Você também pode gostar
- Tratamentos térmicos para aços de cutelariaDocumento11 páginasTratamentos térmicos para aços de cutelariaLuis FariaAinda não há avaliações
- Tratamento TérmicoDocumento6 páginasTratamento Térmicotheod2dAinda não há avaliações
- Tipos de Aços e Tempera.Documento1 páginaTipos de Aços e Tempera.Edson GordianoAinda não há avaliações
- AçosDocumento26 páginasAçosMauricio MomoliAinda não há avaliações
- Termopares: características e aplicaçõesDocumento71 páginasTermopares: características e aplicaçõeslcs2006mvAinda não há avaliações
- EN39B - Material Engrenagem 87239615 87239608Documento6 páginasEN39B - Material Engrenagem 87239615 87239608José MárioAinda não há avaliações
- Tratamento Térmico - TêmperaDocumento2 páginasTratamento Térmico - TêmperaErnani ZimmermannAinda não há avaliações
- Tratamento Isotérmico & Resfriamento Contínuo (Slide Final)Documento25 páginasTratamento Isotérmico & Resfriamento Contínuo (Slide Final)sarana93taveiraAinda não há avaliações
- Tratamento térmico de facas: parâmetros para têmpera, revenimento e sub-zeroDocumento2 páginasTratamento térmico de facas: parâmetros para têmpera, revenimento e sub-zerojcl1122Ainda não há avaliações
- 08 Tratamento TermoquímicoDocumento8 páginas08 Tratamento TermoquímicoEmerson CastroAinda não há avaliações
- CATINOXDocumento8 páginasCATINOXScarduelliAinda não há avaliações
- Aço de Alta Resistência ao DesgasteDocumento2 páginasAço de Alta Resistência ao DesgasteAllan Kardek100% (1)
- AÇO C80CrDocumento1 páginaAÇO C80CrSamirAinda não há avaliações
- Relatório de Tratamento Térmico SAE1020 e SAE1045Documento7 páginasRelatório de Tratamento Térmico SAE1020 e SAE1045alerufino40Ainda não há avaliações
- Aço VM40FO para construção mecânica com alta resistênciaDocumento2 páginasAço VM40FO para construção mecânica com alta resistênciaairhigorAinda não há avaliações
- Calculo de Potencia ParaaquecimentoDocumento8 páginasCalculo de Potencia ParaaquecimentoailtonriosAinda não há avaliações
- Apostila Tratamento Térmico - MFQDocumento16 páginasApostila Tratamento Térmico - MFQMauro OnishiAinda não há avaliações
- Austêmpera MartêmperaDocumento7 páginasAustêmpera MartêmperaMyawimAinda não há avaliações
- Prova Tratamentos 2Documento4 páginasProva Tratamentos 2MATHEUS ALBERTO BORDIGNONAinda não há avaliações
- Características Sae 52100 PDFDocumento2 páginasCaracterísticas Sae 52100 PDFBernardo0% (1)
- Ajustador MecânicoDocumento157 páginasAjustador Mecânicojef1982100% (1)
- Gabarito Cuteleiro TTDocumento4 páginasGabarito Cuteleiro TTleandroAinda não há avaliações
- GGD Metals-Construção-MecânicaDocumento15 páginasGGD Metals-Construção-MecânicaSebastiao AdrianoAinda não há avaliações
- Exercicios de Balanço de EnergiaDocumento3 páginasExercicios de Balanço de EnergiaRick MalandilaAinda não há avaliações
- FT 11 Sinter30Documento2 páginasFT 11 Sinter30metalografiaAinda não há avaliações
- AustêmperaDocumento21 páginasAustêmperaMarlyo BastosAinda não há avaliações
- 5 Lista de Exercícios 2 2023 30 09 2023Documento13 páginas5 Lista de Exercícios 2 2023 30 09 2023Gabriel MarzolaAinda não há avaliações
- Cálculo de ferrita e perlita em aços carbonosDocumento6 páginasCálculo de ferrita e perlita em aços carbonosVitor CavalcantiAinda não há avaliações
- RevenimentoDocumento8 páginasRevenimentoGiovanna HusniAinda não há avaliações
- FT 40 Vl45fo PDFDocumento2 páginasFT 40 Vl45fo PDFairhigorAinda não há avaliações
- Isotérmicos: Austêmpera e MartêmperaDocumento4 páginasIsotérmicos: Austêmpera e MartêmperaAlessandro UrendaAinda não há avaliações
