Você também pode gostar
- Passo A PassoDocumento6 páginasPasso A Passosilvafabioda100% (1)
- Bombas Centrífugas ProcedimentosDocumento7 páginasBombas Centrífugas ProcedimentoseduardoAinda não há avaliações
- AR0530B3511HDocumento6 páginasAR0530B3511Hwashingtonpereiradesouza650Ainda não há avaliações
- Instruções de Limpeza Do CilindroDocumento4 páginasInstruções de Limpeza Do CilindroAlexandre Werneck SilvaAinda não há avaliações
- 383 - Regulagem de Tuchos Hidráulicos PDFDocumento4 páginas383 - Regulagem de Tuchos Hidráulicos PDFAdmir Rodrigues100% (1)
- Procedimento Engaxetamento Haste VálvulasDocumento6 páginasProcedimento Engaxetamento Haste VálvulasCosta VagnerAinda não há avaliações
- Ajuste Da Caixa Do Diferencial e Do PinhãoDocumento9 páginasAjuste Da Caixa Do Diferencial e Do PinhãoLucas Nascimento LopesAinda não há avaliações
- Manual de Operação - HHW-2JDocumento8 páginasManual de Operação - HHW-2JBruno CastroAinda não há avaliações
- Manual VET - FLG - 150Documento4 páginasManual VET - FLG - 150MaxiwendelAinda não há avaliações
- Bomba Reparação - DHBDocumento8 páginasBomba Reparação - DHBAlexandre100% (1)
- 09 Cabecote-Valvulas NXR160Documento23 páginas09 Cabecote-Valvulas NXR160Diogo100% (2)
- Localização Dos Solenoides E Mapeamento Do Conector Do Módulo Slc1 Slc2 Slc3 Slb1 S2 SLT S1Documento26 páginasLocalização Dos Solenoides E Mapeamento Do Conector Do Módulo Slc1 Slc2 Slc3 Slb1 S2 SLT S1Carlos Carol100% (5)
- Montagem diferencial DANA 207Documento24 páginasMontagem diferencial DANA 207ALAN SELLAinda não há avaliações
- Motor D7E - Cabecote - Cabecote, RecondicionamentoDocumento9 páginasMotor D7E - Cabecote - Cabecote, RecondicionamentoAparecidaMarquesAinda não há avaliações
- Manual Montagem CHT ECDocumento25 páginasManual Montagem CHT ECEder JacóAinda não há avaliações
- Manual de Instalacao E Manutencao de Braco de Carregamento Por Cima Top LoadingDocumento32 páginasManual de Instalacao E Manutencao de Braco de Carregamento Por Cima Top LoadingWadson Leite BarbosaAinda não há avaliações
- Reparações em compressores de ar comprimidoDocumento23 páginasReparações em compressores de ar comprimidoSERVIÇO ASSISTÊNCIA TÉCNICA AFIMADEIRAAinda não há avaliações
- 07 - Cabecote PDFDocumento19 páginas07 - Cabecote PDFThurMotoMecânica100% (1)
- Defeitos Hidraulicos 8800Documento19 páginasDefeitos Hidraulicos 8800jatir juniorAinda não há avaliações
- Manual Técnicas Reparação Motor OM 366LADocumento148 páginasManual Técnicas Reparação Motor OM 366LAPatrick Oliveira100% (3)
- Manual DanaDocumento44 páginasManual DanaJuliana PaduaAinda não há avaliações
- Manual Vet s1000 FLG 300Documento4 páginasManual Vet s1000 FLG 300Leandro AmorimAinda não há avaliações
- Danos no motor devido à penetração de impurezasDocumento148 páginasDanos no motor devido à penetração de impurezasDebora82% (28)
- Instalação, Operação e Manutenção de VálvulasDocumento6 páginasInstalação, Operação e Manutenção de VálvulasAlessandre OliveiraAinda não há avaliações
- Ilide - Info Manual Motor VW A Ar PRDocumento1 páginaIlide - Info Manual Motor VW A Ar PRRodrigoAinda não há avaliações
