Você também pode gostar
- Introdução aos principais processos de soldagem de metaisDocumento93 páginasIntrodução aos principais processos de soldagem de metaisRonie Toledo100% (2)
- Aquarela (Casa Beta) PDFDocumento31 páginasAquarela (Casa Beta) PDFSindarim100% (4)
- Inspeção Por DronesDocumento32 páginasInspeção Por DronesPriscila Pereira100% (1)
- Moldagem e Matérias de MoldagemDocumento121 páginasMoldagem e Matérias de MoldagemIsrael Henrique Teixeira LeiteAinda não há avaliações
- Materiais de Contrução MecanicaDocumento19 páginasMateriais de Contrução MecanicaMaykon Turatti100% (1)
- Verificação de ligações conforme NBR 8800Documento4 páginasVerificação de ligações conforme NBR 8800Bruno Morello KawamotoAinda não há avaliações
- Proteção CatódicaDocumento87 páginasProteção CatódicaGabrielAinda não há avaliações
- Separação de Mistura (Parte 2) - Ciências 6° AnoDocumento7 páginasSeparação de Mistura (Parte 2) - Ciências 6° AnoRafaela Barros Rodrigues100% (1)
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Soldagem e corte a gásDocumento12 páginasSoldagem e corte a gásWagner Rogerio Domingos100% (2)
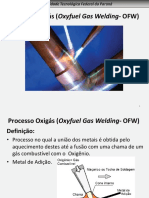
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Documento33 páginasProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisAinda não há avaliações
- Cortes Térmicos e com PlasmaDocumento27 páginasCortes Térmicos e com PlasmaFernando HenriqueAinda não há avaliações
- Apostila Pneumatica FluidSimDocumento135 páginasApostila Pneumatica FluidSimRodrigo Machado CarreraAinda não há avaliações
- Relatório de SoldaDocumento15 páginasRelatório de SoldaDaniella100% (2)
- Principais vantagens da metalização por aspersão térmicaDocumento17 páginasPrincipais vantagens da metalização por aspersão térmicaJuan camilo Gomez100% (1)
- Processos de Soldagem - Resumo 2 Prova (Continuação)Documento25 páginasProcessos de Soldagem - Resumo 2 Prova (Continuação)tinoco93100% (1)
- Como evitar manifestações patológicas em revestimentos de argamassaDocumento130 páginasComo evitar manifestações patológicas em revestimentos de argamassaGENCONS RafaeleAinda não há avaliações
- Atividade Avaliativa de Ciências 9º AnoDocumento4 páginasAtividade Avaliativa de Ciências 9º AnoIsaltina Almeida de Alvarenga100% (2)
- Corrosão em Altas TemperaturasDocumento69 páginasCorrosão em Altas TemperaturasLeonardo Molero ClementeAinda não há avaliações
- Identificação de Grupos Funcionais em Compostos OrgânicosDocumento13 páginasIdentificação de Grupos Funcionais em Compostos OrgânicosAmanda Ayumi0% (1)
- Aula 11 Eng Superf PDFDocumento83 páginasAula 11 Eng Superf PDFFabrício Quadros100% (1)
- Ensaio por partículas magnéticas detecta defeitosDocumento11 páginasEnsaio por partículas magnéticas detecta defeitosThete E Marco100% (1)
- Processos de soldagem: eletrodo, MIG/MAG e oxi-gásDocumento6 páginasProcessos de soldagem: eletrodo, MIG/MAG e oxi-gásMarcos Colli100% (1)
- Apresentação de Segurança para Trabalho A Quente Modulo de Atividades Com MaçaricoDocumento84 páginasApresentação de Segurança para Trabalho A Quente Modulo de Atividades Com Maçaricoigor teixeiraAinda não há avaliações
- 9 Ensaio de EmbutimentoDocumento5 páginas9 Ensaio de EmbutimentoPriscila Pereira0% (1)
- Aspersão TérmicaDocumento42 páginasAspersão TérmicaRoseana PereiraAinda não há avaliações
- Aspersao TermicaDocumento42 páginasAspersao TermicaWagner PeresAinda não há avaliações
- Processos não convencionais de usinagemDocumento53 páginasProcessos não convencionais de usinagemlucaslpm1100% (1)
- Artigo Aspersão TérmicaDocumento10 páginasArtigo Aspersão TérmicaDi MarsonAinda não há avaliações
