Você também pode gostar
- Processo Turbo-expansão UNIVERSIDADEDocumento18 páginasProcesso Turbo-expansão UNIVERSIDADEDanilo CaldasAinda não há avaliações
- 16 CV5 Refrigeracao - Processos ExternosDocumento24 páginas16 CV5 Refrigeracao - Processos ExternosJorge AlbertoAinda não há avaliações
- Apostila Gás Natural I Cap 7 - CópiaDocumento7 páginasApostila Gás Natural I Cap 7 - CópiaEdvalda SebastiãoAinda não há avaliações
- 20 CV5 Proc. de Liquef. Da Planta de GNLDocumento17 páginas20 CV5 Proc. de Liquef. Da Planta de GNLJorge AlbertoAinda não há avaliações
- Biodiesel de Óleo de Babaçu por Destilação ReativaNo EverandBiodiesel de Óleo de Babaçu por Destilação ReativaAinda não há avaliações
- Mini plantas GNL e tratamento gás naturalDocumento12 páginasMini plantas GNL e tratamento gás naturaljoseoliverosAinda não há avaliações
- Cogeração - Trabalho Professor WilliamDocumento11 páginasCogeração - Trabalho Professor WilliamOrlando SantosAinda não há avaliações
- Turbinas A GasDocumento10 páginasTurbinas A Gasandre CAinda não há avaliações
- Processamento Gás Natural FraçõesDocumento33 páginasProcessamento Gás Natural FraçõesJuliane G. R. CunhaAinda não há avaliações
- Simulacao e Analise Parametrica de Uma uDocumento9 páginasSimulacao e Analise Parametrica de Uma uValter NevesAinda não há avaliações
- Queima de metanol nos gases do stripper na caldeira de recuperaçãoDocumento4 páginasQueima de metanol nos gases do stripper na caldeira de recuperaçãoPaulo CostaAinda não há avaliações
- Aula 4 - TDII Turbinas A GasDocumento38 páginasAula 4 - TDII Turbinas A GasFelix Xadreque ConwanaAinda não há avaliações
- Processamento de gás naturalDocumento38 páginasProcessamento de gás naturalHavila maria meloAinda não há avaliações
- NR 13 - Turboexpansor para Recuperação Da EnergiaDocumento9 páginasNR 13 - Turboexpansor para Recuperação Da EnergiaCPSSTAinda não há avaliações
- Atividade 2 - Balanços e CicloDocumento5 páginasAtividade 2 - Balanços e CicloBruno HenriqueAinda não há avaliações
- Trab - Termo Sistemas de Potência A Gás Cap9Documento28 páginasTrab - Termo Sistemas de Potência A Gás Cap9Rejane GabeAinda não há avaliações
- Turbinas A GásDocumento16 páginasTurbinas A GásjoaquimufopAinda não há avaliações
- Ciclo BraytonDocumento3 páginasCiclo BraytonDarthCreed ™Ainda não há avaliações
- 19 CV5 Descrições Do Processo Da Planta de GNLDocumento13 páginas19 CV5 Descrições Do Processo Da Planta de GNLJorge AlbertoAinda não há avaliações
- Transformadores RelatórioDocumento9 páginasTransformadores RelatórioEdnercio LuisAinda não há avaliações
- Fundamentos TurboexpanderDocumento3 páginasFundamentos TurboexpanderMarkinho LiraAinda não há avaliações
- Laudo Gerador EscolaDocumento6 páginasLaudo Gerador EscolaplanAinda não há avaliações
- Destilação Elizania PDFDocumento10 páginasDestilação Elizania PDFAna Paula Zé MauroAinda não há avaliações
- Projeto de destilação atmosférica de petróleoDocumento30 páginasProjeto de destilação atmosférica de petróleoGuilherme MedeirosAinda não há avaliações
- Otimização de queimadores e monitoramento de chamas em fornos de refinariaDocumento34 páginasOtimização de queimadores e monitoramento de chamas em fornos de refinariaSaulo RoseiraAinda não há avaliações