- HITER - Man85portDocumento9 páginasHITER - Man85portRicardo Cézar Santos RibeiroAinda não há avaliações
- Como reconstruir uma bomba de óleo YamahaDocumento21 páginasComo reconstruir uma bomba de óleo YamahateixeiraentalhekingmAinda não há avaliações
- Manual Valvula GuilotinaDocumento27 páginasManual Valvula GuilotinaWF SoluçõesAinda não há avaliações
- Be 10Documento7 páginasBe 10Douglas SchusterAinda não há avaliações
- Verificação e ajuste da folga axial em compressores parafusoDocumento6 páginasVerificação e ajuste da folga axial em compressores parafusoCarlos SilvaAinda não há avaliações
- Regulagem completa do motor Willys 6 cilindrosDocumento3 páginasRegulagem completa do motor Willys 6 cilindrosCarlos Cesar MoraisAinda não há avaliações
- 0aw 070441Documento112 páginas0aw 070441hector martinez mirandaAinda não há avaliações
- Manual de Oficina Motor ConvencionalDocumento35 páginasManual de Oficina Motor ConvencionalMauricioo Meloo100% (1)
- MSBH 220 03 06Documento4 páginasMSBH 220 03 06Helton NevesAinda não há avaliações
- Recondicionamento do motor: substituição de guias de válvulasDocumento30 páginasRecondicionamento do motor: substituição de guias de válvulasjuarez5geronimosilvaAinda não há avaliações
- PW5000 1Documento49 páginasPW5000 1Ramon RibeiroAinda não há avaliações
- Guia de reparo para injetor Denso Common RailDocumento22 páginasGuia de reparo para injetor Denso Common Railwillyan88% (8)
- Manual Das Bombas Hidráulicas P30S e P24S.Documento40 páginasManual Das Bombas Hidráulicas P30S e P24S.luiz eduardo100% (1)
- PDFDocumento2 páginasPDFSebastião Barbosa da SilvaAinda não há avaliações
- 012-010 Desgaste Do Furo Do Pino Do Compressor de ArDocumento5 páginas012-010 Desgaste Do Furo Do Pino Do Compressor de ArJoão JlmacaeAinda não há avaliações
- Notas de ManutençãoDocumento4 páginasNotas de ManutençãofernandoaaragaoAinda não há avaliações
- Montagem e desmontagem da bomba RZR 30K-4H JAQDocumento12 páginasMontagem e desmontagem da bomba RZR 30K-4H JAQGlaicon SilvaAinda não há avaliações
- Inspeção e manutenção do conjunto pistão e bielas em motores dieselDocumento20 páginasInspeção e manutenção do conjunto pistão e bielas em motores dieselRafael Dutil LucianaAinda não há avaliações
- Motor hidrostático: desmontagem e especificaçõesDocumento8 páginasMotor hidrostático: desmontagem e especificaçõesRogerio SilvaAinda não há avaliações
- Manual DanaDocumento44 páginasManual DanaWalace Souza100% (1)
- ESCP - Equipamentos Do Sistema de Controle Do PoçoDocumento139 páginasESCP - Equipamentos Do Sistema de Controle Do PoçoAntjun100% (1)
- Embreagem ValeoDocumento39 páginasEmbreagem Valeodieg.reisdosanjos4Ainda não há avaliações
- D6D - Cabeçote, RecondicionamentoDocumento9 páginasD6D - Cabeçote, RecondicionamentoAparecidaMarques100% (1)
- Manual de serviço da embreagem Luk Delivery 5-140Documento27 páginasManual de serviço da embreagem Luk Delivery 5-140Paulo FeitozaAinda não há avaliações
- Manual Bombas ETA KSBDocumento20 páginasManual Bombas ETA KSBÁtilaAinda não há avaliações
- Reparo de bombas hidráulicasDocumento61 páginasReparo de bombas hidráulicaseric_pompeia100% (1)