- Caldeiras Elétricas: Uma Opção para Locais com Pouca Oferta de CombustíveisDocumento11 páginasCaldeiras Elétricas: Uma Opção para Locais com Pouca Oferta de CombustíveisclaudiazaltraoAinda não há avaliações
- Trabalho-CarbonoDocumento12 páginasTrabalho-CarbonoWaldércio RosaAinda não há avaliações
- Slides 5 Cap Processamentos Trmicos RecozimentosDocumento27 páginasSlides 5 Cap Processamentos Trmicos RecozimentosloganAinda não há avaliações
- Tratamentos termoquímicos na UFRSDocumento96 páginasTratamentos termoquímicos na UFRSTiago SilvaAinda não há avaliações
- Aço 52100Documento1 páginaAço 52100Tiago AlvesAinda não há avaliações
- Construcao_MecanicaDocumento24 páginasConstrucao_MecanicaDiego GonçalvesAinda não há avaliações
- Austêmpera, Martêmpera e Tratamentos IsotérmicosDocumento4 páginasAustêmpera, Martêmpera e Tratamentos Isotérmicosflavio82pnAinda não há avaliações
- 7 - Anotações DieselDocumento8 páginas7 - Anotações DieselGustavo Colheri UchidaAinda não há avaliações
- Soldagem de Ligas Cobre-NíquelDocumento26 páginasSoldagem de Ligas Cobre-NíquelAlessandro sergio de souzaAinda não há avaliações
- acoSAE 8620 TratamentoDocumento11 páginasacoSAE 8620 TratamentoAdrian XavierAinda não há avaliações
- FT 11 Sinter23 PDFDocumento2 páginasFT 11 Sinter23 PDFmetalografiaAinda não há avaliações
- Aço 15N20 para facas e lâminasDocumento2 páginasAço 15N20 para facas e lâminasAirton José MonteiroAinda não há avaliações
- Os Tratamentos TermoquímicosDocumento97 páginasOs Tratamentos Termoquímicoscosma santosAinda não há avaliações
- Aços rápidos com composição química, propriedades e aplicações do VK5EDocumento3 páginasAços rápidos com composição química, propriedades e aplicações do VK5ELucas Dias LopesAinda não há avaliações
- Lista Temperabilidade - Guilherme Roemers MoacyrDocumento4 páginasLista Temperabilidade - Guilherme Roemers MoacyrGuilherme RoemersAinda não há avaliações
- Aço 1020 para aplicações mecânicasDocumento2 páginasAço 1020 para aplicações mecânicasVitor Rigueira de GodoyAinda não há avaliações
- 2.tipos Fluidos de Troca Termica e Calor CompletoDocumento40 páginas2.tipos Fluidos de Troca Termica e Calor CompletoHenrique FontesAinda não há avaliações
- Aço rápido de alta resistência para ferramentas de usinagemDocumento3 páginasAço rápido de alta resistência para ferramentas de usinagemHatada FelipeAinda não há avaliações
- Tubos de aço ST52 (SAE 1024) - normas técnicas e propriedadesDocumento1 páginaTubos de aço ST52 (SAE 1024) - normas técnicas e propriedadesLeandro BenedettiAinda não há avaliações
- Aço Carbono: origem, tipos e classificaçãoDocumento12 páginasAço Carbono: origem, tipos e classificaçãogfilhogAinda não há avaliações
- Waldir Bizzo - Ger Distr Utiliz de Vaporr - 08 - AquecedoresDocumento8 páginasWaldir Bizzo - Ger Distr Utiliz de Vaporr - 08 - AquecedoresDiegoCarvalhoAinda não há avaliações
- Aços Carbono ComposiçãoDocumento1 páginaAços Carbono ComposiçãoVinícius BessaAinda não há avaliações
- Cálculo de troca térmica em tanque de 8 mil litrosDocumento8 páginasCálculo de troca térmica em tanque de 8 mil litrosDiego BorgesAinda não há avaliações
- CatalogoDocumento105 páginasCatalogoVilson Martins GonçalvesAinda não há avaliações
- 6150 Aço Cromo-VanadiumDocumento9 páginas6150 Aço Cromo-VanadiumsilvioflaAinda não há avaliações
- Medindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8No EverandMedindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8Ainda não há avaliações
- Enviando A Medição De Decibelímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Decibelímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Materiais para resistências elétricasDocumento17 páginasMateriais para resistências elétricasEle isAinda não há avaliações