- Diagrama de blocos do processo FCCDocumento4 páginasDiagrama de blocos do processo FCCJOSÉ LÁZAROAinda não há avaliações
- Otimização Da Coluna de Destilação PetróleoDocumento92 páginasOtimização Da Coluna de Destilação PetróleoJorge Da Costa SeabraAinda não há avaliações
- Como Projetar, Construir e Testar Motores de Foguete Líquidos Pequenos (Leroy J Krzycki)Documento51 páginasComo Projetar, Construir e Testar Motores de Foguete Líquidos Pequenos (Leroy J Krzycki)Nadson GomesAinda não há avaliações
- Caldeira 08 - Leito Fluidizado Circulante com queima de biomassa e óleoDocumento47 páginasCaldeira 08 - Leito Fluidizado Circulante com queima de biomassa e óleoNilsonAinda não há avaliações
- Grupo 5T-Trabalho Ciclo CombinadoDocumento15 páginasGrupo 5T-Trabalho Ciclo Combinadohugod1982Ainda não há avaliações
- Termodinâmica da Central Tapada do OuteiroDocumento16 páginasTermodinâmica da Central Tapada do OuteiroPedro DinisAinda não há avaliações
- GrupM5Inverno2013 (2ºtrab)Documento10 páginasGrupM5Inverno2013 (2ºtrab)maccoutinhoAinda não há avaliações
- Modelo e simulação de destilaçãoDocumento25 páginasModelo e simulação de destilaçãoPaula MuradAinda não há avaliações
- Destilação de PetróleoDocumento41 páginasDestilação de PetróleoELLEN YASMIM DA SILVAAinda não há avaliações
- Aula 4 Centrais TermelétricasDocumento10 páginasAula 4 Centrais Termelétricasflauber nobreAinda não há avaliações
- Resumo. O Etanol É Visto Ultimamente Como Um Dos Prováveis Substitutos Dos CombustíveisDocumento10 páginasResumo. O Etanol É Visto Ultimamente Como Um Dos Prováveis Substitutos Dos Combustíveisgigio GigioAinda não há avaliações
- Indústrias do nitrogênio: produção de amôniaDocumento74 páginasIndústrias do nitrogênio: produção de amôniaLeticia MAinda não há avaliações
- Análise das tecnologias de processamento de gás naturalDocumento5 páginasAnálise das tecnologias de processamento de gás naturalJelcio SoitoAinda não há avaliações
- Trabalho 3 FinalDocumento18 páginasTrabalho 3 FinalMichelle WheelerAinda não há avaliações
- CiclosTermicosAVaporDocumento8 páginasCiclosTermicosAVaporamauryfsaAinda não há avaliações
- GV CaldeirasDocumento40 páginasGV Caldeirasjpn19100% (2)
- Unid9 2Documento9 páginasUnid9 2thaisAinda não há avaliações
- Ciclos de RefrigeraçãoDocumento15 páginasCiclos de RefrigeraçãoRapha MingAinda não há avaliações
- Processo de absorção refrigeradaDocumento6 páginasProcesso de absorção refrigeradaFernando Medeiros0% (1)
- Ciclo Combinado GasDocumento5 páginasCiclo Combinado GasPedro HassanAinda não há avaliações
- Ciclo de Compressão A VaporDocumento7 páginasCiclo de Compressão A VaporFagner Ferreira CostaAinda não há avaliações
- CV5 - Cbpupfce 1SDocumento7 páginasCV5 - Cbpupfce 1SJorge AlbertoAinda não há avaliações
- APRESENTAÇÃO ROTEIRO GTD - 08 - Centrais TermelétricasDocumento15 páginasAPRESENTAÇÃO ROTEIRO GTD - 08 - Centrais TermelétricasAnderson MestreAinda não há avaliações
- IQB Aula #7cracking Catalitico 23 - 24 REVISTODocumento71 páginasIQB Aula #7cracking Catalitico 23 - 24 REVISTOmartaAinda não há avaliações
- Princípios de Bioquímica de Lehninger - 6 Edição - Michael M. CoxDocumento2 páginasPrincípios de Bioquímica de Lehninger - 6 Edição - Michael M. CoxRenan AguiarAinda não há avaliações