- Manutenção Bombas EpDocumento8 páginasManutenção Bombas EpCleiton De oliveira limaAinda não há avaliações
- Slide 4 Válvulas de Deslocamento Rotativo 2021-2Documento21 páginasSlide 4 Válvulas de Deslocamento Rotativo 2021-2Felipe Fiorotti da RochaAinda não há avaliações
- Instalação de Body Lift 2” na Ford Ranger 3.0 Cabine DuplaDocumento11 páginasInstalação de Body Lift 2” na Ford Ranger 3.0 Cabine DuplaAluizio MendonçaAinda não há avaliações
- Apostila de Vasos de PressãoDocumento122 páginasApostila de Vasos de Pressãopsanches25100% (2)
- Manual Mantenimiento Intervalvulas PDFDocumento8 páginasManual Mantenimiento Intervalvulas PDFGiancarlo CervantesAinda não há avaliações
- Procedimento de Reparação Veio Principal HR 5 MarchasDocumento3 páginasProcedimento de Reparação Veio Principal HR 5 MarchasAnderson Oliveira SimoesAinda não há avaliações
- Carburador Brosol 2E7Documento11 páginasCarburador Brosol 2E7German VazquezAinda não há avaliações
- Diagnóstico de Falha No Compressor WBO - GeralDocumento1 páginaDiagnóstico de Falha No Compressor WBO - GeralRafael Dutil LucianaAinda não há avaliações
- N00012PD - 3ed - Nov 2006Documento376 páginasN00012PD - 3ed - Nov 2006Rafael Dutil LucianaAinda não há avaliações
- CCB2 Coloured Piping - PTBR. - Formato A3Documento12 páginasCCB2 Coloured Piping - PTBR. - Formato A3Rafael Dutil LucianaAinda não há avaliações
- Consultar histórico SAP locomotivas manual técnicoDocumento1 páginaConsultar histórico SAP locomotivas manual técnicoRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas: ExecuçãoDocumento7 páginasManual Técnico de Locomotivas: ExecuçãoRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas: Execução ExtintoresDocumento2 páginasManual Técnico de Locomotivas: Execução ExtintoresRafael Dutil LucianaAinda não há avaliações
- Corte da cunha de engate em locomotivasDocumento4 páginasCorte da cunha de engate em locomotivasRafael Dutil LucianaAinda não há avaliações
- Operação em TraçãoDocumento2 páginasOperação em TraçãoRafael Dutil LucianaAinda não há avaliações
- Testar sistema do homem-morto em locomotivasDocumento3 páginasTestar sistema do homem-morto em locomotivasRafael Dutil LucianaAinda não há avaliações
- Manual técnico de inspeção de locomotivasDocumento1 páginaManual técnico de inspeção de locomotivasRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas: Frotas: GM e GE Revisão 07/2006Documento1 páginaManual Técnico de Locomotivas: Frotas: GM e GE Revisão 07/2006Rafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Ensaiar Teste de Fracionamento E Atuação Dos FreiosDocumento1 páginaManual Técnico de Locomotivas Ensaiar Teste de Fracionamento E Atuação Dos FreiosRafael Dutil LucianaAinda não há avaliações
- Treinamento em eletricidade de locomotivaDocumento25 páginasTreinamento em eletricidade de locomotivaRafael Dutil Luciana100% (1)
- Inspecionar pedal do homem-morto em locomotivasDocumento1 páginaInspecionar pedal do homem-morto em locomotivasRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Testar HM, Sobrevelocidade, Sino, Buzina, Limpadores de Pára-Brisa E Indicador de Fluxo de ArDocumento1 páginaManual Técnico de Locomotivas Testar HM, Sobrevelocidade, Sino, Buzina, Limpadores de Pára-Brisa E Indicador de Fluxo de ArRafael Dutil LucianaAinda não há avaliações
