Você também pode gostar
- Processos Industriais: Unidade de Extração SupercríticaNo EverandProcessos Industriais: Unidade de Extração SupercríticaNota: 3.5 de 5 estrelas3.5/5 (3)
- Reducindo PerdasDocumento3 páginasReducindo PerdasJavier Manuel IbanezAinda não há avaliações
- Fórmulas de rendimentos e eficiência na indústria açucareira brasileiraDocumento6 páginasFórmulas de rendimentos e eficiência na indústria açucareira brasileiraFelipe Augusto SousaAinda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Resíduos Na Indústria de Laticínios - UFV PDFDocumento21 páginasResíduos Na Indústria de Laticínios - UFV PDFEdna Ferreira100% (1)
- Recepção e Pesagem de Cana-de-AçúcarDocumento6 páginasRecepção e Pesagem de Cana-de-AçúcarMichael DouglasAinda não há avaliações
- Monitorando Glp No Arduino Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Glp No Arduino Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Estudo detalhado das perdas no processo sucroalcooleiroDocumento62 páginasEstudo detalhado das perdas no processo sucroalcooleiroDanilo Neves100% (1)
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- Processo de obtenção de álcool a partir de matérias-primasDocumento16 páginasProcesso de obtenção de álcool a partir de matérias-primasemersonsoutofiaAinda não há avaliações
- Biodiesel de Óleo de Babaçu por Destilação ReativaNo EverandBiodiesel de Óleo de Babaçu por Destilação ReativaAinda não há avaliações
- Gestão de Insumos Na Indústria Sucroalcooleira 2022 atDocumento32 páginasGestão de Insumos Na Indústria Sucroalcooleira 2022 atDOUGLAS ROBERTOAinda não há avaliações
- Processos Industriais Na Indústria Sucroalcooleira: Da Cana-de-açúcar Aos Produtos Finais (etanol E Açúcar)No EverandProcessos Industriais Na Indústria Sucroalcooleira: Da Cana-de-açúcar Aos Produtos Finais (etanol E Açúcar)Ainda não há avaliações
- Processos biotecnológicos industriais e fermentaçõesDocumento8 páginasProcessos biotecnológicos industriais e fermentaçõesg0at1Ainda não há avaliações
- Simulação da taxa de transferência de calor em sistema de evaporação múltiplo efeitoDocumento23 páginasSimulação da taxa de transferência de calor em sistema de evaporação múltiplo efeitoRodolfo FélixAinda não há avaliações
- Relatório de Estágio - Fernando I. B. AlvesDocumento67 páginasRelatório de Estágio - Fernando I. B. Alvesfernandoibalves100% (2)
- Adjuntos - ArtigoDocumento9 páginasAdjuntos - ArtigoCamila Bortolatto RodriguesAinda não há avaliações
- Fórmulas de Rendimento e Eficiência AçucareiraDocumento19 páginasFórmulas de Rendimento e Eficiência AçucareiraJavier Manuel IbanezAinda não há avaliações
- Balanço de MassaDocumento104 páginasBalanço de MassaMariaCarolinaPalaciosLopez100% (1)
- Espumante de CajuDocumento48 páginasEspumante de CajuEduardo Leite100% (1)
- Memorial Econômico Sanitário 30.000 Litros AnoDocumento29 páginasMemorial Econômico Sanitário 30.000 Litros AnoHellenny OliveiraAinda não há avaliações
- Análise - Compra - LavagemDocumento4 páginasAnálise - Compra - LavagemJorge Francisco GalhardiAinda não há avaliações
- RelatorioDocumento42 páginasRelatorioBiancaVieiraAinda não há avaliações
- Tecnologia para fabricação doce leiteDocumento8 páginasTecnologia para fabricação doce leiteRenata Almeida Freitas100% (1)
- Industria Do Acucar e Do AlcoolDocumento79 páginasIndustria Do Acucar e Do AlcoolGiovanna Rizza MataAinda não há avaliações
- Indicadores Chave - Na ProduçãoDocumento22 páginasIndicadores Chave - Na ProduçãoVivi LAinda não há avaliações
- Processamento Da CanaDocumento25 páginasProcessamento Da Canaeleni-vanessaAinda não há avaliações
- Otimização da fermentação alcoólica usando planejamento fatorialDocumento5 páginasOtimização da fermentação alcoólica usando planejamento fatorialPaulo Roberto Chiarolanza VilelaAinda não há avaliações
