Você também pode gostar
- Capitulo 16 - Estoques de SegurancaDocumento31 páginasCapitulo 16 - Estoques de SegurancaMaurício LimaAinda não há avaliações
- Gestão de Estoques e Níveis de ServiçoDocumento31 páginasGestão de Estoques e Níveis de ServiçoOcimar Antonio FranciscoAinda não há avaliações
- 06 Sistema de Reposição - Ponto de PedidoDocumento58 páginas06 Sistema de Reposição - Ponto de PedidoMarcos OliveiraAinda não há avaliações
- Aula 10 - Gestão de Estoques - Parte - 3Documento12 páginasAula 10 - Gestão de Estoques - Parte - 3Gabriel Rosa De OliveiraAinda não há avaliações
- Lista de Exercicios - Administração Materiais 2o Sem 10Documento16 páginasLista de Exercicios - Administração Materiais 2o Sem 10Felipe Araujo33% (3)
- Gestão de estoques UFTMDocumento12 páginasGestão de estoques UFTMLuizFelipeMouraAinda não há avaliações
- Aula Adm Estoques 2 MRPDocumento23 páginasAula Adm Estoques 2 MRPFábio de Almeida Faria FariaAinda não há avaliações
- Questoes PCP BrenoDocumento4 páginasQuestoes PCP BrenoBreno Corrêa SilvaAinda não há avaliações
- Tarefa 5 - PCPDocumento7 páginasTarefa 5 - PCPMatheus RodriguesAinda não há avaliações
- Gestão de estoques: definição, funções, LEC e LEFDocumento53 páginasGestão de estoques: definição, funções, LEC e LEFelclesioAinda não há avaliações
- Administração de Estoques - Técnicas e ObjetivosDocumento36 páginasAdministração de Estoques - Técnicas e ObjetivosMaria Clara Melo GandraAinda não há avaliações
- Gestão de stocks: planeamento, armazenagem e inventáriosDocumento5 páginasGestão de stocks: planeamento, armazenagem e inventáriosTALebreAinda não há avaliações
- 1755exercicios Especializacao PCP 1aFDSDocumento4 páginas1755exercicios Especializacao PCP 1aFDSpaula71Ainda não há avaliações
- Tirei 8,5 - Unidade 2 - Atividade 6 - Larissa Jonaly RodriguesDocumento5 páginasTirei 8,5 - Unidade 2 - Atividade 6 - Larissa Jonaly RodriguesLarissa Jonaly RodriguesAinda não há avaliações
- Planejamento e Controle de Produção - Apontamento de ProduçãoDocumento19 páginasPlanejamento e Controle de Produção - Apontamento de ProduçãoCleberton Antunes100% (1)
- Estoques: Exercícios sobre métodos de controle e cálculo de parâmetrosDocumento2 páginasEstoques: Exercícios sobre métodos de controle e cálculo de parâmetrosYgorAinda não há avaliações
- Estratégias de estoque - Decisões sobre Política de EstoquesDocumento56 páginasEstratégias de estoque - Decisões sobre Política de EstoquesGuilherme Vinicyus BatistaAinda não há avaliações
- Um Museu de História Natural Abriu Uma Loja de Presentes Há Dois AnosDocumento2 páginasUm Museu de História Natural Abriu Uma Loja de Presentes Há Dois AnosPedro CândidoAinda não há avaliações
- Exercícios MMM e MRP 2021 12Documento5 páginasExercícios MMM e MRP 2021 12Luiz Antonio Picco JuniorAinda não há avaliações
- Gestão de Estoque Cap12NDocumento34 páginasGestão de Estoque Cap12Nadaias297Ainda não há avaliações
- Gestão Estoques 40Documento7 páginasGestão Estoques 40Tânia CarreiraAinda não há avaliações
- Gestão de Estoques: Tipos, Custos e ControleDocumento65 páginasGestão de Estoques: Tipos, Custos e ControleleoAinda não há avaliações
- Módulo Materiais - ExercíciosDocumento16 páginasMódulo Materiais - ExercíciosNatalia LescanoAinda não há avaliações
- Producao Puxada e Producao Empurrada PDFDocumento16 páginasProducao Puxada e Producao Empurrada PDFJéssica KaliAinda não há avaliações
- Adm EstoqueDocumento24 páginasAdm Estoquevitim30Ainda não há avaliações
- Exercicios de Gestão de Stocks GCADocumento5 páginasExercicios de Gestão de Stocks GCAGestao Lusiada100% (1)
- MRP II, ERP e SCM: gestão de estoquesDocumento21 páginasMRP II, ERP e SCM: gestão de estoquesEsther RodriguesAinda não há avaliações
- Lean conceitos produção puxada nivelamentoDocumento17 páginasLean conceitos produção puxada nivelamentoRonaldo BrancoAinda não há avaliações
