Você também pode gostar
- Exercícios de Introdução À Química - Profº Agamenon RobertoDocumento55 páginasExercícios de Introdução À Química - Profº Agamenon Robertocb_penatrujillo77% (35)
- Soldagem por eletrodoDocumento24 páginasSoldagem por eletrodofabiofambh100% (1)
- 2011 Roteiro de Estudos 05 - OxidoreduçãoDocumento7 páginas2011 Roteiro de Estudos 05 - OxidoreduçãoVanessa SantosAinda não há avaliações
- Purificação do NaClDocumento4 páginasPurificação do NaClCindy Gonçalves NeisAinda não há avaliações
- Consumíveis de SoldagemDocumento51 páginasConsumíveis de SoldagemRafael Souza100% (1)
- Eletrodos RevestidosDocumento40 páginasEletrodos RevestidosSaymon FelizAinda não há avaliações
- UFMG Aula prática de soldagem com eletrodos revestidosDocumento6 páginasUFMG Aula prática de soldagem com eletrodos revestidosFelipe MeirelesAinda não há avaliações
- Eletrodos revestidos: características e aplicaçõesDocumento4 páginasEletrodos revestidos: características e aplicaçõesrafael112712Ainda não há avaliações
- Metais não ferrosos e suas aplicaçõesDocumento55 páginasMetais não ferrosos e suas aplicaçõespereiramcfAinda não há avaliações
- Conheça Os Tipos de Eletrodos Revestidos para SoldaDocumento13 páginasConheça Os Tipos de Eletrodos Revestidos para SoldaFabio AdelinoAinda não há avaliações
- Soldagem Com Eletrodo RevestidoDocumento48 páginasSoldagem Com Eletrodo RevestidoAugusto PizarroAinda não há avaliações
- Eletrodo RevestidoDocumento22 páginasEletrodo RevestidoMarcell LandryAinda não há avaliações
- Corrosão e revestimentosDocumento53 páginasCorrosão e revestimentosBruno HerdyAinda não há avaliações
- FundiçãoDocumento46 páginasFundiçãoEuclides SantanaAinda não há avaliações
- Materiais e TecnologiaDocumento35 páginasMateriais e TecnologiaAnderson SantosAinda não há avaliações
- Estruturas MetalicasDocumento55 páginasEstruturas MetalicasACSL Projetos em BIMAinda não há avaliações
- Soldagem com eletrodo revestidoDocumento38 páginasSoldagem com eletrodo revestidoRayana VieiraAinda não há avaliações
- Tabela Eletrodos WaldyrDocumento10 páginasTabela Eletrodos WaldyrRScarlateAinda não há avaliações
- Processos de produção de ferro e açoDocumento52 páginasProcessos de produção de ferro e açoMarcelo Lima100% (1)
- Soldadura Processos FusãoDocumento7 páginasSoldadura Processos FusãoAniz SidiAinda não há avaliações
- Tipos de Electrodos para SoldaduraDocumento9 páginasTipos de Electrodos para SoldadurafernandoAinda não há avaliações
- Ligas Metálicas - Propriedades e AplicaçõesDocumento47 páginasLigas Metálicas - Propriedades e AplicaçõesAndre DantasAinda não há avaliações
- QUESTIONARIO 7 Materias de ConstruçãoDocumento4 páginasQUESTIONARIO 7 Materias de ConstruçãoMylenna LimaAinda não há avaliações
- Introdução aos Aços: Composição, Estrutura e PropriedadesDocumento43 páginasIntrodução aos Aços: Composição, Estrutura e Propriedadesfagner ribeiroAinda não há avaliações
- Materiais Metálicos Construção CivilDocumento46 páginasMateriais Metálicos Construção CivilPaulo HenriqueAinda não há avaliações
- Solda Eletrica Eletrodo RevestidoDocumento14 páginasSolda Eletrica Eletrodo RevestidorumpontomoraisAinda não há avaliações
- Materiais Metálicos 22-1Documento66 páginasMateriais Metálicos 22-1Luisinho Luis CesarAinda não há avaliações
- Normas e Consumíveis de SoldagemDocumento55 páginasNormas e Consumíveis de SoldagemVitor RibonAinda não há avaliações
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDocumento36 páginasSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséAinda não há avaliações
- Eletrodo RevestidoDocumento8 páginasEletrodo RevestidoEdson LimaAinda não há avaliações
