Você também pode gostar
- Balanceamento de linha: otimizando a produção em 4 passosDocumento9 páginasBalanceamento de linha: otimizando a produção em 4 passosRogerio SantosAinda não há avaliações
- Lean Office - Fundamentos Das Organizações EnxutasDocumento91 páginasLean Office - Fundamentos Das Organizações EnxutasahsistiAinda não há avaliações
- Shōjinka: balanceamento flexível de mão-de-obraDocumento124 páginasShōjinka: balanceamento flexível de mão-de-obraGenilton CarvalhoAinda não há avaliações
- Princípios Lean ManufacturingDocumento58 páginasPrincípios Lean Manufacturingrobsongiovane30100% (3)
- Produção de camisetas e bombons: cálculos de Takt Time, mão de obra e eficiênciaDocumento19 páginasProdução de camisetas e bombons: cálculos de Takt Time, mão de obra e eficiênciaGrahAinda não há avaliações
- Balanceamento de LinhasDocumento14 páginasBalanceamento de LinhasthiagoAinda não há avaliações
- Política PúblicaDocumento69 páginasPolítica PúblicaPablo Mendoza100% (2)
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Engenharia de Produção: Métodos, Tempos e ModelosDocumento20 páginasEngenharia de Produção: Métodos, Tempos e Modelosfmv1972Ainda não há avaliações
- Engenharia de Produção: Métodos, Tempos e ModelosDocumento20 páginasEngenharia de Produção: Métodos, Tempos e Modelosfmv1972Ainda não há avaliações
- Estudo de tempos e métodos: cronometragem e análiseDocumento59 páginasEstudo de tempos e métodos: cronometragem e análiseEduardo Yam100% (1)
- Sistema de Controle Fuzzy-Ótimo Aplicado ao Problema de Balanço Pendular da Carga em Pontes RolantesNo EverandSistema de Controle Fuzzy-Ótimo Aplicado ao Problema de Balanço Pendular da Carga em Pontes RolantesAinda não há avaliações
- BALANCEAMENTO DE LINHADocumento6 páginasBALANCEAMENTO DE LINHAerisson_cAinda não há avaliações
- Setup PrensasDocumento22 páginasSetup PrensasOnormandes FerreiraAinda não há avaliações
- Origens do Sistema Toyota de Produção (TPSDocumento72 páginasOrigens do Sistema Toyota de Produção (TPSSimone Fortunato100% (2)
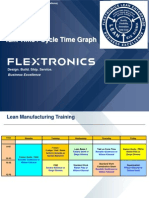
- Cycle Time X Takt TimeDocumento19 páginasCycle Time X Takt TimeCarlinhos Dario100% (1)
- Heijunka: Nivelamento da produção através da equalização do mix e volumeDocumento71 páginasHeijunka: Nivelamento da produção através da equalização do mix e volumePhaelucasAinda não há avaliações
- Memorex CNU Bloco 03 Amostra 01Documento26 páginasMemorex CNU Bloco 03 Amostra 01sueadmAinda não há avaliações
- Takt Time Administração de ProduçãoDocumento3 páginasTakt Time Administração de ProduçãojuniorAinda não há avaliações
- Administração Da Produção - Lista de ExercíciosDocumento5 páginasAdministração Da Produção - Lista de ExercíciosNathalia FerreiraAinda não há avaliações
- Memorex CNU Bloco 02 Amostra 01Documento22 páginasMemorex CNU Bloco 02 Amostra 01sueadmAinda não há avaliações
- Capitulo 4 Aluno - Arranjo FisicoDocumento34 páginasCapitulo 4 Aluno - Arranjo FisicolfortesAinda não há avaliações
- Estratégia de controle e representações gráficas de processosDocumento31 páginasEstratégia de controle e representações gráficas de processosBruno FernandesAinda não há avaliações
- Memorex CNU Bloco 01 Amostra 01Documento25 páginasMemorex CNU Bloco 01 Amostra 01sueadmAinda não há avaliações
- Estudo de TemposDocumento120 páginasEstudo de TemposLuana OliveiraAinda não há avaliações
- Análise Do Balanceamento de Uma Linha de Produção em Uma Empresa de AutopeçasDocumento9 páginasAnálise Do Balanceamento de Uma Linha de Produção em Uma Empresa de AutopeçasHadassa FeitosaAinda não há avaliações
- Modelos e Métricas de ProduçãoDocumento19 páginasModelos e Métricas de ProduçãoÁlvaro Vinha NovaAinda não há avaliações
- Balanceamento de LinhaDocumento9 páginasBalanceamento de LinhauevudoAinda não há avaliações
- 5 - Balanceamento de LinhasDocumento10 páginas5 - Balanceamento de LinhasMatheus BorelliAinda não há avaliações
- Trabalho Células de ManufaturaDocumento7 páginasTrabalho Células de ManufaturaRenato FilhoAinda não há avaliações
- Layout celular Toyota aumenta produtividadeDocumento17 páginasLayout celular Toyota aumenta produtividademauricioAinda não há avaliações
- Produção JIT polivalência operadoresDocumento5 páginasProdução JIT polivalência operadoresMatheus RodriguesAinda não há avaliações