- Aula Revestimentos AsperoDocumento8 páginasAula Revestimentos Asperoannaluiza.leaocostasilvaAinda não há avaliações
- E-Book Introdutório Sobre MetalizaçãoDocumento14 páginasE-Book Introdutório Sobre MetalizaçãoJosue araujoAinda não há avaliações
- Proc Soldagem-OxigasDocumento12 páginasProc Soldagem-OxigasEduardo CavalcanteAinda não há avaliações
- Tratamentos TérmicosDocumento29 páginasTratamentos TérmicosmatheusmausgassenAinda não há avaliações
- Metaliazacao de Valvulas em Ferro Fundido NodularDocumento15 páginasMetaliazacao de Valvulas em Ferro Fundido NodularGiovani LimaaAinda não há avaliações
- CAPITULOIIDAAPOSTILADESOLDAGEMDOSMETAISa551014Documento11 páginasCAPITULOIIDAAPOSTILADESOLDAGEMDOSMETAISa551014lmlmla02Ainda não há avaliações
- Resposta Segunda Avaliação MateriaisDocumento3 páginasResposta Segunda Avaliação MateriaisGaa castelaniAinda não há avaliações
- Soldagem A PlasmaDocumento29 páginasSoldagem A PlasmaPaulinoAinda não há avaliações
- SOLDAGEM Por OxigasDocumento10 páginasSOLDAGEM Por OxigasDionatas NascimentoAinda não há avaliações
- Aula XII 2 - Brasagem PDFDocumento33 páginasAula XII 2 - Brasagem PDFweslsy niceAinda não há avaliações
- Processos de Revestimento Por Adição de CamadasDocumento50 páginasProcessos de Revestimento Por Adição de CamadasMateus RodriguesAinda não há avaliações
- Tratamento Superficial SenaiDocumento38 páginasTratamento Superficial SenaicarlfelipeAinda não há avaliações
- Soldagem - Fichamento LivroDocumento10 páginasSoldagem - Fichamento Livrovitor_alberto_7100% (1)
- E-Book Básico Aspersão TérmicaDocumento10 páginasE-Book Básico Aspersão TérmicaJosue araujoAinda não há avaliações
- Oxicorte: processo e equipamentoDocumento13 páginasOxicorte: processo e equipamentoSaymon FelizAinda não há avaliações
- Soldagem Oxi-gás: Princípio e AplicaçõesDocumento13 páginasSoldagem Oxi-gás: Princípio e AplicaçõesDaniel Gaia100% (1)
- Corte PlasmaDocumento4 páginasCorte Plasmayoler478Ainda não há avaliações
- IFSC Soldagem a Gás ProcessoDocumento54 páginasIFSC Soldagem a Gás ProcessoJoão Maria BezerraAinda não há avaliações
- Soldagem - P2Documento27 páginasSoldagem - P2Nicolas SantosAinda não há avaliações
- Corte Plasma TrabalhoDocumento27 páginasCorte Plasma TrabalhoDeivid MárcioAinda não há avaliações
- Treinamento ProcessosDocumento57 páginasTreinamento ProcessoscristianAinda não há avaliações
- Corte plasma: entenda o processo e suas aplicaçõesDocumento4 páginasCorte plasma: entenda o processo e suas aplicaçõesRicardoAinda não há avaliações
- Aula 19Documento33 páginasAula 19Bruno DantasAinda não há avaliações
- Solda e CorteDocumento37 páginasSolda e CorteAndré BoldriniAinda não há avaliações
- Pesquisa Sobre SoldagemDocumento5 páginasPesquisa Sobre SoldagemSheyla MariaAinda não há avaliações
- 19 PF Soldagem Por BrasagemDocumento11 páginas19 PF Soldagem Por BrasagemYuri Queiroz100% (1)
- Soldagem Por BrasagemDocumento36 páginasSoldagem Por BrasagemasccorreaAinda não há avaliações
- Principais processos de soldagem e suas aplicaçõesDocumento8 páginasPrincipais processos de soldagem e suas aplicaçõesDayan ChristianAinda não há avaliações
- Teoriacorte PlasmaDocumento14 páginasTeoriacorte PlasmasandroAinda não há avaliações
- Corte Plasma PDFDocumento4 páginasCorte Plasma PDFolapAinda não há avaliações
- 02 Classificação Oxi-Gás ThermitDocumento76 páginas02 Classificação Oxi-Gás ThermitDaiana GuimarãesAinda não há avaliações
- Solda OxiacetilênicaDocumento4 páginasSolda OxiacetilênicaMarcledison Rodrigues da silvaAinda não há avaliações