- Controle de Qualidade Da Cana de AcucarDocumento42 páginasControle de Qualidade Da Cana de AcucarMaria Fernanda FrancelinAinda não há avaliações
- Trabalho Introdução À Tecnologia Do Açúcar e Do Álcool - TEMA 1Documento26 páginasTrabalho Introdução À Tecnologia Do Açúcar e Do Álcool - TEMA 1Jameson ToledoAinda não há avaliações
- ESTUDO DIRIGIDO EtanolDocumento2 páginasESTUDO DIRIGIDO Etanolmaria do socorro alves varjaoAinda não há avaliações
- Sistema de remuneração da tonelada de cana-de-açúcar com base no ATRDocumento12 páginasSistema de remuneração da tonelada de cana-de-açúcar com base no ATRJosé Irandir de SousaAinda não há avaliações
- Sistema de remuneração da cana-de-açúcar baseado no ATRDocumento12 páginasSistema de remuneração da cana-de-açúcar baseado no ATRMágda CorreiaAinda não há avaliações
- Processo fermentação álcool cana-açúcarDocumento33 páginasProcesso fermentação álcool cana-açúcarjeanevan78Ainda não há avaliações
- Processo de produção de etanolDocumento6 páginasProcesso de produção de etanolRodrigo MassonAinda não há avaliações
- FIBNAL CERTO Monografia Projetos Simulação V6 PDFDocumento76 páginasFIBNAL CERTO Monografia Projetos Simulação V6 PDFRoberta AguiarAinda não há avaliações
- Monografia EHO. Mágda CorreiaDocumento33 páginasMonografia EHO. Mágda CorreiaDaniel FernandesAinda não há avaliações
- Sistema Agroindustrial Da Cana-De-AçúcarDocumento72 páginasSistema Agroindustrial Da Cana-De-Açúcararlington ricardoAinda não há avaliações
- Fluxogramas da indústria sucroalcooleiraDocumento35 páginasFluxogramas da indústria sucroalcooleiraTiago Breve da Silva100% (1)
- Relatório Visita Usina JBDocumento4 páginasRelatório Visita Usina JBDora PavãoAinda não há avaliações
- Relatório de Estagio Sup IDocumento13 páginasRelatório de Estagio Sup IJhenyffer PaulaAinda não há avaliações
- Tratamento térmico do caldo de canaDocumento32 páginasTratamento térmico do caldo de canaAnnykellyvAinda não há avaliações
- Trabalho de Fundamentos - ArrozDocumento23 páginasTrabalho de Fundamentos - Arroznayane teixeiraAinda não há avaliações
- Processamento Da CanaDocumento4 páginasProcessamento Da Canaw.cristinoAinda não há avaliações
- Resíduos Na Indústria de Laticínios PDFDocumento21 páginasResíduos Na Indústria de Laticínios PDFVictor Fernando victorino100% (1)
- A Química Do AçúcarDocumento4 páginasA Química Do AçúcarAlexander Perandin MoreiraAinda não há avaliações
- A importância da concentração de açúcar na fermentação alcoólicaDocumento3 páginasA importância da concentração de açúcar na fermentação alcoólicaRodrigo DonizeteAinda não há avaliações
- Açúcar - Tecnologia e ProduçãoDocumento70 páginasAçúcar - Tecnologia e ProduçãoMarthovskyAinda não há avaliações
- Fermentação AlcoolicaDocumento31 páginasFermentação AlcoolicaANNE MONTEIROAinda não há avaliações
- Relatorio Cana de AçucarDocumento41 páginasRelatorio Cana de Açucarcrista89Ainda não há avaliações
- Guia para capacitação em produção de açúcarDocumento159 páginasGuia para capacitação em produção de açúcarPaulo Ricardo Cunha RoldaoAinda não há avaliações
- Simulação Do Processo de Produção de Etanol de Arroz BRS AG Usando Aspen PlusDocumento8 páginasSimulação Do Processo de Produção de Etanol de Arroz BRS AG Usando Aspen PlusThiago de Santana SouzaAinda não há avaliações
- Processo de produção de açúcar e etanol em usina sucroenergéticaDocumento47 páginasProcesso de produção de açúcar e etanol em usina sucroenergéticaJoana CordeiroAinda não há avaliações
- Tratamento do caldo para produção de álcoolDocumento6 páginasTratamento do caldo para produção de álcoolWanderson Cardoso da SilvaAinda não há avaliações