- Distinguir processos de estanhagem e forjaDocumento10 páginasDistinguir processos de estanhagem e forjaLirry matsinhe50% (2)
- Soldagem a arco elétrico com eletrodo revestidoDocumento37 páginasSoldagem a arco elétrico com eletrodo revestidoClaudio RibasAinda não há avaliações
- 6 - Relatório Soldagem Eletrodo RevestidoDocumento20 páginas6 - Relatório Soldagem Eletrodo RevestidoAlmir SktAinda não há avaliações
- Influência do aporte térmico na metalurgia de soldagem de revestimentos de aço inoxidável com cobaltoDocumento9 páginasInfluência do aporte térmico na metalurgia de soldagem de revestimentos de aço inoxidável com cobaltoMurdock Howling MadAinda não há avaliações
- Aula 4 Soldagem UniritterDocumento28 páginasAula 4 Soldagem UniritterBrick FacilAinda não há avaliações
- Procedimentos para soldagem de manutençãoDocumento58 páginasProcedimentos para soldagem de manutençãoFrank Gava VitaliAinda não há avaliações
- Consumíveis Do Processo MIG MAGDocumento4 páginasConsumíveis Do Processo MIG MAGPedro RochaAinda não há avaliações
- Apostila SoldagemDocumento26 páginasApostila SoldagemDouglas GoiosAinda não há avaliações
- Elementos de Liga Nos AçosDocumento4 páginasElementos de Liga Nos AçosMaria Aparecida CostaAinda não há avaliações
- Ligas de Cobre, Niquel, SuperLigasDocumento19 páginasLigas de Cobre, Niquel, SuperLigasKauan CruzAinda não há avaliações
- Esab Apostila Solda Eletrodos RevestidosDocumento66 páginasEsab Apostila Solda Eletrodos RevestidosMurilo Kimura GagliardiAinda não há avaliações
- Esab Apostila Solda Eletrodos RevestidosDocumento66 páginasEsab Apostila Solda Eletrodos RevestidosMarcelo Fagundes100% (2)
- Classificação Dos AçosDocumento53 páginasClassificação Dos AçosGabriel Duarte50% (2)
- Modulo 4 PreparadoDocumento69 páginasModulo 4 PreparadoGilberto BadeAinda não há avaliações
- Selecao de Consumiveis de SoldagemDocumento127 páginasSelecao de Consumiveis de SoldagemHeygleson Henrique de MirandaAinda não há avaliações
- Aula 5 Materiais Metálicos Não-FerrososDocumento36 páginasAula 5 Materiais Metálicos Não-FerrososAlberto Santo AlvesAinda não há avaliações
- Eletrodos revestidos: classificação e aplicaçõesDocumento4 páginasEletrodos revestidos: classificação e aplicaçõesDANIEL2099Ainda não há avaliações
- Aula MetaisDocumento33 páginasAula MetaisRenanAinda não há avaliações
- Lista de Exercícios Tec Sold IiDocumento3 páginasLista de Exercícios Tec Sold IiRaphael GachetAinda não há avaliações
- 006 - Capítulo 2.5.2 Cu e Suas LigasDocumento22 páginas006 - Capítulo 2.5.2 Cu e Suas LigasGilbert OliveiraAinda não há avaliações
- Soldagem de Aços InoxidáveisDocumento80 páginasSoldagem de Aços InoxidáveisWeniton OliveiraAinda não há avaliações
- 1.2 Elementos de Liga Res.17.2Documento82 páginas1.2 Elementos de Liga Res.17.2gaborinAinda não há avaliações
- Aula 6 - Materiais de Construção - AçoDocumento33 páginasAula 6 - Materiais de Construção - AçoMarcus Messias CardosoAinda não há avaliações
- Aços Inoxidáveis: Propriedades e AplicaçõesDocumento42 páginasAços Inoxidáveis: Propriedades e AplicaçõesThiago SouzaAinda não há avaliações
- Processos de SoldagemDocumento25 páginasProcessos de SoldagemJulio Cesar B JuniorAinda não há avaliações
- Relatório de SoldaDocumento15 páginasRelatório de SoldaDaniella100% (2)
- Apostila Eletrodos InoxidáveisDocumento28 páginasApostila Eletrodos Inoxidáveisfelipesantos02Ainda não há avaliações
- Aços e suas propriedadesDocumento29 páginasAços e suas propriedadesWenderson FerreiraAinda não há avaliações