- Materiais magneticamente moles sinterizados: propriedades e aplicaçõesDocumento18 páginasMateriais magneticamente moles sinterizados: propriedades e aplicaçõesLucasGuedesAinda não há avaliações
- Aula 18 - Tratamentos TermoquimicosDocumento45 páginasAula 18 - Tratamentos TermoquimicosBruno Alves MartinsAinda não há avaliações
- Aula 10 - Soldagem Por Eletroescória e AluminotérmicaDocumento37 páginasAula 10 - Soldagem Por Eletroescória e AluminotérmicaIhana GabrielaAinda não há avaliações
- Capilaridade É Bom e A Soldagem Gosta PDFDocumento11 páginasCapilaridade É Bom e A Soldagem Gosta PDFMichael LinsAinda não há avaliações
- Corte Plasma - Processo e ComponentesDocumento26 páginasCorte Plasma - Processo e ComponentesEduardo RodriguesAinda não há avaliações
- Tratamento Térmico - TêmperaDocumento2 páginasTratamento Térmico - TêmperaErnani ZimmermannAinda não há avaliações
- CementaçãoDocumento24 páginasCementaçãoRafael CoutinhoAinda não há avaliações
- Análise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018No EverandAnálise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018Ainda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- A sociedade do conhecimento e suas tecnologias: estudos em Ciências Exatas e Engenharias - Volume 8No EverandA sociedade do conhecimento e suas tecnologias: estudos em Ciências Exatas e Engenharias - Volume 8Ainda não há avaliações
- Ensaio de Materiais Gabarito Aulas 1 A 25Documento6 páginasEnsaio de Materiais Gabarito Aulas 1 A 25Priscila PereiraAinda não há avaliações
- 25 Ensaio Por Raios GamaDocumento10 páginas25 Ensaio Por Raios GamaPriscila PereiraAinda não há avaliações
- Cilindros de Paredes Espessas Sob PressãoDocumento11 páginasCilindros de Paredes Espessas Sob PressãoPriscila PereiraAinda não há avaliações
- 24 Ensaio Por Raios XDocumento11 páginas24 Ensaio Por Raios XPriscila PereiraAinda não há avaliações
- 18 Ensaios VisuaisDocumento7 páginas18 Ensaios VisuaisPriscila PereiraAinda não há avaliações
- 21 Ultra SomDocumento9 páginas21 Ultra SomPriscila PereiraAinda não há avaliações
- 23 RadiografiaDocumento8 páginas23 RadiografiaPriscila PereiraAinda não há avaliações
- 22 Realizando o Ensaio de Ultra SomDocumento9 páginas22 Realizando o Ensaio de Ultra SomPriscila PereiraAinda não há avaliações
- 16 Ensaio de ImpactoDocumento7 páginas16 Ensaio de ImpactoPriscila PereiraAinda não há avaliações
- 17 Impacto A Baixas TemperaturasDocumento5 páginas17 Impacto A Baixas TemperaturasPriscila PereiraAinda não há avaliações
- 15 Ensaio de FadigaDocumento7 páginas15 Ensaio de FadigaPriscila PereiraAinda não há avaliações
- 13 Dureza VickersDocumento7 páginas13 Dureza VickersPriscila PereiraAinda não há avaliações
- 14 Ensaio de FluenciaDocumento6 páginas14 Ensaio de FluenciaPriscila PereiraAinda não há avaliações
- 12 Dureza RockwellDocumento8 páginas12 Dureza RockwellCristianeAinda não há avaliações
- 10 Ensaio de TorcaoDocumento6 páginas10 Ensaio de TorcaoPriscila PereiraAinda não há avaliações
- Defeitos Interfaciais e VoluméticosDocumento7 páginasDefeitos Interfaciais e VoluméticosPriscila PereiraAinda não há avaliações
- 11 Dureza BrinellDocumento10 páginas11 Dureza BrinellCristianeAinda não há avaliações
- 4 Ensaio de Tracao Procedimentos NormalizadosDocumento6 páginas4 Ensaio de Tracao Procedimentos NormalizadosPriscila PereiraAinda não há avaliações
- 5 Ensaio de Tracao Analise Dos ResultadosDocumento7 páginas5 Ensaio de Tracao Analise Dos ResultadosPriscila PereiraAinda não há avaliações
- 6 Ensaio de CompreessaoDocumento7 páginas6 Ensaio de CompreessaoPriscila PereiraAinda não há avaliações