- Simulacao de Uma Unidade de ProcessamentDocumento6 páginasSimulacao de Uma Unidade de ProcessamentValter NevesAinda não há avaliações
- Acumulador hidropneumático: aplicações e escolhaDocumento17 páginasAcumulador hidropneumático: aplicações e escolhaJACK_LIVEAinda não há avaliações
- CalcinadoresDocumento11 páginasCalcinadoresPaulo VenutoAinda não há avaliações
- Turbina A Gás de Queima ExternaDocumento31 páginasTurbina A Gás de Queima ExternaRafaella EduardaAinda não há avaliações
- 12 Refrigeração Industrial PDFDocumento41 páginas12 Refrigeração Industrial PDFMarcelo Carabajal100% (2)
- Processos TermodinâmicosDocumento14 páginasProcessos TermodinâmicosAnna Luíza LaurianoAinda não há avaliações
- Ip de P00 003 - ADocumento29 páginasIp de P00 003 - AMarco AntonioAinda não há avaliações
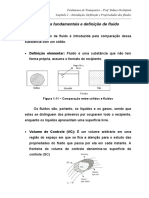
- Conceitos Fundamentais e Definição de FluidoDocumento19 páginasConceitos Fundamentais e Definição de FluidoDiogo MoraisAinda não há avaliações
- Revisão de prova de Química e FísicaDocumento5 páginasRevisão de prova de Química e FísicaSilvio BragaAinda não há avaliações
- POP verificação temperatura geladeiraDocumento3 páginasPOP verificação temperatura geladeiraDejair RodolfiAinda não há avaliações
- Primoleo 1Documento9 páginasPrimoleo 1DayseAinda não há avaliações
- Universide ComeDocumento11 páginasUniverside ComeDenny FranciscoAinda não há avaliações
- Geografia 8 ClasseDocumento45 páginasGeografia 8 ClasseJosé CavongueluaAinda não há avaliações
- 1466 PDF FISPQ 0025 Exaccta Anti SeptDocumento6 páginas1466 PDF FISPQ 0025 Exaccta Anti SeptEduardo SolerAinda não há avaliações
- Thermal decomposition of a smokeless solid propellantDocumento5 páginasThermal decomposition of a smokeless solid propellantRicardo Henrique L SilvaAinda não há avaliações
- Elementos de Combustão ApostilaDocumento137 páginasElementos de Combustão ApostilaFelipe Almeida WuAinda não há avaliações
- Refrigerador. Duplex Frost Free Eletrônico 370, 430 e 430 ZyriumDocumento17 páginasRefrigerador. Duplex Frost Free Eletrônico 370, 430 e 430 ZyriumEvandro SantosAinda não há avaliações
- Climatologia e Meteorologia: Fatores, Elementos e InfluênciasDocumento6 páginasClimatologia e Meteorologia: Fatores, Elementos e InfluênciasPretto ArãoAinda não há avaliações
- PROBABILIDADE E ESTATÍSTICA APLICADA À ENGENHARIA Exercicio 01 A 10Documento10 páginasPROBABILIDADE E ESTATÍSTICA APLICADA À ENGENHARIA Exercicio 01 A 10JaqueSilkAinda não há avaliações
- Rede InterbusDocumento7 páginasRede InterbusGianey Fernandes da SilvaAinda não há avaliações
- A Energia É Tudo o Que Produz Ou Pode Produzir AçãoDocumento9 páginasA Energia É Tudo o Que Produz Ou Pode Produzir AçãoDavi SilvaAinda não há avaliações
- Introdução à Termodinâmica EstatísticaDocumento197 páginasIntrodução à Termodinâmica EstatísticaHugo MesquitaAinda não há avaliações
- Projeto queimador forno cadinho GLPDocumento62 páginasProjeto queimador forno cadinho GLPAnonymous QY7Iu8fB100% (2)
- Autoclave Bioart Elite 21LDocumento20 páginasAutoclave Bioart Elite 21LAltair O. P. PassosAinda não há avaliações
- Termodinâmica: Sistemas, Energia Interna e EquilíbrioDocumento22 páginasTermodinâmica: Sistemas, Energia Interna e EquilíbrioJosé Leote PaixãoAinda não há avaliações
