Você também pode gostar
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- 1 Introdução Tratamento TérmicoDocumento25 páginas1 Introdução Tratamento TérmicoKenneth PortoAinda não há avaliações
- Oxidação A VaporDocumento4 páginasOxidação A Vaporantonio2020meAinda não há avaliações
- Tratamentos térmicos em açosDocumento7 páginasTratamentos térmicos em açosVinícius SlembarskiAinda não há avaliações
- Alto FornoDocumento41 páginasAlto FornotapeixotoAinda não há avaliações
- Produção de ferro gusa em alto-fornoDocumento37 páginasProdução de ferro gusa em alto-fornoHélio De Verónica SoriarAinda não há avaliações
- Curso CALDEIRAS - IND 4-5-6ºAulasDocumento100 páginasCurso CALDEIRAS - IND 4-5-6ºAulasGustavo HalmenschlagerAinda não há avaliações
- Zonas Do Alto FornoDocumento57 páginasZonas Do Alto FornothiagofortalezaAinda não há avaliações
- Revisão Alto FornoDocumento43 páginasRevisão Alto FornoPaula CarvalhoAinda não há avaliações
- Resposta Segunda Avaliação MateriaisDocumento3 páginasResposta Segunda Avaliação MateriaisGaa castelaniAinda não há avaliações
- Processos pirometalúrgicos aplicados à metalurgia dos não ferrososDocumento25 páginasProcessos pirometalúrgicos aplicados à metalurgia dos não ferrososPróssimu PasAinda não há avaliações
- Microestrutura de aços HP modificados com ítrioDocumento6 páginasMicroestrutura de aços HP modificados com ítrioorivaldoAinda não há avaliações
- Tratamentos Termicos e TermoquimicosDocumento18 páginasTratamentos Termicos e TermoquimicosaristidesAinda não há avaliações
- Steam Cracking e Fornos de PiróliseDocumento4 páginasSteam Cracking e Fornos de PiróliseNobody GonnaknowAinda não há avaliações
- 6150 Aço Cromo-VanadiumDocumento9 páginas6150 Aço Cromo-VanadiumsilvioflaAinda não há avaliações
- Fornos Fundição UNIFACSDocumento20 páginasFornos Fundição UNIFACSSivlezAinda não há avaliações
- Ferro EsponjaDocumento25 páginasFerro EsponjaWagner de PaduaAinda não há avaliações
- Tratamentos térmicos nos aços: esferoidização, recozimento, normalização, têmpera e revenidoDocumento23 páginasTratamentos térmicos nos aços: esferoidização, recozimento, normalização, têmpera e revenidoJames DewarAinda não há avaliações
- Proteção contra corrosão a quente em caldeirasDocumento12 páginasProteção contra corrosão a quente em caldeirasAlexander Muñoz MuñozAinda não há avaliações
- Trabalho Oxicorte - Elem TextualDocumento13 páginasTrabalho Oxicorte - Elem TextualdanigordilhoAinda não há avaliações
- Tratamentos térmicos para açoDocumento8 páginasTratamentos térmicos para açoCelso BritoAinda não há avaliações
- Redução Carbotérmica Dos Óxidos de Manganês e de FerroDocumento61 páginasRedução Carbotérmica Dos Óxidos de Manganês e de FerroCeli Gomes100% (1)
- Granulação AusteniticaDocumento7 páginasGranulação AusteniticaSandro FerreiraAinda não há avaliações
- Técnicas de Carburação em Fornos Rotativos A Óleo de Xisto e Gás Natural para A Produção de Ferros FundidosDocumento12 páginasTécnicas de Carburação em Fornos Rotativos A Óleo de Xisto e Gás Natural para A Produção de Ferros Fundidosmarcotulio123Ainda não há avaliações
- Endurecimento do aço: têmpera, revenimento e outros tratamentos térmicosDocumento9 páginasEndurecimento do aço: têmpera, revenimento e outros tratamentos térmicosAdriano BritoAinda não há avaliações
- Ajustador MecânicoDocumento157 páginasAjustador Mecânicojef1982100% (1)
- Tratamento Térmico Dos AçosDocumento7 páginasTratamento Térmico Dos AçosDominique100% (1)
- Processo de Soldagem AluminotermicoDocumento7 páginasProcesso de Soldagem AluminotermicoRaphael LopesAinda não há avaliações
- Medição de temperatura em furos de alto-fornoDocumento8 páginasMedição de temperatura em furos de alto-fornoVictor EricAinda não há avaliações
- Processos MetalurgicosDocumento64 páginasProcessos MetalurgicosPatriciaQuintanaAinda não há avaliações
- Nitretação A GásDocumento6 páginasNitretação A GásIsmael MoraesAinda não há avaliações