- 1 Ensaiar e PrecisoDocumento7 páginas1 Ensaiar e PrecisoPriscila PereiraAinda não há avaliações
- 3 Ensaio de Tracao Propriedades Mecanicas AvaliadasDocumento6 páginas3 Ensaio de Tracao Propriedades Mecanicas AvaliadasPriscila Pereira100% (1)
- Defeitos Interfaciais e VoluméticosDocumento7 páginasDefeitos Interfaciais e VoluméticosPriscila PereiraAinda não há avaliações
- 2 Ensaio de Tracao Calculo Da TensaoDocumento7 páginas2 Ensaio de Tracao Calculo Da TensaoPriscila PereiraAinda não há avaliações
- Análise de Vibraà à EsDocumento48 páginasAnálise de Vibraà à EsPaulo Jorge OliveiraAinda não há avaliações
- 1 Conceito Tributo Eu Tenho Direito Mapa Mental PDFDocumento1 página1 Conceito Tributo Eu Tenho Direito Mapa Mental PDFabbalthazarAinda não há avaliações
- 1 Lista EsteqDocumento1 página1 Lista EsteqElaine VianaAinda não há avaliações
- Relatório de Dados Da ObraDocumento38 páginasRelatório de Dados Da ObraPeres NetoAinda não há avaliações
- Maria Helena Leibanti Gerhard 2 FinalDocumento9 páginasMaria Helena Leibanti Gerhard 2 FinalsborcabrAinda não há avaliações
- Catalogo - Tinta - Spray 2023Documento4 páginasCatalogo - Tinta - Spray 2023ferexx8Ainda não há avaliações
- Aula - Prát Reações InorgânicasDocumento5 páginasAula - Prát Reações InorgânicasebucioliAinda não há avaliações
- Meios lubri-refrigerantes: funções e tiposDocumento21 páginasMeios lubri-refrigerantes: funções e tiposLucas AningerAinda não há avaliações
- Atuador Normalizado DSBG-160-800-PPVA-N3Documento2 páginasAtuador Normalizado DSBG-160-800-PPVA-N3Júlio CésarAinda não há avaliações
- Análisis Térmico - Hierro Gris - ImprimirDocumento30 páginasAnálisis Térmico - Hierro Gris - ImprimirDAinda não há avaliações
- Soldador Tem Direito A InsalubridadeDocumento2 páginasSoldador Tem Direito A InsalubridadeAdriano Rogerio Santos100% (1)
- Alvonil CatalogoDocumento8 páginasAlvonil CatalogoRaquel MabeAinda não há avaliações
- Acabamento alquídico brilhante para açoDocumento1 páginaAcabamento alquídico brilhante para açoThais Magalhães SerraAinda não há avaliações
- Pesos específicos de materiais comunsDocumento3 páginasPesos específicos de materiais comunsIdo ManoelAinda não há avaliações
- Catalogo Composicoes SETOP LESTE COM DESONERACAODocumento3.281 páginasCatalogo Composicoes SETOP LESTE COM DESONERACAOLuana ProcópioAinda não há avaliações
- Valvula Guilhotina KGD - Wafer (Portugues)Documento8 páginasValvula Guilhotina KGD - Wafer (Portugues)paulo maximoAinda não há avaliações
- Análise química de pigmento de alumínioDocumento8 páginasAnálise química de pigmento de alumíniohenriqueAinda não há avaliações
- Chevron Texclad - 180313Documento2 páginasChevron Texclad - 180313Bianka MoreiraAinda não há avaliações
- Promenores ConstrutivosDocumento25 páginasPromenores ConstrutivosNayara BrazãoAinda não há avaliações
- Química Orgânica I - Estrutura das moléculas orgânicasDocumento93 páginasQuímica Orgânica I - Estrutura das moléculas orgânicasMaria SilvaAinda não há avaliações
- Tingimentode ElastanoDocumento8 páginasTingimentode ElastanoluygkuygkyugAinda não há avaliações
- RAVUR 450 - Aços resistentes ao desgasteDocumento2 páginasRAVUR 450 - Aços resistentes ao desgasteJosé Anacleto Longo JúniorAinda não há avaliações
- NBR 07180 - 1984 - Solo - Determinacao Do Limite de PlasticiDocumento3 páginasNBR 07180 - 1984 - Solo - Determinacao Do Limite de PlasticiIliris MotaAinda não há avaliações
- LISTA DE MATERIAIS ILUMINAÇÃO CAMPO FUTEBOLDocumento3 páginasLISTA DE MATERIAIS ILUMINAÇÃO CAMPO FUTEBOLAdriano BaldiceraAinda não há avaliações