- Controlador HW 500Documento2 páginasControlador HW 500Navarro Zavala AntonyAinda não há avaliações
- Segunda Lei Da TD (Parte 2) - Questões para AulaDocumento3 páginasSegunda Lei Da TD (Parte 2) - Questões para AulaGabriel Boron RaksaAinda não há avaliações
- Sistemas - Coberturas EcologicasDocumento38 páginasSistemas - Coberturas EcologicasluisAinda não há avaliações
- Profeduardo Prob Contex Matriz 2010Documento3 páginasProfeduardo Prob Contex Matriz 2010TaubamanAinda não há avaliações
- Noções de grandezas físicas e unidades de medida em caldeirasDocumento230 páginasNoções de grandezas físicas e unidades de medida em caldeirascheilaAinda não há avaliações
- Percepção sobre atividades práticas no ensino de ciências na EJADocumento15 páginasPercepção sobre atividades práticas no ensino de ciências na EJASheillabio0% (1)
- Relatório de Laboratório de Química - Densidade de Sólidos e LiquídosDocumento11 páginasRelatório de Laboratório de Química - Densidade de Sólidos e LiquídosVitória Cintra PintorAinda não há avaliações
- ARREFECIMENTODocumento59 páginasARREFECIMENTOWesley MissonAinda não há avaliações
- InterEcoAmbienteDocumento58 páginasInterEcoAmbientemanuelaAinda não há avaliações
- Saft - InstrucoesDocumento16 páginasSaft - InstrucoesDouglas SilvaAinda não há avaliações
- FISPQ Thinner 4191Documento10 páginasFISPQ Thinner 4191Alfredo Fuchida100% (1)
- Serviços Ecossistêmicos e Planejamento Urbano: A Natureza a Favor do Desenvolvimento Sustentável das CidadesNo EverandServiços Ecossistêmicos e Planejamento Urbano: A Natureza a Favor do Desenvolvimento Sustentável das CidadesAinda não há avaliações
- Físico-química de Blendas e Compósitos PoliméricosNo EverandFísico-química de Blendas e Compósitos PoliméricosNota: 1 de 5 estrelas1/5 (1)
- Mecânica dos fluidos: Noções e aplicaçõesNo EverandMecânica dos fluidos: Noções e aplicaçõesNota: 3.5 de 5 estrelas3.5/5 (3)
- Sistema Hidrotérmico Brasileiro: Uma Solução MatemáticaNo EverandSistema Hidrotérmico Brasileiro: Uma Solução MatemáticaAinda não há avaliações
- Série Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNo EverandSérie Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNota: 5 de 5 estrelas5/5 (1)
- Série Didática para o Apoio à Formação de Professores de Química – Volume 1 – ÁtomosNo EverandSérie Didática para o Apoio à Formação de Professores de Química – Volume 1 – ÁtomosAinda não há avaliações
- Livro de receitas de panela de pressão: Receitas de panela de pressão (Livro de receitas: Pressure Cooker)No EverandLivro de receitas de panela de pressão: Receitas de panela de pressão (Livro de receitas: Pressure Cooker)Ainda não há avaliações
- Hipertensão Arterial: Uma Visão IntegrativaNo EverandHipertensão Arterial: Uma Visão IntegrativaNota: 5 de 5 estrelas5/5 (2)
- Coerência: A integração da energía impulsionando a longevidade. O seu impacto na otimização do bem-estar das célulasNo EverandCoerência: A integração da energía impulsionando a longevidade. O seu impacto na otimização do bem-estar das célulasNota: 4 de 5 estrelas4/5 (4)
- Avaliação da erva-mate como biossorventeNo EverandAvaliação da erva-mate como biossorventeAinda não há avaliações