- Sistema de Gestão Ambiental Implementado Aos Moldes Da IsoDocumento7 páginasSistema de Gestão Ambiental Implementado Aos Moldes Da IsoALEX VILIAMAinda não há avaliações
- Fabricação de biodiesel - Planta piloto para produção e testes do combustível renovávelDocumento15 páginasFabricação de biodiesel - Planta piloto para produção e testes do combustível renovávelCláudia BatistaAinda não há avaliações
- Aplicacoes de Trocadores A Placas Na Usina de Acucar e AlcoolDocumento36 páginasAplicacoes de Trocadores A Placas Na Usina de Acucar e AlcoolClaudio Luiz YoshiiAinda não há avaliações
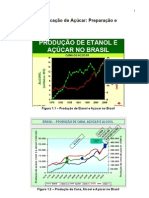
- Produção de Açúcar: Preparação e Extração da CanaDocumento204 páginasProdução de Açúcar: Preparação e Extração da Canamarcio_limaAinda não há avaliações
- TCC Lauren Souza Da Silva 2019 Peneira MolecularDocumento53 páginasTCC Lauren Souza Da Silva 2019 Peneira MolecularRodrigo Rocha de LimaAinda não há avaliações
- Produzir Zeolitas de Cinza Leves Do Carvão Mineral para Desidratar Etanol - TCC Lauren UnipampaDocumento4 páginasProduzir Zeolitas de Cinza Leves Do Carvão Mineral para Desidratar Etanol - TCC Lauren UnipampaRodrigo Rocha de LimaAinda não há avaliações
- Preparo Do Pé de CubaDocumento1 páginaPreparo Do Pé de CubaRodrigo Rocha de LimaAinda não há avaliações
- Recheios e Pratos PDFDocumento109 páginasRecheios e Pratos PDFWadson Leite Barbosa100% (2)
- Medidor de Turbidez AutomáticoDocumento2 páginasMedidor de Turbidez AutomáticoRodrigo Rocha de LimaAinda não há avaliações
- Documento 290 202009181047172Documento1 páginaDocumento 290 202009181047172Rodrigo Rocha de LimaAinda não há avaliações
- Trabalho de Mecânica Atividade 2Documento11 páginasTrabalho de Mecânica Atividade 2Rodrigo Rocha de LimaAinda não há avaliações
- Tatiana-Monografia LocadoraDocumento60 páginasTatiana-Monografia LocadoraRodrigo Rocha de LimaAinda não há avaliações
- TAKEYA, Denise Monteiro. Tendências Da Pesquisa em História Econômica Do Brasil No Período 1889-1930Documento7 páginasTAKEYA, Denise Monteiro. Tendências Da Pesquisa em História Econômica Do Brasil No Período 1889-1930lázaro_rufino_1Ainda não há avaliações
- Preparo da Cana: Objetivos e Fatores de DesempenhoDocumento62 páginasPreparo da Cana: Objetivos e Fatores de DesempenhoMarcelo Prado100% (1)
- Prova FarmacêuticoDocumento13 páginasProva FarmacêuticoMárcia R AlvesAinda não há avaliações
- Trabalho Introdução À Tecnologia Do Açúcar e Do Álcool - TEMA 1Documento26 páginasTrabalho Introdução À Tecnologia Do Açúcar e Do Álcool - TEMA 1Jameson ToledoAinda não há avaliações
- Fabricação RapaduraDocumento5 páginasFabricação RapaduraFlavio SilvaAinda não há avaliações
- BOVINOCULTURADocumento85 páginasBOVINOCULTURAJuliana MouraAinda não há avaliações
- Atividade - Interpretação de TextoDocumento4 páginasAtividade - Interpretação de TextoJessielle CamposAinda não há avaliações
- Materiais Não-Convencionais Utilizados Na Construção CivilDocumento10 páginasMateriais Não-Convencionais Utilizados Na Construção CivilTevio MouraAinda não há avaliações
- Raízen ESG: Sustentabilidade, Renováveis e Impacto PositivoDocumento20 páginasRaízen ESG: Sustentabilidade, Renováveis e Impacto Positivowalisson cardosoAinda não há avaliações
- Questões sobre modelos atômicos, processos químicos e contaminação por mercúrioDocumento6 páginasQuestões sobre modelos atômicos, processos químicos e contaminação por mercúrioJoão Paulo SousaAinda não há avaliações
- AGROPECUARIA URBANIZAÇAO POPULAÇAO Exercicios Geo - Caderno4Documento40 páginasAGROPECUARIA URBANIZAÇAO POPULAÇAO Exercicios Geo - Caderno4Chico TavaresAinda não há avaliações
- Globalização: fronteiras, comércio e estratégias empresariaisDocumento137 páginasGlobalização: fronteiras, comércio e estratégias empresariaisAna Souza 120Ainda não há avaliações