- Soldagem: processos, tipos de eletrodos e aplicaçõesDocumento9 páginasSoldagem: processos, tipos de eletrodos e aplicaçõesRenato MantaAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Ácidos Inorgânicos Tem o Nome Derivado Do Elemento Que o Forma e Do Número de OxidaçãoDocumento6 páginasÁcidos Inorgânicos Tem o Nome Derivado Do Elemento Que o Forma e Do Número de OxidaçãooscarAinda não há avaliações
- Guillermo Rafael B Navarro Antenor Zanardo Cibele Carolina Montibeller Thais Güitzlaf LemeDocumento5 páginasGuillermo Rafael B Navarro Antenor Zanardo Cibele Carolina Montibeller Thais Güitzlaf Lememaristela vargasAinda não há avaliações
- Lista de Exercícios - Balanceamento de EquaçõesDocumento5 páginasLista de Exercícios - Balanceamento de EquaçõesLuiz EstrelaAinda não há avaliações
- EPA-007 Hipoclorito de Sódio PDFDocumento6 páginasEPA-007 Hipoclorito de Sódio PDFLucas RobertoAinda não há avaliações
- BATERIA de Chumbo PDFDocumento7 páginasBATERIA de Chumbo PDFPauloAinda não há avaliações
- EN285Documento1 páginaEN285Alison GibimAinda não há avaliações
- Palestra Valter Casarin - Micronutrientes PDFDocumento66 páginasPalestra Valter Casarin - Micronutrientes PDFNil SouzaAinda não há avaliações
- Geologia dos metais base chumbo e zincoDocumento38 páginasGeologia dos metais base chumbo e zincoSidione Oliveira SouzaAinda não há avaliações
- EletróliseDocumento19 páginasEletróliseZé SilvaAinda não há avaliações
- TRAB InorganicaDocumento15 páginasTRAB Inorganicabacar luis bacarAinda não há avaliações
- Trabalho Conclusão de Curso - Estudo Pastilhas Na Usinagem de Ferro Fundido Nodular - VFDocumento53 páginasTrabalho Conclusão de Curso - Estudo Pastilhas Na Usinagem de Ferro Fundido Nodular - VFEngineerMec100% (1)
- Síntese de complexo de vanádio pentacoordenadoDocumento10 páginasSíntese de complexo de vanádio pentacoordenadoThais Luz SouzaAinda não há avaliações
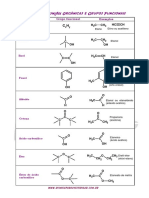
- Tabela de Funções Orgânicas PDFDocumento3 páginasTabela de Funções Orgânicas PDFRubens Oliveira100% (1)
- Revisão sobre classificações e propriedades dos ferros fundidosDocumento5 páginasRevisão sobre classificações e propriedades dos ferros fundidosMaurício PiresAinda não há avaliações
- A Origem Dos Elementos QuímicosDocumento10 páginasA Origem Dos Elementos QuímicosWcsnAinda não há avaliações
- 6º Relatório - Determinação de CloretosDocumento15 páginas6º Relatório - Determinação de CloretosTássia Castilho Lima0% (1)
- 23 - 24 - 10 - FT5 - Massa Atómica Relativa e Quantidade em QuímicaDocumento7 páginas23 - 24 - 10 - FT5 - Massa Atómica Relativa e Quantidade em QuímicaJoana VazAinda não há avaliações
- GPEL - Química - Dosificação - 9CLASSE - 1ºtrimestre - 2024Documento3 páginasGPEL - Química - Dosificação - 9CLASSE - 1ºtrimestre - 2024marcelodomingos615Ainda não há avaliações
- Tabela de BitolasDocumento3 páginasTabela de BitolasThiago MascarenhasAinda não há avaliações
- Escolha o Eletrodo de Tungstênio Certo - SumigDocumento4 páginasEscolha o Eletrodo de Tungstênio Certo - SumigVenciguerraAinda não há avaliações
- Quimica Analitica I - ExsDocumento18 páginasQuimica Analitica I - ExsJuliana Toro MendesAinda não há avaliações
- Cálculos EstequiométricosDocumento7 páginasCálculos EstequiométricosLincoln Caribe de GodoiAinda não há avaliações
- BrochuraDocumento3 páginasBrochuralionelcostaribeiroAinda não há avaliações
- Titânio E SEU GRUPO ORGANIZADODocumento107 páginasTitânio E SEU GRUPO ORGANIZADODomingos Mafio MafioAinda não há avaliações
- Indice Especificação TubulaçãoDocumento4 páginasIndice Especificação TubulaçãoBianca LimaAinda não há avaliações
- Corrosão GalvanicaDocumento14 páginasCorrosão GalvanicaNathan CoflerAinda não há avaliações