- MAIA, Inácio B. Da. Um Guia para Padronização Do Processo de Tratamento Térmico emDocumento11 páginasMAIA, Inácio B. Da. Um Guia para Padronização Do Processo de Tratamento Térmico emErika MaraAinda não há avaliações
- Ensaio de Cementação SuperficialDocumento13 páginasEnsaio de Cementação SuperficialPaulo Mirabelli100% (1)
- Fluxograma da Metalurgia Primária no Alto FornoDocumento51 páginasFluxograma da Metalurgia Primária no Alto FornoMariana CecílioAinda não há avaliações
- Ensaios e Caracterização de Materiais 1020Documento23 páginasEnsaios e Caracterização de Materiais 1020ArasouzaAinda não há avaliações
- Cementação a vácuo: processos de fabricaçãoDocumento19 páginasCementação a vácuo: processos de fabricaçãoMario Carvalho JuniorAinda não há avaliações
- Forno de fusão EOF para produção de açoDocumento12 páginasForno de fusão EOF para produção de açoToalha42Ainda não há avaliações
- FornosDocumento27 páginasFornosmariaAinda não há avaliações
- Tratamentos térmicos para alívio de tensões e recuperação de propriedadesDocumento10 páginasTratamentos térmicos para alívio de tensões e recuperação de propriedadesLuig ZattaAinda não há avaliações
- Vantagens dos briquetes de cavacos na fundiçãoDocumento21 páginasVantagens dos briquetes de cavacos na fundiçãoLeonardoAinda não há avaliações
- Tratamento Térmico SpectuDocumento26 páginasTratamento Térmico SpectuvfsantoAinda não há avaliações
- TratamentDocumento197 páginasTratamentLidiane MunizAinda não há avaliações
- Oxicorte: Processo e EquipamentosDocumento15 páginasOxicorte: Processo e EquipamentosRafael AmorimAinda não há avaliações
- CV e CoqueDocumento9 páginasCV e CoqueAmadeu ResendeAinda não há avaliações
- Tema Nro 4Documento51 páginasTema Nro 4Zetoriel ZetoAinda não há avaliações
- Aula 18 - Tratamentos TermoquimicosDocumento45 páginasAula 18 - Tratamentos TermoquimicosBruno Alves MartinsAinda não há avaliações
- Tratamentos Térmicos: Têmpera, Revenimento, Cementação e NitretaçãoDocumento92 páginasTratamentos Térmicos: Têmpera, Revenimento, Cementação e NitretaçãoNayara MeloAinda não há avaliações
- Propriedades de ferros fundidos nodulares SiMo para coletores de escapeDocumento9 páginasPropriedades de ferros fundidos nodulares SiMo para coletores de escapeWellington S. FrançaAinda não há avaliações
- Aula 6 - RecozimentoDocumento24 páginasAula 6 - RecozimentoAline FariaAinda não há avaliações
- Impacto Das Propriedades Das Pelotas de Minério de Ferro No Processo de Produção de Gusa No Alto-FornoDocumento8 páginasImpacto Das Propriedades Das Pelotas de Minério de Ferro No Processo de Produção de Gusa No Alto-FornoALMERINDO SOARES SILVA JUNIORAinda não há avaliações
- Relatório de MATERIAIS 2 - Cementação, Têmpera, Recozimento e NormalizaçãoDocumento14 páginasRelatório de MATERIAIS 2 - Cementação, Têmpera, Recozimento e NormalizaçãoVictor LustigAinda não há avaliações
- Produção de aço por redução direta e processos elétricosDocumento5 páginasProdução de aço por redução direta e processos elétricosIverton FariasAinda não há avaliações
- Temperabilidade e Tratamentos TérmicosDocumento8 páginasTemperabilidade e Tratamentos TérmicosAusier0% (1)
- Ciência e Engenharia dos MateriaisDocumento13 páginasCiência e Engenharia dos MateriaisMarilis MaguengueAinda não há avaliações
- Fornos de Reaquecimento e Laminação A QuenteDocumento41 páginasFornos de Reaquecimento e Laminação A QuenteMauricio CamargoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
- Análise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018No EverandAnálise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018Ainda não há avaliações
- Tratamento candidíase vaginalDocumento6 páginasTratamento candidíase vaginalDiana PereiraAinda não há avaliações
- Formiato de etila: Ficha de segurançaDocumento7 páginasFormiato de etila: Ficha de segurançaafrakekoAinda não há avaliações