- Lotes econômicos e MRPDocumento12 páginasLotes econômicos e MRPEDGCONSULTAinda não há avaliações
- Exercã-Cios 1Documento8 páginasExercã-Cios 1Charles Bruno0% (2)
- Apoio 1Documento49 páginasApoio 1Priscila MaturanaAinda não há avaliações
- VMI-Gestão de Estoque pelo FornecedorDocumento24 páginasVMI-Gestão de Estoque pelo FornecedorlinneufioloAinda não há avaliações
- Exercício Administração de MateriaisDocumento3 páginasExercício Administração de MateriaisBrenda Rosalino TerraAinda não há avaliações
- Exercícios Gestão de Estoques ResolvidoDocumento13 páginasExercícios Gestão de Estoques ResolvidoJúlio Maciel Maciel100% (3)
- Controle de EstoqueDocumento58 páginasControle de EstoqueLucas ParanhosAinda não há avaliações
- Gestão de Estoques: Procedimentos e RelatóriosDocumento30 páginasGestão de Estoques: Procedimentos e RelatóriosCarlos Cleber Romao Da SilvaAinda não há avaliações
- Gestão de Suprimento - Assuntos para Av3Documento82 páginasGestão de Suprimento - Assuntos para Av3Giancarlo Alves SimõesAinda não há avaliações
- Modulo I - Circuitos Mercadorias AprovisionamentoDocumento41 páginasModulo I - Circuitos Mercadorias AprovisionamentovovrkndtAinda não há avaliações
- AML 09 Lotes EconômicosDocumento7 páginasAML 09 Lotes EconômicosKazuza EmersonAinda não há avaliações
- Apostila Gestao de Compras e EstoqueDocumento47 páginasApostila Gestao de Compras e EstoqueAurelio Mendanha75% (8)
- Aula 04 PCPDocumento54 páginasAula 04 PCPhelinaldoAinda não há avaliações
- ProvaDocumento2 páginasProvaLucas StefanAinda não há avaliações
- Administracao CataguasesDocumento12 páginasAdministracao Cataguasestomilho tomAinda não há avaliações
- Administracao UbaDocumento12 páginasAdministracao Ubatomilho tomAinda não há avaliações
- Apostila GATPDocumento105 páginasApostila GATPAlfredo Machado NetoAinda não há avaliações
- PCP II - Gestão de EstoquesDocumento25 páginasPCP II - Gestão de EstoquesamandaponcianoAinda não há avaliações
- 3 Prova 09-12-2020 PDFDocumento3 páginas3 Prova 09-12-2020 PDFGabriel FelippeAinda não há avaliações
- 3 Prova 09-12-2020 PDFDocumento3 páginas3 Prova 09-12-2020 PDFGabriel Felippe0% (1)
- Gestão Da Demanda e Do EstoqueDocumento48 páginasGestão Da Demanda e Do EstoqueAmaral BarbosaAinda não há avaliações
- Ferramentas Qualitativas e Quantitativas: Aplicadas À Tomada de Decisão em LogísticaNo EverandFerramentas Qualitativas e Quantitativas: Aplicadas À Tomada de Decisão em LogísticaAinda não há avaliações
- Faça Você Mesmo O Sistema Da Qualidade AutogeridoNo EverandFaça Você Mesmo O Sistema Da Qualidade AutogeridoAinda não há avaliações
- Restaurante por quilo: Uma área a ser abordadaNo EverandRestaurante por quilo: Uma área a ser abordadaAinda não há avaliações
- Kpi’s Para Estoque De Matéria PrimaNo EverandKpi’s Para Estoque De Matéria PrimaAinda não há avaliações
- Questão 1Documento3 páginasQuestão 1Gabriel Rosa De OliveiraAinda não há avaliações
- Atividade 5 PTDocumento1 páginaAtividade 5 PTGabriel Rosa De OliveiraAinda não há avaliações
- Uso do Software Arena em Rede de Quiosques para Melhorar Tempo de AtendimentoDocumento8 páginasUso do Software Arena em Rede de Quiosques para Melhorar Tempo de AtendimentoGabriel Rosa De OliveiraAinda não há avaliações
- Resenha SGTDocumento2 páginasResenha SGTGabriel Rosa De OliveiraAinda não há avaliações
- Manufatura IntegradaDocumento3 páginasManufatura IntegradaGabriel Rosa De OliveiraAinda não há avaliações
- Mapeamento de Fluxo de ValorDocumento6 páginasMapeamento de Fluxo de ValorGabriel Rosa De OliveiraAinda não há avaliações
- AtividadeDocumento4 páginasAtividadeGabriel Rosa De OliveiraAinda não há avaliações
- Atividade 5Documento1 páginaAtividade 5Gabriel Rosa De OliveiraAinda não há avaliações