- Gaxeta-Arca (CONVERSÃO) PDFDocumento23 páginasGaxeta-Arca (CONVERSÃO) PDFg alves50% (2)
- Aços AcalmadosDocumento2 páginasAços AcalmadosVenicio AchermanAinda não há avaliações
- Slide ViDocumento21 páginasSlide ViCleveston MoraisAinda não há avaliações
- AaDocumento70 páginasAaFerro DiogoAinda não há avaliações
- Lixas: Tipos, Uso e Cuidados na Lixação de MadeiraDocumento22 páginasLixas: Tipos, Uso e Cuidados na Lixação de MadeiraRubens SandaAinda não há avaliações
- Classificação Das Ligas MetálicasDocumento4 páginasClassificação Das Ligas Metálicasneto80Ainda não há avaliações
- Lista de Material Planta & InstalaçãoDocumento21 páginasLista de Material Planta & InstalaçãoLeandro BuenoAinda não há avaliações
- Prontuário Posto 4-Centão Cerradinho - NR 20 Rev 0Documento318 páginasProntuário Posto 4-Centão Cerradinho - NR 20 Rev 0Marçal Chiusoli TononAinda não há avaliações
- MEMORIAL 20111117170751Memorial20Descritivo20FarolDocumento3 páginasMEMORIAL 20111117170751Memorial20Descritivo20FarolmartinsssaAinda não há avaliações
- Relatório 1 - Propriedades MetaisDocumento9 páginasRelatório 1 - Propriedades MetaisAna Soraia Vilaça CostaAinda não há avaliações
- Catalogo Grupo LDK v22Documento11 páginasCatalogo Grupo LDK v22Centroavante YAinda não há avaliações
- Política comercial e catálogo de produtos TEVADocumento28 páginasPolítica comercial e catálogo de produtos TEVAAnonymous nPK85ZFzAinda não há avaliações
- #00 - MCM - 300 (Metal - SENAI) PDFDocumento213 páginas#00 - MCM - 300 (Metal - SENAI) PDFProfessor Reginaldo GomesAinda não há avaliações
- Deivison Gouvea Da SilvaDocumento6 páginasDeivison Gouvea Da SilvaNicolas Manoel FerreiraAinda não há avaliações
- Planilha OrçamentariaDocumento5 páginasPlanilha OrçamentariaSteffi Carqueja KlotzAinda não há avaliações
- Engenharia Civil: Análise dos Carrinhos de Bate-BateDocumento18 páginasEngenharia Civil: Análise dos Carrinhos de Bate-Bategreta gerwigAinda não há avaliações
- Ligas de Alumínio - MetalthagaDocumento9 páginasLigas de Alumínio - MetalthagaRicardo MirandaAinda não há avaliações
- Comportamento Mecânico Dos Materiais CerâmicosDocumento42 páginasComportamento Mecânico Dos Materiais CerâmicosLarissa FernandesAinda não há avaliações
- NBR 8953 92 - Concreto para Fins Extruturais - Classificação Por Grupos de ResistênciaDocumento2 páginasNBR 8953 92 - Concreto para Fins Extruturais - Classificação Por Grupos de ResistênciaVitor CastroAinda não há avaliações
- MetaisFe NaoFeDocumento10 páginasMetaisFe NaoFeMário Brás BrásAinda não há avaliações
- 04 Fadiga PDFDocumento57 páginas04 Fadiga PDFMyguel ZorrerAinda não há avaliações
- Sinapi CT Paredes Concreto Formas 09 2021Documento50 páginasSinapi CT Paredes Concreto Formas 09 2021Rodolfo rosaAinda não há avaliações
- APR 006 - Edificações - Casa de Comando e Guarita - Laje AlveolarDocumento12 páginasAPR 006 - Edificações - Casa de Comando e Guarita - Laje AlveolarJuan Carlos Lopes SantosAinda não há avaliações
- Projecto Arquitectónico de Um Muro de VedaçãoDocumento9 páginasProjecto Arquitectónico de Um Muro de VedaçãoDavid Silva100% (1)
- Planilha John DeereDocumento8 páginasPlanilha John Deerefabio100% (1)
- Polímeros - Propriedades e AplicaçõesDocumento6 páginasPolímeros - Propriedades e AplicaçõesLucas Aguiar100% (1)
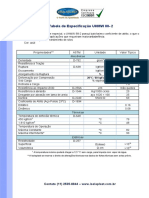
- FICHA UHMW 88 2 SiliconeDocumento1 páginaFICHA UHMW 88 2 SiliconeMaiquel Eduardo ErnAinda não há avaliações
- Pedras ArtificiaisDocumento6 páginasPedras Artificiaiszulmirazu788Ainda não há avaliações
- Conversões GaxetaDocumento57 páginasConversões GaxetaAleson KrauseAinda não há avaliações