- Fisioterapia e Ventilação MecânicaDocumento10 páginasFisioterapia e Ventilação MecânicaLeonardo Da Silva AlvesAinda não há avaliações
- DANFE para venda de chapiscos de concretoDocumento1 páginaDANFE para venda de chapiscos de concretoBruno BenicioAinda não há avaliações
- Curso de técnicas de operações em terminais de contêineresDocumento11 páginasCurso de técnicas de operações em terminais de contêineresAngelo BotelhoAinda não há avaliações
- A Reforma Agrária No BrasilDocumento5 páginasA Reforma Agrária No BrasilnicoleAinda não há avaliações
- Avaliação NR 11 - Empilhadeira - AlunoDocumento3 páginasAvaliação NR 11 - Empilhadeira - AlunoJoão Batista Leonel100% (2)
- Docs V TrabalhoDocumento1 páginaDocs V TrabalhoPaulo MeloAinda não há avaliações
- Nota de Aula 10ADocumento35 páginasNota de Aula 10AMarcelo RomarcoAinda não há avaliações
- Português Atividade 3 AnoDocumento27 páginasPortuguês Atividade 3 AnoeulerosilvaAinda não há avaliações
- Instruções para realização de prova objetiva e discursivaDocumento19 páginasInstruções para realização de prova objetiva e discursivaJoao victor SameiroAinda não há avaliações
- Capo 1Documento1 páginaCapo 1Raphael VicenteAinda não há avaliações
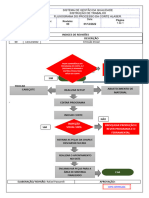
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Documento1 página10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliAinda não há avaliações
- Análise de tensões em vasos de pressão cilíndricos e esféricosDocumento42 páginasAnálise de tensões em vasos de pressão cilíndricos e esféricosJosé Roberto HonórioAinda não há avaliações
- Nattokinase: fibrinólise e saúde cardiovascularDocumento4 páginasNattokinase: fibrinólise e saúde cardiovascularSandro Rogério AlvaresAinda não há avaliações
- Gestao Empresarial 2015Documento74 páginasGestao Empresarial 2015Ernane Rufino E DorisAinda não há avaliações
- 4 Principais Erros Na Instalação Do Ar-Condicionado - WebArCondicionadoDocumento2 páginas4 Principais Erros Na Instalação Do Ar-Condicionado - WebArCondicionadopauloAinda não há avaliações
- Charge, Texto de Divulgação Científica e Reportagem - 3º Ao 5º AnoDocumento4 páginasCharge, Texto de Divulgação Científica e Reportagem - 3º Ao 5º Anoadrielebarbosa12Ainda não há avaliações
- Lista de exercícios avaliativa de circuitos digitaisDocumento4 páginasLista de exercícios avaliativa de circuitos digitaisElder SantosAinda não há avaliações
- Ebook PrincipalDocumento28 páginasEbook Principalcamily candyAinda não há avaliações
- Finanças Pessoais e InvestimentosDocumento17 páginasFinanças Pessoais e InvestimentosMiguelSalgadoAinda não há avaliações
- Monografia JOSEDocumento45 páginasMonografia JOSENhawas Ernesto100% (2)
- 823.828.165-20 DAE Único - Licenciamento Integrado 823.828.165-20 Nadson Gouvea Santana JPY1645 27400 SalvadorDocumento1 página823.828.165-20 DAE Único - Licenciamento Integrado 823.828.165-20 Nadson Gouvea Santana JPY1645 27400 SalvadorNadson SantanaAinda não há avaliações
- 7104 DS CONTROLE REMOTO GUINDASTE CONNECT LMI 5FN - TECNNIC R1.3Documento8 páginas7104 DS CONTROLE REMOTO GUINDASTE CONNECT LMI 5FN - TECNNIC R1.3segmaissegurancaemedAinda não há avaliações
- Gestão Património EstadoDocumento50 páginasGestão Património Estadocassimo luis mundimoAinda não há avaliações
- Tratado Dos 256 Odus de Ifa Brasil 2 PDF FreeDocumento6 páginasTratado Dos 256 Odus de Ifa Brasil 2 PDF FreeWildslay RodriguesAinda não há avaliações
- Manejo integrado das pragas da mandiocaDocumento17 páginasManejo integrado das pragas da mandiocaIraci RosaAinda não há avaliações
- O mundo sem os humanos: a natureza reocuparia a TerraDocumento4 páginasO mundo sem os humanos: a natureza reocuparia a Terramarianaa00100% (2)
- Matrizes Determinantes IIDocumento2 páginasMatrizes Determinantes IIRonaldo NdalaAinda não há avaliações
- Como Obama consegue ser produtivoDocumento4 páginasComo Obama consegue ser produtivoMoby Sport OficialAinda não há avaliações