- Instalação e teste de sistema de combustívelDocumento3 páginasInstalação e teste de sistema de combustívelRafael Dutil LucianaAinda não há avaliações
- DinamicoDocumento2 páginasDinamicoRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Válvulas de Transferência Mu2A E Mu2BDocumento2 páginasManual Técnico de Locomotivas Válvulas de Transferência Mu2A E Mu2BRafael Dutil Luciana100% (2)
- Manual Técnico de Locomotivas Testar A Atuação Da Válvula de Segurança E7CDocumento1 páginaManual Técnico de Locomotivas Testar A Atuação Da Válvula de Segurança E7CRafael Dutil LucianaAinda não há avaliações
- GEK-114239AA - Manutenção Do Motor A Diesel GEVO Nível 2Documento214 páginasGEK-114239AA - Manutenção Do Motor A Diesel GEVO Nível 2Rafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Sensor Diferencial Do Indicador Eletrônico de Fluxo de ArDocumento1 páginaManual Técnico de Locomotivas Sensor Diferencial Do Indicador Eletrônico de Fluxo de ArRafael Dutil LucianaAinda não há avaliações
- Manual técnico de freios de locomotivaDocumento1 páginaManual técnico de freios de locomotivaRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas: ExecuçãoDocumento2 páginasManual Técnico de Locomotivas: ExecuçãoRafael Dutil LucianaAinda não há avaliações
- Operação em TraçãoDocumento2 páginasOperação em TraçãoRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Inspecionar Encanamento Geral E Válvula 26C Quanto A Existência de VazamentosDocumento1 páginaManual Técnico de Locomotivas Inspecionar Encanamento Geral E Válvula 26C Quanto A Existência de VazamentosRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas: Efetuar O Teste de Manutenção Da Redução Do Reservatório Equilibrante E Encanamento GeralDocumento1 páginaManual Técnico de Locomotivas: Efetuar O Teste de Manutenção Da Redução Do Reservatório Equilibrante E Encanamento GeralRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Ensaiar Teste de Emergência E Funcionamento Das Chaves Pcs E EssDocumento1 páginaManual Técnico de Locomotivas Ensaiar Teste de Emergência E Funcionamento Das Chaves Pcs E EssRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas: ExecuçãoDocumento1 páginaManual Técnico de Locomotivas: ExecuçãoRafael Dutil LucianaAinda não há avaliações
- Manual Técnico de Locomotivas Verificar Funcionamento Dos Manômetros de Ar Do Sistema de FreioDocumento1 páginaManual Técnico de Locomotivas Verificar Funcionamento Dos Manômetros de Ar Do Sistema de FreioRafael Dutil LucianaAinda não há avaliações
- TPW 125Documento1 páginaTPW 125Germano moraesAinda não há avaliações
- Manual Tecnico Motor ScaniaDocumento92 páginasManual Tecnico Motor ScaniaAlan Cesar Graciano84% (63)
- Lista de Precos FORD MWMDocumento12 páginasLista de Precos FORD MWMFabiano_PAinda não há avaliações
- Cap 09 Cilindro Pistao CRF250RDocumento11 páginasCap 09 Cilindro Pistao CRF250RUberlandio da Silva AlvesAinda não há avaliações
- Catalogo de Motor - ME30 45G-RevisadoDocumento67 páginasCatalogo de Motor - ME30 45G-RevisadoTriasa Michigan do BrasilAinda não há avaliações