- 2021 05 21 Sds Leed Control Res r00Documento12 páginas2021 05 21 Sds Leed Control Res r00Toni LimaAinda não há avaliações
- SINAPI Custo Ref Composições PB 072010Documento228 páginasSINAPI Custo Ref Composições PB 072010ayrtonAinda não há avaliações
- Catálogo Mor 2017 2018 MOVEISDocumento12 páginasCatálogo Mor 2017 2018 MOVEISwesslerAinda não há avaliações
- Vidro de Máquinas - RQ - IndDocumento17 páginasVidro de Máquinas - RQ - IndRaquel AguiarAinda não há avaliações
- Catálogo Pneumático - MDM - ConexõesDocumento24 páginasCatálogo Pneumático - MDM - Conexõesch tcAinda não há avaliações
- Magazine CB 11 23 Catalogo D57878igital NNEDocumento6 páginasMagazine CB 11 23 Catalogo D57878igital NNEpeteAinda não há avaliações
- Estaiamento H ArbDocumento1 páginaEstaiamento H ArbLigiaAinda não há avaliações
- Identificação de materiais e suas propriedadesDocumento20 páginasIdentificação de materiais e suas propriedadesFilipe FerreiraAinda não há avaliações
- 3 Slides TrefilaDocumento8 páginas3 Slides TrefilamaxAinda não há avaliações
- Ruago CatalogoGeralDocumento98 páginasRuago CatalogoGeralipradaAinda não há avaliações
- Furgovan 6000 RS RDDocumento166 páginasFurgovan 6000 RS RDChrísthofer MachadoAinda não há avaliações
- Exerccio_I_-_Histrico_e_Classificao_dos_aditivosDocumento3 páginasExerccio_I_-_Histrico_e_Classificao_dos_aditivosBernar BragaAinda não há avaliações
- Ficha Tecnica IC3 1000Documento3 páginasFicha Tecnica IC3 1000António MirandaAinda não há avaliações
- CTA Tabela Pedreiro PDF - PDF - Engenharia Estrutural - Tecnologia de ConstruçãoDocumento1 páginaCTA Tabela Pedreiro PDF - PDF - Engenharia Estrutural - Tecnologia de ConstruçãoTaylorAinda não há avaliações
- Khs TecDocumento138 páginasKhs TecBernardo JaimeAinda não há avaliações
- Luana Sena SemijoiasDocumento5 páginasLuana Sena SemijoiasCARVALHO GRAFICAAinda não há avaliações
- Diário Oficial de 1998Documento1 páginaDiário Oficial de 1998Alan FernandesAinda não há avaliações
- VN3232 PTDocumento10 páginasVN3232 PTCarlos AmorimAinda não há avaliações
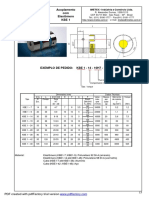
- Anel IMETEX HB 1015.0 para transmissão de torque elevadoDocumento3 páginasAnel IMETEX HB 1015.0 para transmissão de torque elevadoGara PoliasAinda não há avaliações
- Chalé IndianoDocumento6 páginasChalé IndianoLuiz Fernando HalatAinda não há avaliações
- Manual de Assistência Técnica Ig3G4Gd-105 Diamante: Gabinete 2 Portas e 4 GavetasDocumento2 páginasManual de Assistência Técnica Ig3G4Gd-105 Diamante: Gabinete 2 Portas e 4 Gavetasluciene SantosAinda não há avaliações
- CEM II/A-P 42,5 R cimento portland de pozolanaDocumento2 páginasCEM II/A-P 42,5 R cimento portland de pozolanaNilton SousaAinda não há avaliações
- 0 Gy 4 CL Q5 y Wix RC5 Oolz PZQ XZIHo DQT 90 Yr 0 I YIBgDocumento18 páginas0 Gy 4 CL Q5 y Wix RC5 Oolz PZQ XZIHo DQT 90 Yr 0 I YIBgSara FariasAinda não há avaliações
- FT - 15.50.08050 - Verniz PoliuretanoDocumento1 páginaFT - 15.50.08050 - Verniz PoliuretanoWellington Silvério DiasAinda não há avaliações
- Setor SecundárioDocumento5 páginasSetor SecundárioWagner MarinAinda não há avaliações
- Fundação Bradesco, Natal/RN Aluno (A) : Barbara C C Da Silva Turma: 8 Ano A Tema: Fordismo e o ToyotismoDocumento4 páginasFundação Bradesco, Natal/RN Aluno (A) : Barbara C C Da Silva Turma: 8 Ano A Tema: Fordismo e o ToyotismoBárbara CristinaAinda não há avaliações
- Macrografica Slides UnespDocumento27 páginasMacrografica Slides Unespvinicius olivera sofiaAinda não há avaliações
- Atividades Econômicas - Imprimir Caça PalavrasDocumento3 páginasAtividades Econômicas - Imprimir Caça PalavrasedsonmaiapAinda não há avaliações
- Acoplamento com Elastômero KBEDocumento4 páginasAcoplamento com Elastômero KBEgustavoAinda não há avaliações
- Apresentacao Dpi IndustriaDocumento31 páginasApresentacao Dpi IndustriaGleison Da Silva GomesAinda não há avaliações