumento8 páginasNovembroaugusto_h100% (1)
- Módulo 3 de História Da 8, 9 e 10 Classe em PDFDocumento72 páginasMódulo 3 de História Da 8, 9 e 10 Classe em PDFSantos SinababaAinda não há avaliações
- Estequiometria CP2 1Documento19 páginasEstequiometria CP2 1SabrinaAinda não há avaliações
- Coleta SeletivaDocumento8 páginasColeta SeletivaPedro AnitaAinda não há avaliações
- CRCDocumento13 páginasCRCapi-3764873100% (2)
- Examplos Carregamentos Combinados IIDocumento31 páginasExamplos Carregamentos Combinados IIVinicius FerreiraAinda não há avaliações
- Planilha de Levantamento QuantitativoDocumento29 páginasPlanilha de Levantamento QuantitativoGisele Cristina RodriguesAinda não há avaliações
- Joao XxiiiDocumento18 páginasJoao XxiiiMmlocação DE EquipamentosAinda não há avaliações
- Programa Dimensionamento Da Fossa e FiltroDocumento22 páginasPrograma Dimensionamento Da Fossa e Filtrocrisbferreira33% (3)
- (20170818133645) Exercícico 01 Materia e MisturasDocumento3 páginas(20170818133645) Exercícico 01 Materia e MisturasTheo RibeiroAinda não há avaliações
- Rotina Do Técnico de SegurançaDocumento5 páginasRotina Do Técnico de SegurançaDevanir MirandaAinda não há avaliações
- Faac d100Documento22 páginasFaac d100gustavo sanchezAinda não há avaliações
- Química Dos ExplosivosDocumento22 páginasQuímica Dos ExplosivosRoger Ferracin de OliveiraAinda não há avaliações
- Dievar - UddeholmDocumento2 páginasDievar - Uddeholmsteffen.oerlikonAinda não há avaliações