- Aula 5 - 18-03-2024Documento16 páginasAula 5 - 18-03-2024Cleber Pizzatto DallegraveAinda não há avaliações
- Mecanismo Da Função ProduçãoDocumento14 páginasMecanismo Da Função ProduçãoLeonardo GuimarãesAinda não há avaliações
- Balanceamento de Linha emDocumento7 páginasBalanceamento de Linha emFABIO FIGUEIREDO RODRIGUES JUNIORAinda não há avaliações
- Sistemas Integrados de Produção: Implantação por Célula, Processo e LinhaDocumento54 páginasSistemas Integrados de Produção: Implantação por Célula, Processo e LinhaRoberto SlonzonAinda não há avaliações
- Evolução do tempo takt na Toyota do BrasilDocumento5 páginasEvolução do tempo takt na Toyota do BrasilrodrigoopAinda não há avaliações
- Atividade 2 - Projeto de Instalações Industriais - 54 2023Documento3 páginasAtividade 2 - Projeto de Instalações Industriais - 54 2023daimonkonicz219Ainda não há avaliações
- Atividade 2 - Projeto de Instalações Industriais - 54 2023Documento3 páginasAtividade 2 - Projeto de Instalações Industriais - 54 2023Fabio GuimaraesAinda não há avaliações
- Planejamento e Controle da Produção - Lista de ExercíciosDocumento6 páginasPlanejamento e Controle da Produção - Lista de ExercíciosAlanDelonAinda não há avaliações
- Estudo de Tempos e Métodos em Uma Empresa de ConfecçõesDocumento10 páginasEstudo de Tempos e Métodos em Uma Empresa de ConfecçõesNara Quintela BegniniAinda não há avaliações
- Tabela Kawasaki Tmo de Servico em GarantiaDocumento23 páginasTabela Kawasaki Tmo de Servico em Garantiaoficinarecife23Ainda não há avaliações
- Crono Analise 1Documento11 páginasCrono Analise 1Guilherme NegrelloAinda não há avaliações
- Balanceamento de linha de produção de bolos espaciaisDocumento4 páginasBalanceamento de linha de produção de bolos espaciaiskleber_lucatelliAinda não há avaliações
- Relatório 8 - Manufatura em Célula IIDocumento5 páginasRelatório 8 - Manufatura em Célula IIMadMax 56Ainda não há avaliações
- Trabalho Final - Tempos e MétodosDocumento30 páginasTrabalho Final - Tempos e MétodosEduardo Luiz RossiAinda não há avaliações
- Balanceamento de linhas de produçãoDocumento2 páginasBalanceamento de linhas de produçãoJonh MeloAinda não há avaliações
- Ergonomia e Segurança Do Trabalho Univ-6Documento47 páginasErgonomia e Segurança Do Trabalho Univ-6afseunbAinda não há avaliações
- Análise Estruturada de Falhas aumenta MTTF e reduz dispersão de tempos entre falhasDocumento27 páginasAnálise Estruturada de Falhas aumenta MTTF e reduz dispersão de tempos entre falhasSilva JoãoAinda não há avaliações
- Estudo do trabalho padrão em linhas de montagem de refrigeradoresDocumento1 páginaEstudo do trabalho padrão em linhas de montagem de refrigeradoresGece Wallace Santos RenoAinda não há avaliações
- NR 18 - Linha de Montagem para A Produção de Habitações de Interesse SocialDocumento20 páginasNR 18 - Linha de Montagem para A Produção de Habitações de Interesse SocialCPSSTAinda não há avaliações
- Planejamento de Linha de MontagemDocumento53 páginasPlanejamento de Linha de MontagemildoAinda não há avaliações
- Trabalho AcionamentosDocumento7 páginasTrabalho AcionamentosKennedy RibeiroAinda não há avaliações
- Fundamentos da Dinâmica da ProduçãoDocumento5 páginasFundamentos da Dinâmica da ProduçãoBernardo FernandesAinda não há avaliações
- Padronização de operações para melhoria contínuaDocumento10 páginasPadronização de operações para melhoria contínuaedumm001Ainda não há avaliações
- Gargalo Produção e Seus EfeitosDocumento4 páginasGargalo Produção e Seus EfeitosDavid IubelAinda não há avaliações
- Curva de AprendizagemDocumento17 páginasCurva de Aprendizagemdiogosantana1300% (1)
- Aula 07 Pfi 2022Documento30 páginasAula 07 Pfi 2022Lucas SatoAinda não há avaliações
- Heijunka para nivelar produçãoDocumento17 páginasHeijunka para nivelar produçãoDavid IubelAinda não há avaliações
- Indicadores de manutenção: MTBF, MTTR e disponibilidadeDocumento10 páginasIndicadores de manutenção: MTBF, MTTR e disponibilidadeLeandro AguiarAinda não há avaliações
- A Historia Do LayoutDocumento9 páginasA Historia Do Layoutrosana_rotoflexoAinda não há avaliações
- Trabalho Da Disciplina ED1 - Parte 2 e 3Documento6 páginasTrabalho Da Disciplina ED1 - Parte 2 e 3nooneknowstrueAinda não há avaliações