- A Escola conectada com a História do Brasil ColôniaDocumento6 páginasA Escola conectada com a História do Brasil ColôniaStar EstrelaAinda não há avaliações
- Revista do Instituto Arqueológico, Histórico e Geográfico Pernambucano Número 72Documento352 páginasRevista do Instituto Arqueológico, Histórico e Geográfico Pernambucano Número 72José Ozildo dos SantosAinda não há avaliações
- Beal 2008Documento116 páginasBeal 2008Cássia MonalisaAinda não há avaliações
- Processo Equalização ÁlcoolDocumento677 páginasProcesso Equalização ÁlcoolRoberto MoratoAinda não há avaliações
- A História Da CachaçaDocumento2 páginasA História Da CachaçaMarcus CastanholaAinda não há avaliações
- ROUNDUP ORIGINAL MAIS BULA Ver07112023pdfDocumento26 páginasROUNDUP ORIGINAL MAIS BULA Ver07112023pdfChris WakAinda não há avaliações
- Cadeia de Suprimentos do Açúcar e EtanolDocumento29 páginasCadeia de Suprimentos do Açúcar e EtanolAnderson SilvaAinda não há avaliações
- Sistema Colonial OcidentalDocumento16 páginasSistema Colonial OcidentalCelso Januario Jose Januario JoseAinda não há avaliações
- Capitalismo e Escravidão - ResumoDocumento9 páginasCapitalismo e Escravidão - ResumoJuliana Lye BatistaAinda não há avaliações
- Relatório de estágio em consultoria agrícola para cana-de-açúcarDocumento11 páginasRelatório de estágio em consultoria agrícola para cana-de-açúcarHeitor Torres AntunesAinda não há avaliações
- Aula 4 - Gestão Estratégica Do Agronegócio - 2021Documento64 páginasAula 4 - Gestão Estratégica Do Agronegócio - 2021Agnaldo Marcio GonçalvesAinda não há avaliações
- OPORTUNIDADES E DESAFIOS PARA NEGROS E MULATOS LIVRES NA ECONOMIA COLONIAL BRASILEIRADocumento16 páginasOPORTUNIDADES E DESAFIOS PARA NEGROS E MULATOS LIVRES NA ECONOMIA COLONIAL BRASILEIRAReyther VilardAinda não há avaliações
- Pet5 3o Ano Convertido Páginas 7 8Documento2 páginasPet5 3o Ano Convertido Páginas 7 8Gracyelle Santos de SouzaAinda não há avaliações
- O Açúcar Norte FluminenseDocumento10 páginasO Açúcar Norte Fluminensethobias_hpAinda não há avaliações
- Aula 01 Recepção e Preparo PDFDocumento88 páginasAula 01 Recepção e Preparo PDFHansMiku100% (1)
- Analise de Investimentos e Engenharia Economica - Estudo de CasoDocumento4 páginasAnalise de Investimentos e Engenharia Economica - Estudo de CasoAndré Luciano RodriguesAinda não há avaliações
- História da FitopatologiaDocumento135 páginasHistória da FitopatologiaAlda Koglin100% (1)
- Nutricao e Adubacao - Vitti e Otto v3Documento54 páginasNutricao e Adubacao - Vitti e Otto v3Júlia Pelozo CrepaldiAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- O corpo explica as 3 funções do excesso de peso: Revelações chocantes sobre o motivo pelo qual as pessoas não conseguem emagrecerNo EverandO corpo explica as 3 funções do excesso de peso: Revelações chocantes sobre o motivo pelo qual as pessoas não conseguem emagrecerNota: 5 de 5 estrelas5/5 (3)
- Detox de 10 dias: Como os sucos verdes limpam o seu organismo e emagrecemNo EverandDetox de 10 dias: Como os sucos verdes limpam o seu organismo e emagrecemNota: 2 de 5 estrelas2/5 (1)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Ser bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNo EverandSer bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNota: 5 de 5 estrelas5/5 (12)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Hipertrofia Muscular: da Nutrição à SuplementaçãoNo EverandHipertrofia Muscular: da Nutrição à SuplementaçãoAinda não há avaliações
- Raciocínio lógico e matemática para concursos: Manual completoNo EverandRaciocínio lógico e matemática para concursos: Manual completoNota: 5 de 5 estrelas5/5 (1)