- CarSis - Amarok 1Documento6 páginasCarSis - Amarok 1Francisco Wilson Bezerra FranciscoAinda não há avaliações
- Catalogo IksDocumento56 páginasCatalogo Iksjoao marcelino de sousa filhoAinda não há avaliações
- Manual Motores L24 - L28 - L32Documento28 páginasManual Motores L24 - L28 - L32Anderson Max Tarco ColqueAinda não há avaliações
- Catalogo de Peças Jd7815 e 7715Documento596 páginasCatalogo de Peças Jd7815 e 7715Rafael G Oliveira69% (13)
- Montagem do Motor Diesel GE 7FDL16EFIDocumento82 páginasMontagem do Motor Diesel GE 7FDL16EFIGenivaldo Ambasse Ambasse100% (1)
- Motor DKW V6: do três para seis cilindrosDocumento12 páginasMotor DKW V6: do três para seis cilindrosrobinrsm2010100% (2)
- Correia de distribuição Fiat Brava 1,9D JTDDocumento5 páginasCorreia de distribuição Fiat Brava 1,9D JTDvictorjoseteixeiraAinda não há avaliações
- Visão Geral 8RDocumento73 páginasVisão Geral 8RElvis Salviato100% (1)
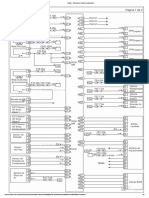
- Diagrama Electrico Honda TornadoDocumento3 páginasDiagrama Electrico Honda TornadoLeandro GiraldoAinda não há avaliações
- Xtz150'15 (2cc1 - 2cc2) CrosserDocumento63 páginasXtz150'15 (2cc1 - 2cc2) CrosserWilliam LourençoAinda não há avaliações
- Peças automotivas para Besta 2.2 Magma e Hurricane de 1994 a 1996Documento51 páginasPeças automotivas para Besta 2.2 Magma e Hurricane de 1994 a 1996brunoblantinAinda não há avaliações
- 4d370ed5eb5b9 PDFDocumento550 páginas4d370ed5eb5b9 PDFRonaldoAinda não há avaliações
- Miniescavadeiras E17c, E18c, E26c e E33cDocumento2 páginasMiniescavadeiras E17c, E18c, E26c e E33cKarina KrebsAinda não há avaliações
- Treinamento em sistemas mecânicos da locomotiva GM SD40 e GTDocumento38 páginasTreinamento em sistemas mecânicos da locomotiva GM SD40 e GTRafaelDutil100% (4)
- Sistema eletrônico do Citroën 1.6 16V FlexDocumento3 páginasSistema eletrônico do Citroën 1.6 16V FlexDevanir Braz100% (1)
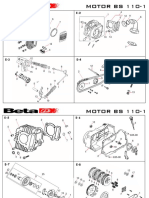
- Despiece Motor BS 110-1 PDFDocumento8 páginasDespiece Motor BS 110-1 PDFCintiaSoledadAndrade70% (10)
- 128029030-Catalogo-De-Pecas-1450-E-1550 Colheitadeira PDFDocumento928 páginas128029030-Catalogo-De-Pecas-1450-E-1550 Colheitadeira PDFCamilla Domingues100% (1)
- Yamaha DT180Documento58 páginasYamaha DT180Flavio EstelatoAinda não há avaliações
- CPE292ADVDocumento373 páginasCPE292ADVCasa das Tracoes50% (2)
- TCC RCG Sistema Eletronico de Injecao Gleidson - Kumagai 2022Documento92 páginasTCC RCG Sistema Eletronico de Injecao Gleidson - Kumagai 2022Bruno SouzaAinda não há avaliações
- Bomba InjetoraDocumento42 páginasBomba InjetoraADRIEL DA SILVA DOS SANTOSAinda não há avaliações
- Crosser 150 S 2018Documento70 páginasCrosser 150 S 2018Adilson Rocha Amoto YamahaAinda não há avaliações
- Catalogo Sensorauto Linha Pesada 2016Documento20 páginasCatalogo Sensorauto Linha Pesada 2016Aloisio RibeiroAinda não há avaliações
- Valtra BH 180 trator agrícola pesado características técnicasDocumento2 páginasValtra BH 180 trator agrícola pesado características técnicasLuan MaicomAinda não há avaliações
- AutoLinea 2018Documento44 páginasAutoLinea 2018Abner Souza100% (1)