- Revisão Av1Documento35 páginasRevisão Av1Ezequiel Gonçalves CorrêaAinda não há avaliações
- Otimização Do Balanceamento de Linhas de Montagem Multi-Modelo para Produção em Pequenos LotesDocumento15 páginasOtimização Do Balanceamento de Linhas de Montagem Multi-Modelo para Produção em Pequenos LotesengwanderAinda não há avaliações
- Maria Do Socorro Souto Engenharia de Metodos PDFDocumento119 páginasMaria Do Socorro Souto Engenharia de Metodos PDFKaroline Lima100% (1)
- Processamento de tarefasDocumento9 páginasProcessamento de tarefasmillyyy01Ainda não há avaliações
- OEE, cronoanálise e takt timeDocumento29 páginasOEE, cronoanálise e takt timeAndréLuisLimaSantosAinda não há avaliações
- CPM- Método do caminho crítico para manutenção de máquinasDocumento8 páginasCPM- Método do caminho crítico para manutenção de máquinasandreacris_mkAinda não há avaliações
- Estudo Do Tempo TCCDocumento10 páginasEstudo Do Tempo TCCAlexsandro AndradeAinda não há avaliações
- Entendendo Os Timers Com Base No C Ccs E Pic12f629No EverandEntendendo Os Timers Com Base No C Ccs E Pic12f629Ainda não há avaliações
- Análise elétrica de impedimentos programados de sistemas elétricos utilizando fluxo de potência e Rough SetsNo EverandAnálise elétrica de impedimentos programados de sistemas elétricos utilizando fluxo de potência e Rough SetsAinda não há avaliações
- 12 - Regimento Geral Da UNIFEIDocumento5 páginas12 - Regimento Geral Da UNIFEIsueadmAinda não há avaliações
- Crimes e Penas Tipificados No Estatuto Da Criança e Do AdolescenteDocumento5 páginasCrimes e Penas Tipificados No Estatuto Da Criança e Do AdolescenteCleideDaPJAinda não há avaliações
- 1 - Constituição Da RepúblicaDocumento6 páginas1 - Constituição Da RepúblicasueadmAinda não há avaliações
- Resumo Do ECA Estatuto Da Crianca e Do ADocumento8 páginasResumo Do ECA Estatuto Da Crianca e Do AFlavinha MundimAinda não há avaliações
- O Planejamento Estratégico ApostilaDocumento4 páginasO Planejamento Estratégico ApostilasueadmAinda não há avaliações
- Plano Estratégico PessoalDocumento1 páginaPlano Estratégico PessoalsueadmAinda não há avaliações
- O Planejamento Estratégico ApostilaDocumento4 páginasO Planejamento Estratégico ApostilasueadmAinda não há avaliações
- Aula 1 2017Documento43 páginasAula 1 2017sueadmAinda não há avaliações
- Generico Gestao de Pessoas 201590 28 Id285594Documento6 páginasGenerico Gestao de Pessoas 201590 28 Id285594sueadmAinda não há avaliações
- Métricas LeanDocumento13 páginasMétricas LeanFabiana FrancoAinda não há avaliações
- GHINATODocumento53 páginasGHINATOElilia Silva0% (1)
- Implementação e Optimização de Value StreamDocumento113 páginasImplementação e Optimização de Value StreamCelso AlmeidaAinda não há avaliações
- 1.1. Métricas Lean - CaeDocumento32 páginas1.1. Métricas Lean - CaeRobsonAinda não há avaliações
- ExercíciosDocumento2 páginasExercíciosCleber Pizzatto DallegraveAinda não há avaliações
- PLANEJAMEDocumento74 páginasPLANEJAMEJefferson GarciaAinda não há avaliações
- OEE, cronoanálise e takt timeDocumento29 páginasOEE, cronoanálise e takt timeAndréLuisLimaSantosAinda não há avaliações
- 06 Admind Jic JitDocumento24 páginas06 Admind Jic JitTecnologiaemCADAinda não há avaliações
- Teorico 5Documento22 páginasTeorico 5DOUGLASAinda não há avaliações
- Balanceamento de operações para distribuição de atividades em estações de trabalhoDocumento10 páginasBalanceamento de operações para distribuição de atividades em estações de trabalhoVitor AugustoAinda não há avaliações
- Atividade 2 - Mapeamento de Processos - 512024Documento7 páginasAtividade 2 - Mapeamento de Processos - 512024torari8141Ainda não há avaliações
- Filosofia Lean: Princípios e FerramentasDocumento73 páginasFilosofia Lean: Princípios e FerramentasCarolina Antunes AmadeuAinda não há avaliações
- Elementos Fundamentais Do Sistema Toyota de Produ oDocumento19 páginasElementos Fundamentais Do Sistema Toyota de Produ oPedro GomesAinda não há avaliações
- Padronização de operações para melhoria contínuaDocumento10 páginasPadronização de operações para melhoria contínuaedumm001Ainda não há avaliações
- cronoanálise capacidadeDocumento52 páginascronoanálise capacidadeSostenis DiasAinda não há avaliações